«
Изобретение относится к литейному производству и может быть использовано в литниковых системах для отливок, при питании которых применяется газовое давление.
Целью изобретения является повышение надежности работы литниковой системы.
На фиг. 1 представлена литниковая система; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - литейная форма
Литниковая система включает заливочную воронку 1, стояк 2 и камеру 3. В донной части камеры 3 над отводным каналом 4 размещен стержень 5 из огнеупорного материала. Рабочая поверхность стержня 5 выполнена в виде сферического гнезда с ребрами 6, служащими опорами для шарика 7 из огнеупорного материала, плотность которого меньше плотности заливаемого металла. Гнездо с ребрами 6 и шариком образуют шаровой клапан. Отводной канал 4 сообщается с полостью 8 литейной формы. В стержне 5 выполнено центральное отверсти
Работа литниковой системы происходит следующим образом.
При заливке формы струя металла попадает в заливочную воронку 1, из нее в стояк 2 и камеру 3. В камере поток металла равномерно обтекает шарик 7 и прижимает его к ребрам 6 стержня 5. Далее металл через цент076212
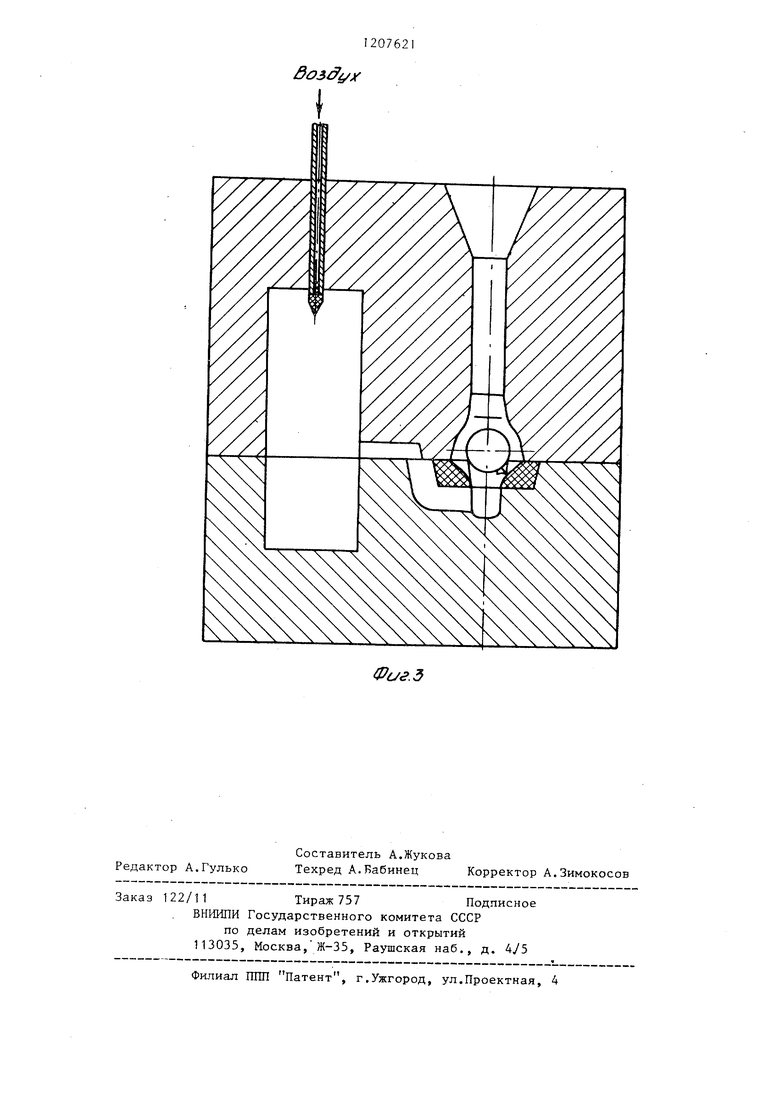
ральное отверстие в стержне поступает в отводной канал 4, а из него - в полость 8„ По окончании заливки течение металла прекращается, шарик 5 7 всплывает и под действием подъемной силы прижимается к выходному отверстию стояка и перекрывает его. Таким образом достигается отделение С- ояка от заполненной литейной по- 0 лости одновременно с окончанием заливки.
При подаче газа под давлением в литейную полость (фиг. 3) возраста- 15 ет давление металла на шарик и он
сильнее прижимается к выходу из стояка, препятствуя вытеканию металла через него.
Использование изобретения позволяет повысить надежность работы литниковой системы с шаровым клапаном за счет создания направленного движения потока металла, который обтекает шарик и пргекимает его к ребрам,
нследствие чего сохраняется устойчивое, фиксированное положение шарика Б камере в процессе заполнения формы металлом, В результате предотвра- 1цения уноса шарика потоком в отнод- ной каргал не нарушается продесс заполнения формы металлом, а после заливки обеспечивается належное перекрытие стояка.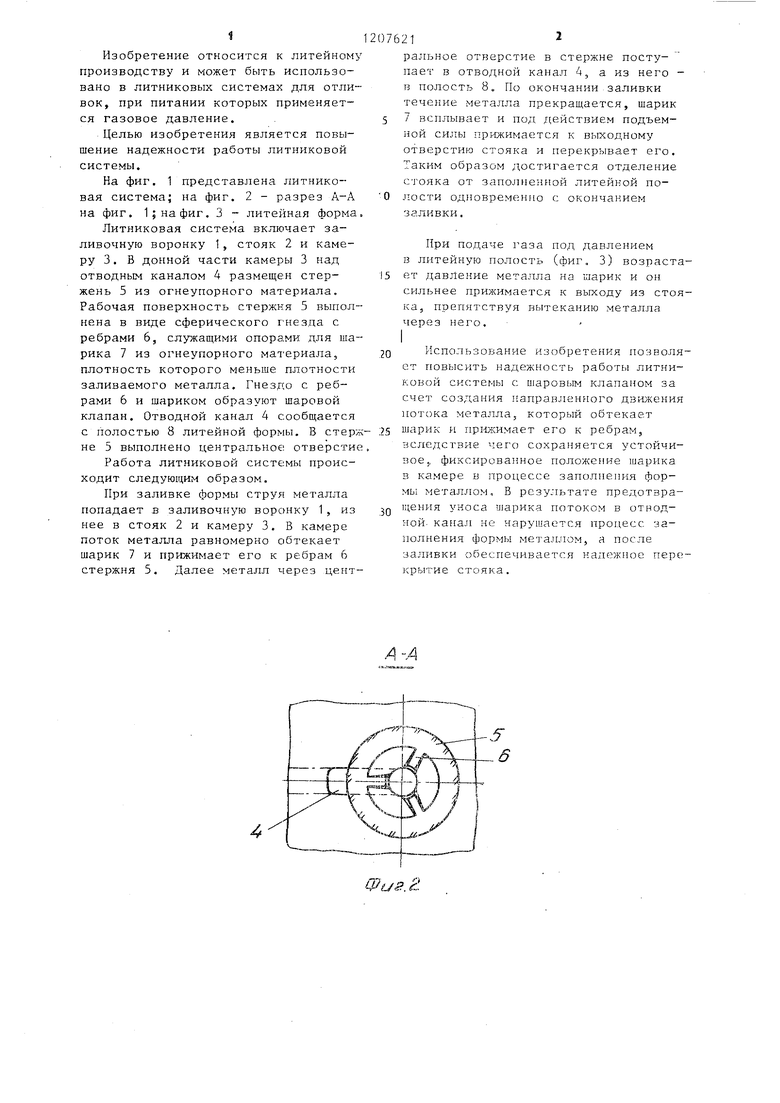
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1973 |
|
SU366917A1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
| Центробежная стопочная форма | 1977 |
|
SU698718A1 |
| Литниково-питающая система для формы литья по выплавляемым моделям | 1987 |
|
SU1447529A1 |
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |

Ри.г
6o3(/Jf
Редактор А.Гулько
Составитель А.Жукова
Техред А.Бабинец Корректор А.Зимокосов
122/11Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4У5
«
Филиал ШШ Патент, г.Ужгород, ул.Проектная, 4
Фиг. 5
| Манакин A.M., Денисов В.А., Яковлев Н.Н | |||
| и др | |||
| Крупные стальные отливки | |||
| М.: Машиностроение, 1969, с | |||
| ПЕЧНОЙ ЖЕЛЕЗНЫЙ РУКАВ (ТРУБА) | 1920 |
|
SU199A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
