1
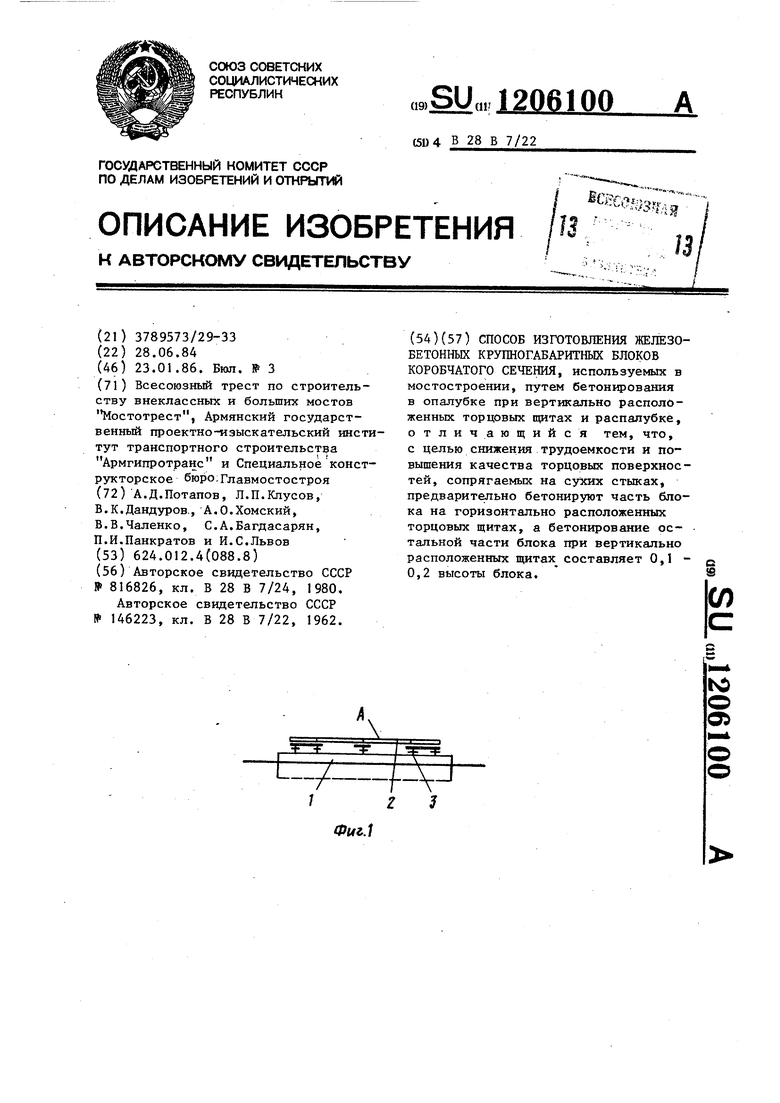
Изобретение относится к мостостроению и может быть использовано для изготовления взaимoзaмeняe ыx коробчатых блоков - слепков мостовых конструкций.
Цель изобретения - снижение трудоемкости и повьппение качества торцовых поверхностей, сопрягаемых на сухих стыках.
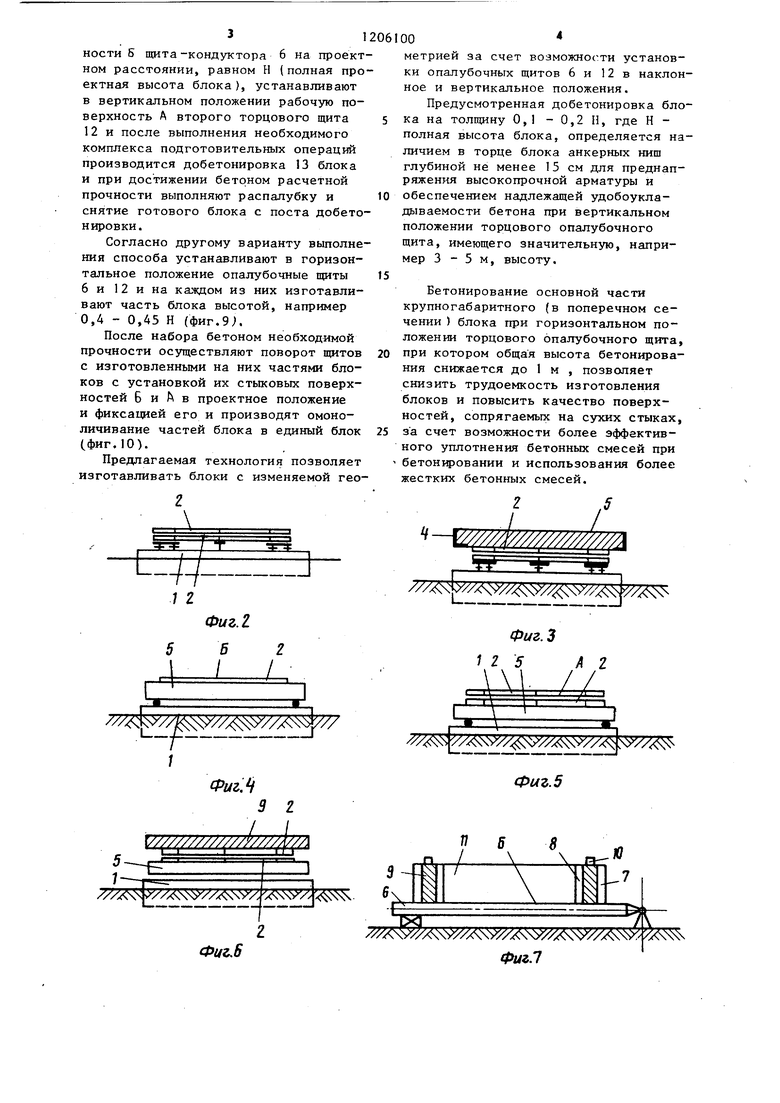
На фиг.1 - 6 показаны схемы технологических процессов, последовательно выполняемые при изготовлении опалубочных торцовых щитов с рабочими поверхностями К и Б; на фиг.7 - изготовление части блока с одной сты ковой поверхностью; на фиг.8 - добе- тонировка блока; на фиг.9 - раздельное изготовление двух частей блока; на фиг.10 - объединение двух частей блока в единый блок.
На плазу 1 по периметру и всей площади рабочей поверхности опалубоч ного торцового щита устанавливают металлические пластины-заготовки 2 толщиной 80 - 100 мм поверхностью, обработанной на строгальном станке, вверх, производят выве11ку их проектного положения в плане и профиле установочными винтами 3, после чего листы жестко закрепляют на плазу от смещений. Таким образом создается эталонная базовая рабочая поверхность А (фиг.1). На этой поверхности при последовательном изготовлении каждого торцового щита с рабочей поверхностью Б для ее формирования устанавливают указанные металлические пластины-заготовки 2 поверхностью, обработанной строгальным станком, вниз (фиг.2), при этом мест ные зазоры между стыковыми поверхностями и Б из листов 2 не превы- ,шают 0,2 мм.
Затем в проектное положение устанавливают опалубку 4, арматуру и производят омоноличивание бетоном 5 металлическрпс листов (фиг.З) и после набора бетоном расчетной прочности готовый щит с рабочей поверхностью 6 снимают с ппаза и устанавливают на технологическую линию изготовления блоков. Аналогичным образом изготавливают все щиты с рабочей поверхностью b, после чего металлические пластины 2, образзпощие базовую рабочую поверхность , с плаза демонтируют и на плаз устанавливают фиг.4) готовый торцовый щит
06100
с рабочей поверхностью б вверх и на ней формируются рабочие поверхности Л у последовательно изготавливаемых торцовых опалубочных щитов этого
5 типа (фиг.5 и 6 с применением изложенных технологических процессов (фиг.2 и 3) при изготовлении щитов с рабочей поверхностью 6
Последним таким же образом изго10 тавливают матричный щит-эталон с рабочей поверхностью , который при необходимости используют для изготовления дополнительного количества торцовьк щитов, например в случае tS развития производственной мощности
по выпуску данных блоков или для замены изношенного щита новым с теми же техническими параметрами.
Применяемая конструкция торцовых
20 щитов обладает повьш1енной жест- костью и геометрической неизменяемостью при воздействии расчетных нагрузок и высокой степенью износоустойчивости рабочей поверхности у
25 всех щитов, что обеспечивает повьшге- ние качества стыковых поверхностей изготавливаемых блоков и увеличивает срок службы опалубок с применением таких щитов.
30 Блоки изготавливают следующим образом .
На торцовом опалубочном щите-кондукторе 6 (фиг.7) при горизонтальном положении его рабочей поверхности
35 б устанавливают в проектное положение наружную 7 и внутреннюю 8 опалубки граней 9 блока и арматурный каркас 10. После этого бетонируют блок 11 по всему поперечному сечению на
0 неполную высоту с недобетонировкой на 0,1 - 0,2 Н, где Н - полная про- . ектная высота блока, но не менее, чём на толщину этого слоя, назначенную проектом с учетом применяемого
45 материала для приторцовки блока 11 к рабочей поверхности опалубочного щита и обеспечения необходимых технологических условий для выполнения работ с требуемым качеством.
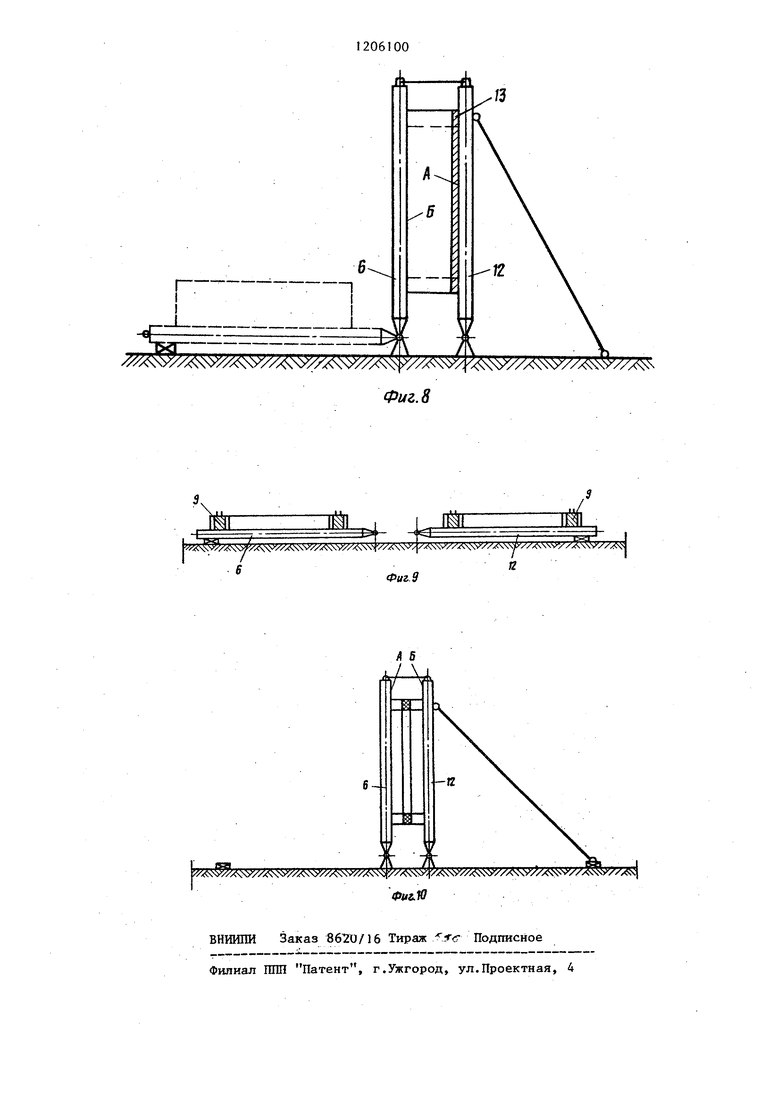
50 После набора бетоном недобетони- рованного блока необходимой прочности торцовый опалубочньй щит-кондуктор 6 (фиг.8) вместе с блоком 11 поворачивается вокруг шарнира, рабочую
55 поверхность b щита-кондуктора ( стыковая поверхность Б блока ) устанавливают в вертикальное положение и фиксируют. Параллельно рабочей поверх31
ности Б щита -кондуктора 6 на проектном расстоянии, равном Н (полная про ектная высота блока ), устанавливают в вертикальном положении рабочую поверхность А второго торцового щита 12 и после выполнения необходимого комплекса подготовительных операций производится добетонировка 13 блока и при достижении бетоном расчетной прочности выполняют распалубку и снятие готового блока с поста добето- нировки.
Согласно другому варианту выполнения способа устанавливают в горизонтальное положение опалубочные щиты 6 и 12 и на каждом из них изготавливают часть блока высотой, например 0,4 - 0,45 Н (фиг.9;.
После набора бетоном необходимой прочности осуществляют поворот щитов с изготовленными на них частями блоков с установкой их стьжовьгх поверхностей 6 и в проектное положение и фиксацией его и производят омоно- личивание частей блока в единый блок (фиг.10).
Предлагаемая технология позволяет изготавливать блоки с изменяемой
1 г
Фиъ.1 562
, I I
06100
метрией за счет возможности установки опалубочных щитов 6 и 12 в наклонное и вертикальное положения.
Предусмотренная добетонировка бло 5 ка на толщину 0,1 - 0,2 Н, где Н - полная высота блока, определяется наличием в торце блока анкерных ниш глубиной не менее 15 см для преднап- ряжения высокопрочной арматуры и 10 обеспечением надлежащей удобоукла- дываемости бетона при вертикальном положении торцового опалубочного щита, имеющего значительную, например 3 - 5 м, высоту.
Бетонирование основной части крупногабаритного (в поперечном сечении ) блока при горизонтальном положении торцового опалубочного щита, при котором общая высота бетонирования снижается до 1 м , позволяет снизить трудоемкость изготовления блоков и повысить качество поверхностей, сопрягаемых на сухих стыках, за счет возможности более эффективного уплотнения бетонных смесей при бетонщзовании и использования более жестких бетонных смесей.
15
20
25
-щ /// ///////////.
I
/// / // :::y//,f
Фиг.З
1 z 5 кг
. //
, 1
У/
Фиг,
J
Фиг.5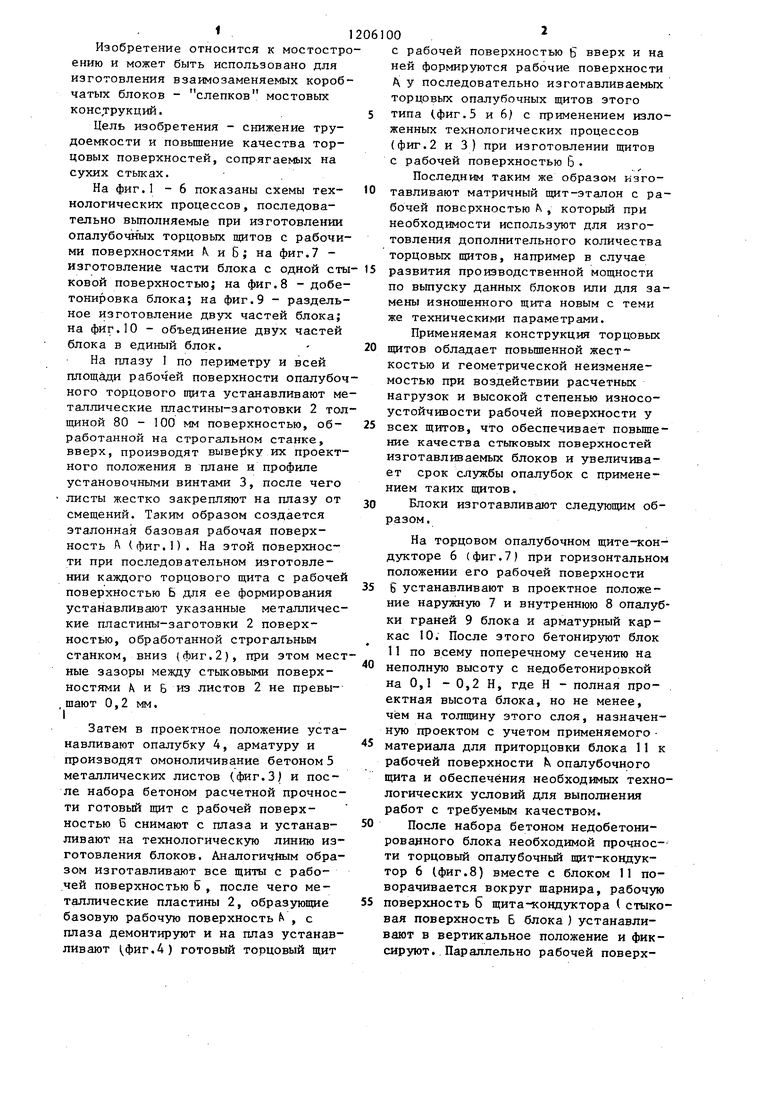
| название | год | авторы | номер документа |
|---|---|---|---|
| Крупноблочный монтажный модуль и способ возведения сооружений из крупноблочных монтажных модулей | 2020 |
|
RU2735793C1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| НЕСЪЕМНАЯ ОПАЛУБКА, СПОСОБ ЕЕ СБОРКИ И СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ СТЕН И СООРУЖЕНИЙ В НЕСЪЕМНОЙ ОПАЛУБКЕ | 2003 |
|
RU2248433C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1969 |
|
SU235582A1 |
| Способ изготовления железобетонных коробчатых блоков | 1977 |
|
SU716826A1 |
| Несъёмная опалубочная система для крупноблочного строительства сооружений | 2019 |
|
RU2720548C1 |
| ОПАЛУБКА ДЛЯ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ СООРУЖЕНИЙ | 1996 |
|
RU2157878C2 |
| Стыковое соединение панели перекрытия со стеновыми панелями | 1989 |
|
SU1663136A1 |
| ОПАЛУБОЧНЫЙ БЛОК ДЛЯ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ КОНСТРУКЦИЙ И СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОЙ СТЕНЫ | 2013 |
|
RU2528303C1 |
| Туннельная опалубка | 1991 |
|
SU1813155A3 |
1 6 8
I
Ю
/ K /// Sy///f
ФигП
/3
v.
JM.
Й
t-
|%N /kc x ; X4 x c 4 v; W44VJ X4
. К
Фиг 9
ML
JMl
Фиг 9
| Электропневматический тормозжЕлЕзНОдОРжНОгО ТРАНСпОРТНОгО СРЕд-CTBA | 1979 |
|
SU816826A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ образования торцовых поверхностей блоков | 1961 |
|
SU146223A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
