1
Изобретение относится к обработке металлов абразивом в комбинации с поверхностным пластическим деформированием и может быть использовано для чистовой обработки деталей машин с использованием станков с ситемой программного управления.
Цель изобретения - повышение ка- .чества обработки.
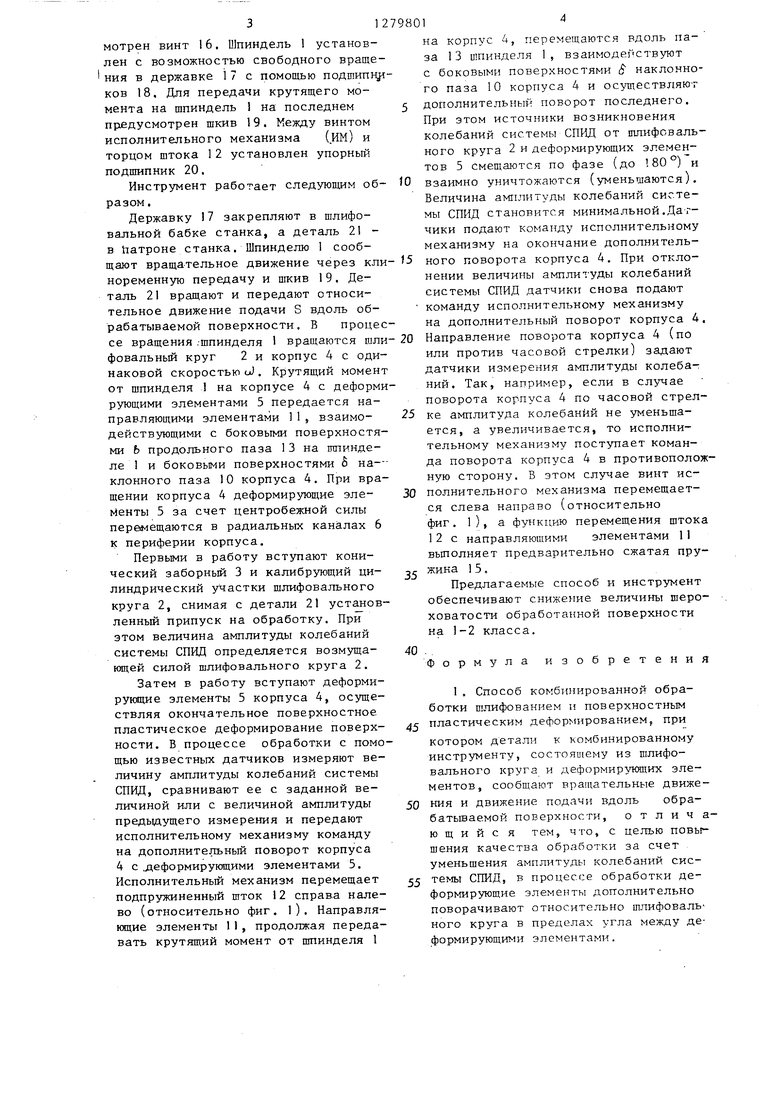
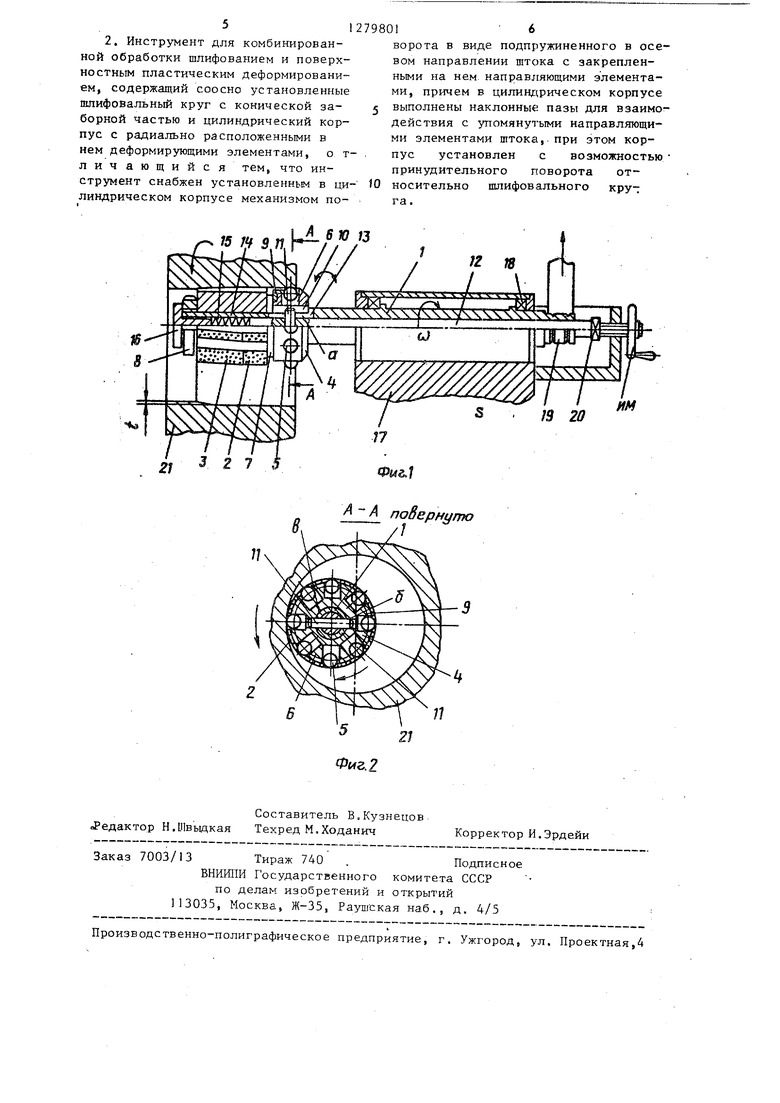
На фиг. 1 схематически изображен инструмент для реализации предлагаемого способа; на фиг. 2 - сечение А-А на фиг, 1 .
Согласно предлагаемому способу в процессе обработки деформирующие элементы инструмента дополнительно поворачивают относительно шлифовального круга в пределах угла между де формирз щими элементами до достижения минимального значения амплитуды колебаний системы СПИД.
Поскольку картина воздействия на систему СП11Д возмущаюга,ей силы от деформирования полностью повторяется при дополнительном повороте корпуса инструмента на величину d. (уго расположения двух смежных деформирующих элементов 5), то величина угла этого дополнительного поворота в процессе обработки не может выходить за пределы угла d. В противном случае происходит мгновенное (резкое) сближение (совпадение) по фазе возм тцающих сил от шлифования и деформирования, приводящее к увеличению амплитуды колебаний системы: Спид и ухудшению качества обработки
Пример, Проводят обработку
отверстия втулки на внутри шлифоваль- 40 та по цилиндрической поверхности tx
ном станке мод. ЗК227В
Материал обрабатываемой детали - сталь 45 ГОСТ 1050-74 (НВ 260), диаметр обработки 85 мм; длина обработки 120 мм, режущий элемент - абразивный круг ПИ 50- 45«16, характеристика круга - 63А40Т12К5, длина конического заборного участка 30 мм; деформирующий элемент - шариковая центробежная головка, нар жный диаметр центробежной головки 44 мм; количество деформирующих шариков 8 шт.;материал шариков - ШХ 15 (HRC 60).
Исполнительным механизмом служит ходовой винт с маховичком, установ- ленньй на закрепленном на бабке станка кронштейне. Для измерения амплитуды колебаний системы СПИД испольшпинделя 1 на угол cL. С этой целью на внутренней цилиндрической поверх ности корпуса 4 выполнены направл ющие пазы-10 с боковыми поверхнос45 тями S , которые взаимодействуют с направляющими элементами 11 механизма поворота корпуса 4. Механизмы поворота корпуса 4 выполнены в виде штока 12 с закрепленными на нем
50 упомянутыми направляющими элементами Г .Последние имеют возможность сво бодного перемещения вдоль продольного паза 13 с боковыми поверхностя ми & , выполненного в шпинделе 1.
55 DiTOK 12 установлен с возможностью перемещения в осевом отверстии 14 щпинделя 1 и подпружинен пружиной 15. Для регулировки величины предва рительного сжатия пружин 15 предус
798012
зуют низкочастотную виброизмерительную аппаратуру НВА--1. Режимы обработки: , Скорость обрабатыва- 5 емой детали, м/мин 40 Осевая подача инструмента на оборот детали, мм/обО,1 Скорость вращения ин- 10 струмента, м/с 20 Натяг деформирования, мм0,3 Глубина резания, мм 0,2 Охлаждающая жидкость - эмульсия, 15 обработку осуществляли за один проход.
Шероховатость обработанной по- верхности R|.,16 мкм; степень упрочнения поверхности 10-15%. 20 Инструмент для чистовой обработки содержит шпиндель 1 и установленные на нем соосно шлифовальный круг 2 с прерывистой рабочей поверхностью и конической заборной частью 3 и цилиндрический корпус 4 с деформирующими элементами 5. При этом деформирующие элементы 5 расположены в радиальных пазах 6 корпуса 4 равномерно по окружности. Угол рас- 30 положения двух смежных деформирующих элементов равен oi. Для крепления шлифовального круга 2 на шпинделе 1 предусмотрены щайба 7 и гайка 8. Сепаратор 9, закрепленный на кор- 35 пусе 4, удерживает деформирующие элементы 5 от вьтадания из радиальных пазов 6 корпуса 4. Корпус 4 с деформирующими элементами 5 имеет возможность принудительного поворошпинделя 1 на угол cL. С этой целью на внутренней цилиндрической поверхности корпуса 4 выполнены направляющие пазы-10 с боковыми поверхностями S , которые взаимодействуют с направляющими элементами 11 механизма поворота корпуса 4. Механизмы поворота корпуса 4 выполнены в виде штока 12 с закрепленными на нем
упомянутыми направляющими элементами Г .Последние имеют возможность свободного перемещения вдоль продольного паза 13 с боковыми поверхностями & , выполненного в шпинделе 1.
DiTOK 12 установлен с возможностью перемещения в осевом отверстии 14 щпинделя 1 и подпружинен пружиной 15. Для регулировки величины предварительного сжатия пружин 15 предусмотрен винт 16. Шпиндель 1 установлен с возможностью свободного враще- ния в державке 17 с помощью пoдшип y ков 18. Для передачи крутящего момента на шпиндель 1 на последнем предусмотрен шкив 19. Между винтом исполнительного механизма (.ИМ) и торцом штока 12 установлен упорный подшипннк 20.
Инструмент работает следующим образом.
Державку 17 закрепляют в шлифовальной бабке станка, а деталь 21 - в иатроне станка. Шпинделю 1 сообщают враща-тельное движение через кли ноременную передачу и шкив 19. Деталь 21 вращают и передают относительное движение подачи S вдоль обрабатываемой поверхности, В процессе вращения .-шпинделя 1 вращаются шлифовальный круг 2 и корпус 4 с одинаковой скоростью oJ . Крутящий момент от шпинделя I на корпусе 4 с деформирующими элементами 5 передается направляющими элементами 11, взаимодействующими с боковыми поверхностями Ь продольного паза 13 на тпинде- ле 1 и боковыми поверхностями 6 на- клонного паза 10 корпуса 4. При вращении корпуса 4 деформирующие элементы 5 за счет центробежной силы перемещаются в радиальных каналах 6 к периферии корпуса.
Первыми в работу вступают конический заборньй 3 и калибрующий цилиндрический участки шлифовального круга 2, снимая с детали 21 установленный припуск на обработку. При этом величина амплитуды колебаний системы СПИД определяется возмущающей силой шлифовального круга 2,
Затем в работу вступают деформирующие элементы 5 корпуса 4, осуществляя окончательное поверхностное пластическое деформирование поверхности, В процессе обработки с помощью известных датчиков измеряют величину амплитуды колебаний системы СПИД, сравнивают ее с заданной величиной или с величиной амплитуды предыдущего измерения и передают исполнительному механизму команду на дополнительный поворот корпуса 4 с деформирующими элементами 5, Исполнительный механизм перемещает подпруткиненный шток 12 справ.а налево (относительно фиг, 1). Направля- кщие элементы 11, продолжая передавать крутящий момент от шпинделя 1
на корпус 4, перемещаются вдоль паза 13 1 пинделя 1, взаимодействуют с боковыми поверхностями ($ наклонного паза 10 корпуса 4 и ос тдествляют
дополнительный поворот последнего. При этом источники возникновения колебаний системы СПИД от шлифовального круга 2 и деформирующих элементов 5 смеп1аются по фазе (до 180°) и
взаимно уничтожаются (уменьшаются). Величина амплитуды колебаний системы СПИД становится минимальной,Дач- чики подают команду исполнительному механизму на окончание дополнителького поворота корпуса 4, При отклонении величины амплитуды колебаний системы СПИД датчики снова подают команду исполнительному механизму на дополнительный поворот корпуса 4.
Направление поворота корпуса 4 (по или против часовой стрелки) задают датчики измерения амплитудь колебаний. Так, например, если в случае поворота корпуса 4 по часовой стрелке амплитуда колебаний не уменьшается, а увеличивается, то исполнительному механизму поступает команда поворота корпуса 4 в противоположную сторону, В этом случае винт исполнительного механизма перемещается слева направо (относительно фиг, 1), а функцию перемещения штока 12 с направляющими элементами 11 выполняет предварительно сжатая пру35
40
жина 15,
Предлагаемые способ и инструмент обеспечивают снижение величинь шеро- xoBaTocTTi обработанной поверхности на 1-2 класса.
Формула изобретения
1 , Способ комбинированной обработки шлифованием и поверхностным пластическим деформированием, при
котором детали к комбинированному инструменту, состояи1ему из шлифовального круга и деформирующих элементов, сообщают вращательные движения и движение подачи вдоль обра- батьшаемой поверхности, о т л и ч а- ю щ и и с я тем, что, с целью повышения качества обработки за счет уменьшения амплитуды колебаний системы СПИД, в процессе обработки деформирующие элементы дополнительно поворачивают относительно шлифовального круга в пределах угла между деформирующими элементами.
2. Инструмент для комбинированной обработки шлифованием и поверхностным пластическим деформированием, содержащий соосно установленные шлифовальный круг с конической заборной частью и цилиндрический корпус с радиально расположенными в нем деформирующими элементами, о т личающийся тем, что инструмент снабжен установленным в ци линдрическом корпусе механизмом по279801 6
ворота в виде подпружиненного в осевом направлении штока с закрепленными на нем, направляющими элементами, причем в цилиндрическом корпусе 5 выполнены наклонные пазы для взаимодействия с упомянутыми направляющими элементами штока, при этом кор-пус установлен с возможностью принудительного поворота от-)0 носительно шлифовального круга.
.
т 20
им
Фиг.|
А поВернуто
11
Фиг. 2
Составитель В.Кузнецов «Редактор Н.Швыдкая Техред М.Ходанич Корректор И.Эрдейи
Заказ 7003/13 Тираж 740 .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для чистовой обработки поверхностей вращения | 1984 |
|
SU1296391A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1996 |
|
RU2103153C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| Инструмент для чистовой обработки поверхностей вращения | 1984 |
|
SU1155431A1 |
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| Способ исследования динамических характеристик технологической системы и комбинированный инструмент для его осуществления | 1989 |
|
SU1738615A1 |
| Комбинированный инструмент для совмещенной обработки отверстий резанием и поверхностным пластическим деформированием | 1986 |
|
SU1444135A1 |
| Инструмент для чистовой обработки поверхностей вращения | 1990 |
|
SU1719190A2 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
Изобретение может быть использовано в обработке металлов шлифованием в комбинации с поверхностным пластическим деформированием для станков с системой программного управления и позволяет повысить качество обработки за счет уменьшения амплитуды колебаний системы СПИД. Для этого инструменту, состоящему из шлифовального круга с конической заборной частью, и цилиндрическому корпусу с расположенными ради- ально деформирующими элементами сообщают вращательные движения и дви- жение подачи вдоль обрабатываемой, поверхности. В процессе вращения шпинделя вращаются шлифовальный круг и корпус с одинаковой скоростью. Первыми в работу вступают конический заборный и калибрующий участки круга, а затем - деформирующие элементы корпуса, в котором выполнены наклонные пазы. С боковыми поверхностями пазов взаимодействуют направляющие элементы, осуществляющие дополнительный поворот корпуса. При этом источники возникновения колебаний системы СПИД от шлифовального круга и деформирующих элементов сме- щаются по фазе и взаимно уничтожаются. 2 с.п. ф-лы, 2 ил. л ю QO РО
| Инструмент для чистовой обработки поверхностей вращения | 1984 |
|
SU1155431A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
