Изобретение относится к станкостроению, а более конкретно к устройствам для поддержки нежестких деталей при обработке на шлифовальных станках.
Целью изобретения является повышение устойчивости детали.
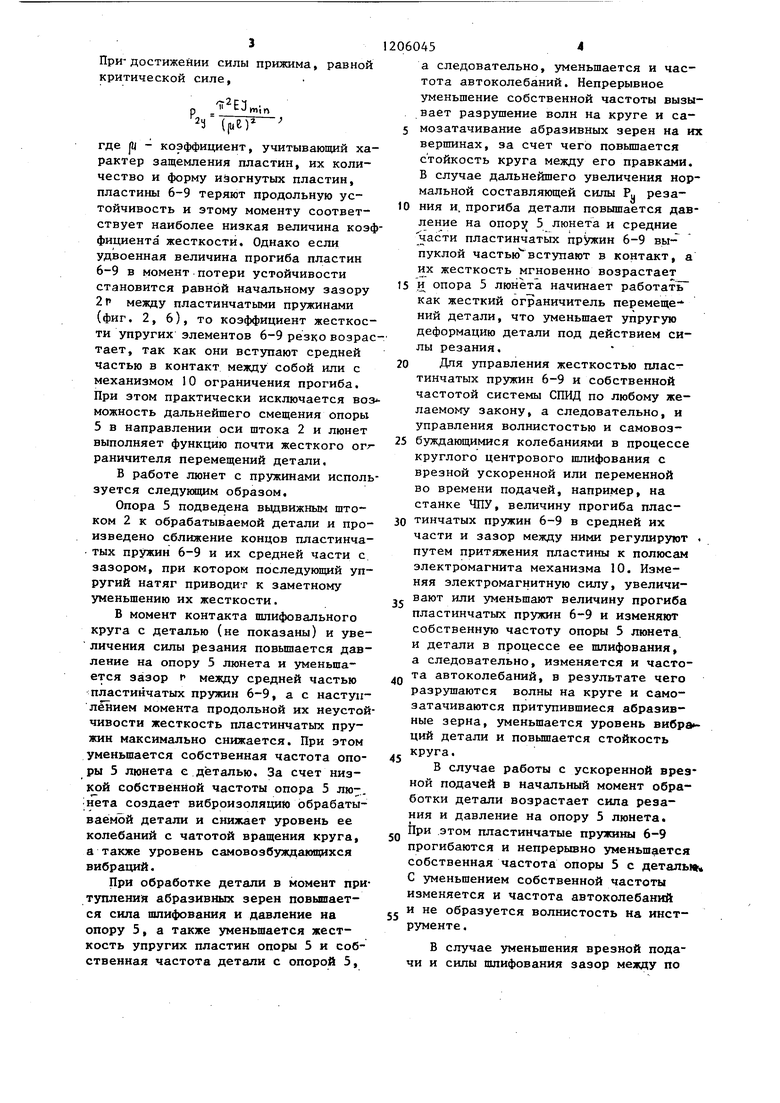
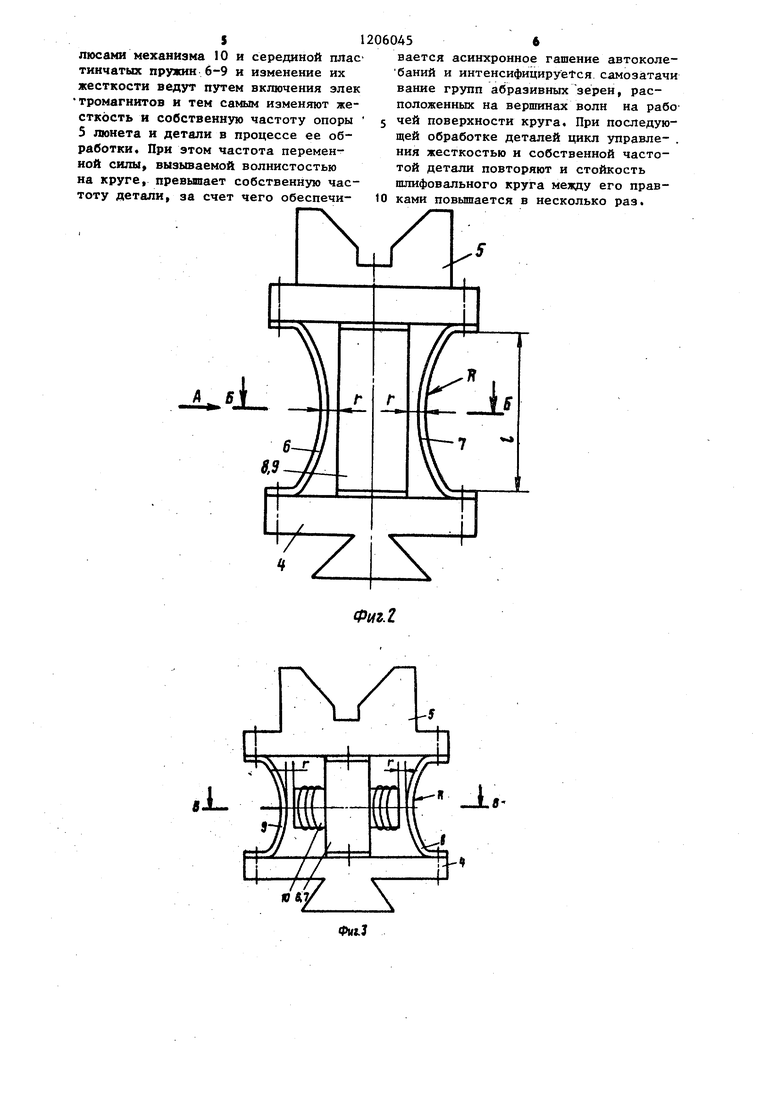
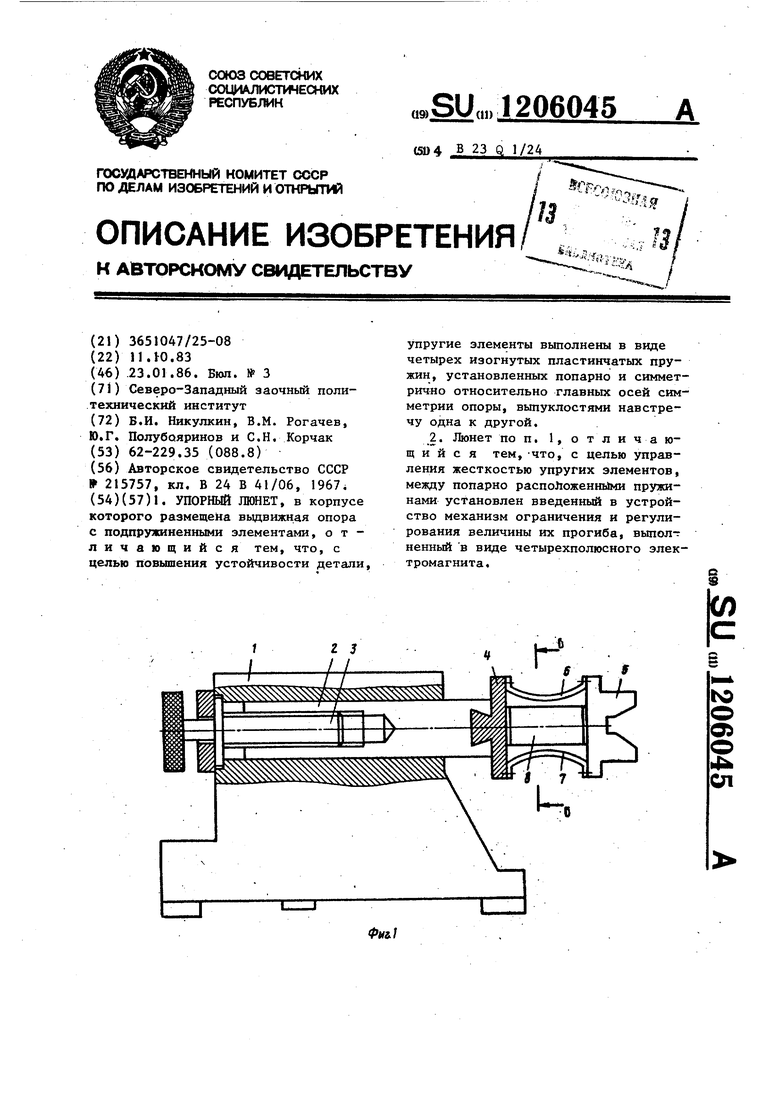
На фиг. 1 показан упорный люнет, общий вид; на фиг. 2 - опорная часть люнета с изогнутыми упругими пластинчатыми пружинами; на фиг. 3 - опорная часть люнета с механизмом ограничения и регулирования величины прогиба плас тинчатых пружин с четырех- полюсньм электромагнитным приводом; на.фиг. 4 - вид А на фиг. 2; на фиг, 5 - сечение Б-Б на фиг, 1 и 2; на фиг. 6 - сечение В-В на фиг. 3; на фиг. 7 - характеристика восстанав ливающей силы упругих элементов.
Упорный люнет содержит корпус 1, в котором размещен вьщвижной шток 2, связанный с корпусом 1 винтом 3. На опорном конце выдвижного штока 2 установлена упругая опорная часть люнета, составленная из основания 4, связанного с опорой 5 детали упругими изогнутыми пластинчатыми пружинами 6-9,
Упругие изогнутые по синусоиде, дуге окружности, по параболе и т.п. пружины 6, 7 и 8, 9 расположены попарно симметрично относительно главных осей симметрии опоры 5. Выпуклой частью изогнутые пластинчатые пружины 6, 7 и 8, 9 обращены одна к другой. Наименьшее расстояние между ними в средней части равно суммар ной величине 2 г прогиба пластин, допускающегося условием продольной устойчивости статически сжатой пружины.
Размеры сечения Ь Ь упругих пластин 6, 7 и 8,9, длина В и величина зазора 2с в средней части между ними выбраны с возможностью упругих деформаций пластин и уменьшения их коэффициента жесткости с увеличением усилия на опору 5, Например, пластинчатые пружины 6-9 (фиг. 2-4) изогнуты по синусоиде, имеют начальный прогиб в средней их части io 0,1t , размеры сечения 8x0,3 мм и длину В 25 мм, а расстояние между ними f 1,0 мм,
Синусоидальная форма начального изгиба пластин упрощает расчет и выбор их рациональных размеров, а
также упрощается изготовление изогнутых пластин.
Регулирование зазора 1 в средней части упругих пластинчатых пружин и ограничение величины их прогиба может быть осуществлено механизмом ограничения и регулирования прогибов , выполненным в виде электромагнита 10. На фиг, 3 и 6 механизм
10 ограничения прогиба средней части упругих пластин 6-9 и регулирования зазора вьшолнен в виде четырех- полюсного электромагнита 10, .расположенного между пластинами 6, 7 и
8, 9 и связанного жестко с основанием 4, а ось выдвижного штока 2 сов мещена с осью электромагнита 10.
Конструкция изогнутых по синусоиде, по дуге окружности и т.п. пластинчатых пружин 6, 7 и 8, 9 и их расположение по отношению одна к другой, а также к оси штока 2 обеспечивает внецентренное продольное их нагружение силой прижима опоры
5 к обрабатываемой детали, а также поперечную упругую деформацию пластинчатых пружин 6-9 .в средней их части навстречу одна другой и изменение коэффициента их жесткости, а
следовательно, возможность изменения собственной частоты системы СПИД.
Упругие пластинчатые элементы 6- 9, изогнутые по синусоиде, по дуге окружности и т.п. работают следующим образом.
До вступления в контакт средней части предварительно изогнутых пластин 6-9 каждая из них работает независимо, воспринимая нагрузки, действующие на опору 5, Характеристика восстанавливающих сил Р пластин имеет мягкий характер. При конкретном значении усилия на опору 5 коэфт фициент жесткости пластинчатых пружин, изогнутых по синусоидальной форме, равен
р. 3
С-(- ,
где Е - модель упругости;
, „- минимальный момент инерции
сечения;
И - отношение рабочего усилия Р, прижима к критической силе , которой соответствует момент потери продольной УСТОЙЧИВОСТИ пластин.
а
При-достижейии силы прижима, равной критической силе,
Р.
3 ((ue)
где |Ц - коэффициент, учитывающий характер защемления пластин, их количество и форму изогнутых пластин, пластины 6-9 теряют продольную устойчивость и этому моменту соответствует наиболее низкая величина коэффициента жесткости. Однако если уд)военная величина прогиба пластин 6-9 в моментпотери устойчивости становится равной начальному зазору 21 между пластинчатыми пружинами (фиг. 2, 6), то коэффициент жесткости упругих элементов 6-9 резко возрастает, так как они встзтхают средней частью в контакт между собой или с механизмом 1 О ограничения прогиба. При зтом практически исключается воз можность дальнейшего смещения опоры 5 в направлении оси штока 2 и люнет выполняет функцию почти жесткого огг раничителя перемещений детали,
В работе люнет с пружинами используется следукнцим образом.
Опора 5 подведена выдвижным штоком 2 к обрабатываемой детали и произведено сближение концов пластинчатых пружин 6-9 и их средней части с зазором, при котором последующий упругий натяг приводит к заметному уменьшению их жесткости.
В момент контакта шлифовального круга с деталью (не показаны) и увеличения силы резания повьш1ается давление на опору 5 люнета и уменьшается зазор г мезвду средней частью пластинчатых пружин 6-9, а с настуц- лёнием момента продольной их неустойчивости жесткость пластинчатых пружин максимально снижается. При этом уменьшается собственная частота опоры 5 люнета с деталью. За счет низкой собственной частоты опора 5 лю-. нёта создает виброизоляцию обрабатываемой детали и снижает уровень ее колебаний с чатотой вращения круга, а также уровень самовозбуждающихся вибраций.
При обработке детали в момент притупления абразивных зерен повышается сила шлифования и давление на опору 5, а также уменьшается жесткость упругих пластин опоры 5 и собственная частота детали с опорой 5,
0
5
0
5
0
5
0
5
0
а следовательно, уменьшается и частота автоколебаний. Непрерывное уменьшение собственной частоты вызывает разрушение волн на круге и самозатачивание абразивных зерен на их вершинах, за счет чего повышается стойкость круга между его правками. В случав дальнейшего увеличения нормальной составляющей силы Рц резания и. прогиба детали повышается давление на опору 5 люнета и средние части пластинчатых прУжин 6-9 выпуклой частью вступают в контакт, а их жесткость мгновенно возрастает и опора 5 люнета начинает работать как жесткий ограничитель перемеще- НИИ детали, что уменьшает упругую деформацию детали под действием силы резания.
Для управления жесткостью пластинчатых пружин 6-9 и собственной частотой системы СПИД по любому желаемому закону, а следовательно, и управления волнистостью и самовоз- буждающимися колебаниями в процессе круглого центрового шлифования с врезной ускоренной или переменной во времени подачей, например, на станке ЧПУ, величину прогиба пластинчатых пружин 6-9 в средней их части и зазор между ними регулируют . путем притяжения пластины к полюсам электромагнита механизма 10. Изменяя электромагнитную силу, увеличивают или уменьшают величину прогиба пластинчатых пружин 6-9 и изменяют собственную частоту опоры 5 люнета. и детали в процессе ее шлифования, а следовательно, изменяется и частота автоколебаний, в результате чего разрушаются волны на круге и самозатачиваются притупившиеся абразивные зерна, уменьшается уровень вибраций детали и повышается стойкость круга.
В случае работы с ускоренной врез ной подачей в начальный момент обработки детали возрастает сила резания и давление на опору 5 люнета. При этом пластинчатые пружины 6-9 прогибаются и непрерывно уменьшается собственная частота опоры 5 с деталы«« С уменьшением собственной частоты изменяется и частота автоколебаний и не образуется волнистость на инструменте .
В случае уменьшения врезной подачи и силы шлифования зазор между по
люсами механизма 10 и серединой пластинчатых пружин 6-9 и изменение их жесткости ведут путем включения элек тромагиитов и тем самым изменяют жесткость и собственную частоту опоры 5 люнета и детали в процессе ее обработки. При этом частота переменной силЫу выэьшаемой волнистостью на круге, превышает собственную частоту детали, за счет чего обеспечивается асинхронное гашение автоколе- баний и интенсифицируется самозатачи ванне групп абразивных зерен, расположенных на вершинах волн на рабо
чей поверхности круга. При последующей обработке деталей цикл управле- . ния жесткостью и собственной частотой деталн повторяют и стойкость шлифовальиого круга между его правками повышается в несколько раз.
Л. 5
/
/|
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| Кулачок зажимного патрона | 1985 |
|
SU1292931A1 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 1992 |
|
RU2008164C1 |
| Шлифовальная головка | 1983 |
|
SU1194659A1 |
| Шлифовальная головка | 1985 |
|
SU1278193A1 |
| Опорный нож бесцентровошлифовального станка | 1980 |
|
SU921798A1 |
| Шлифовальная головка | 1981 |
|
SU975363A1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| ШЛИФОВАЛЬНО-ОПОРНОЕ УСТРОЙСТВО | 2010 |
|
RU2538443C2 |
ejL.
Фтг.Ч В-В
Физ.5
/
ВНИИПИ Заказ 8607/13 Тираж Подписное Филиал ППП Патеит, г.Ужгород, ул.Проектная, 4
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
