Изобретение относится к электротехнике и энергетике, и может быть использовано при производстве стержневых антенных изоляторов, растяжек элементов несущих конструкций, траверс, тяг глубинных насосов и т.
Цель изобретения - уменьшение материало емкости стеклопластиковых стержней при сохранении их равно- прочности в зоне полости для размещния элементов крепления.
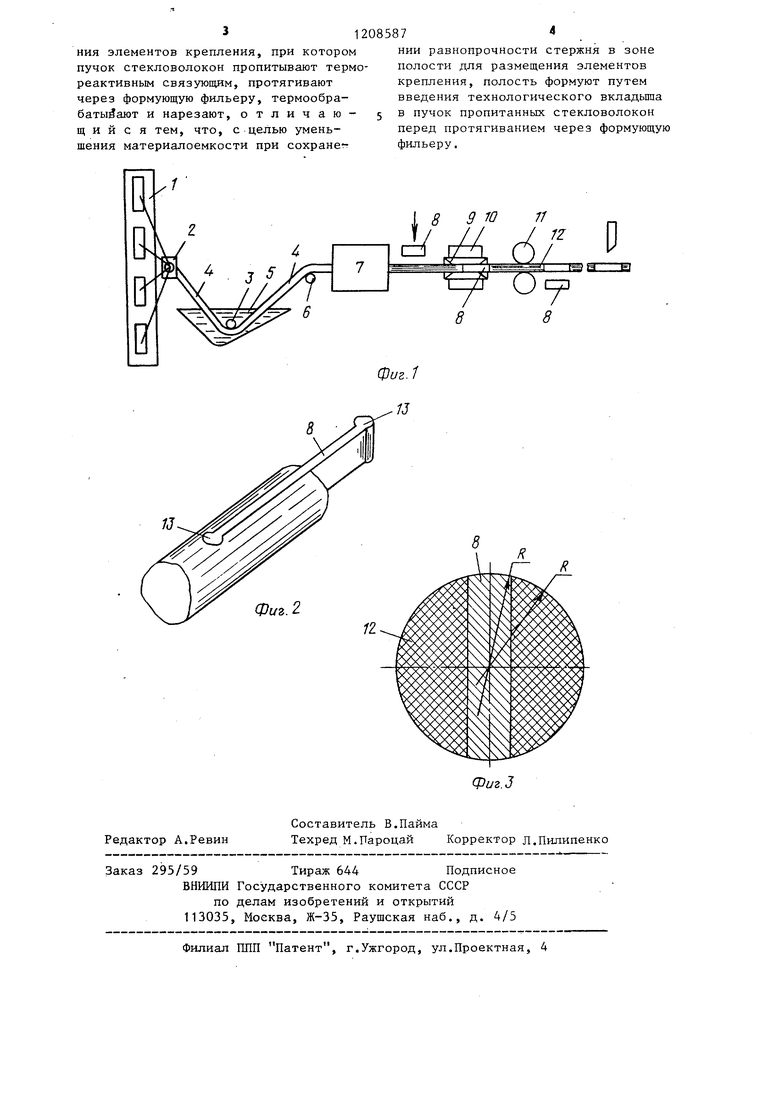
На фиг, 1 изображена схема изготовления стеклопластиковых стержней на фиг. 2 - стеклопластиковый стержень с технологическим вкладьшем; на фиг. 3 - поперечное сечение стерня с вкладьшем.
Способ осуществляется следуюс им образом.
Производят размотку стекловолок- нистого материала со шпулярника 1 . Затем с помощью направляющих 2 и 3 . стекловолокнистый материал 4 поступает в пропьточную ванну 5 с термореактивным связующим. Пропитанный волокнистый материал 4 проходит через направляюЕцие 6 в вакуумную камеру 7, после чего в пропитанный стекловолокнистый материал вставляют вкладьш 8, соответствующий конфигурации, которую желают получить в изделии. Пропитанный стекло- волокнистый материал 4 с вкладьшгем 8 протягивают через формующую фильеру 9 с обогревателем 10 с помощью тянущего устройства 11, Вкладыш 8 удаляют из отвержденного изделия 12 непосредственно перед резкой или после резки изделия. При необходимости вкладыш оставляют в изделил и в дальнейшем используют его как элемент арматуры.
Геометрические размеры вкладыша В выбирают из условия свободного прохождения волЪкнистого материала с вкладьш1ем через формующую фильеру 9, а площадь поперечного сечения вкладыша 8 определяют по формуле
т
-5 1где S
euft 0,90г ) )
- площадь поперечного сечения вкладьш а; Sf. - площадь отверстия формуюякл
Р
щей фильеры;
- технологический коэффициент наполнения изделия волокном, определяемый как отношение суммарной
площади поперечного сечения волокон к общей площади поперечного сечения изделия.
Пример. Изготавливаются стек- лопластиковые стержни для стержневых изоляторов с крепежной полостью, рассчитанной на соединение стержня с арматурой с помощью клина. В этом
случае вкладьш 8 выполняют в виде . тонкой пластины (фиг. 2), поперечные кромки которой имеют цилиндрические окончания 13 . Ширину вкладьш1а выбирают из условия свободного прохождения через фильеру с одной стороны и минимального зазора между вкла- дьш1ем и фильерой с другой. Длину вкладыша выбирают исходя из требований к клиновому соединению. В поперечном сечении вкладыш 8 имеет радиус закругления (фиг. 3), равный радиусу внутреннего отверстия фильеры. Площадь диаметрального сечения цилиндрического окончания 13 вкладыша 8 в соответствии с формулой (1) равна:
7J
6k л
(2)
4 0,90 Г
где Sgi - площадь диаметрального сечения цилиндрического окончания;
dj, - диаметр внутреннего отверстия фильеры; К - технологический коэффициент наполнения стержня стекловолокном.
Вкладыш покрывают антиадгезионным составом, например раствором каучука СКТ в толуоле, или выполняют его из материала, не имеющего адгезии к связующему, например из фторопласта.
Предлагаемый способ обеспечивает равенство количества стекловолокон на участках закрепления стержней в арматуре и вне этих участков, что уменьшает материалоемкость стержней (за счет обеспечения их равнопрочнос- ти по всей длине) и их стоимость.. Кроме того, за счет уменьшения по
верхностных дефектов при изготовле1-г.. НИИ стержней увеличивается их надежность .
Формула изобретения
Способ изготовления стеклопластиковых стержней, заключаюгцийся в формовании в них полости для размещения элементов крепления, при котором пучок стекловолокон пропитывают термореактивным связующим, протягивают через формующую фильеру, термообра- батыЗают и нарезают, отличающийся тем, что, с целью уменьшения материалоемкости при сохранен
НИИ равнопрочности стержня в зоне полости для размещения элементов крепления, полость формуют путем введения технологического вкладьша в пучок пропитанных стекловолокон перед протягиванием через формующую фильеру.
Фиг. 2
К
Редактор А.Ревин
фиг.З
Составитель В.Пайма
Техред М.Пароцай Корректор Л.Пилипенко
Заказ 295/59Тираж 644 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4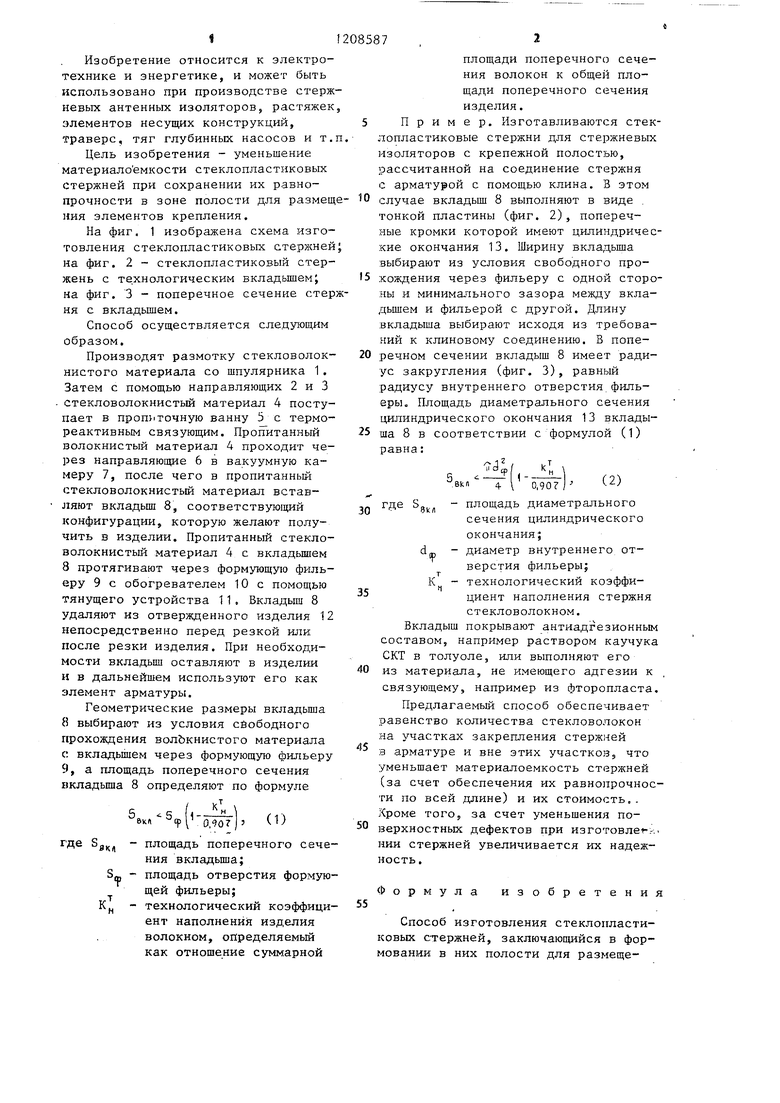
| название | год | авторы | номер документа |
|---|---|---|---|
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| Инструмент для изготовления изделий методом протяжки | 1982 |
|
SU1080991A1 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ ТАКОГО СПОСОБА И КОМПОЗИТНАЯ АРМАТУРА, ИЗГОТАВЛИВАЕМАЯ ТАКИМ СПОСОБОМ | 2023 |
|
RU2815144C1 |
| Способ изготовления профильных изделий | 1980 |
|
SU876479A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2371312C1 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 2001 |
|
RU2220049C2 |
Изобретение относится к способу изготовления стеклопластиковых стержней, имеющих полость, предназначен-- ную для размещения элементов крепления. С целью уменьшения материалоемкости стеклопластиковых стержней при сохранении их равнопрочности в зоне полости, последнюю формуют путем введения технологического вкладыша в пучок пропитанных стекловолокон непосредственно перед их протягиванием через формующую фильеру. Затем пучок волокон с вкладышем протягивают через формующую фильеру с одновременной термообработкой. Вкладыш можно удалить из отвержденно- го изделия перед резкой или после резки, а при необходимости оставить в изделии и использовать вкладЬш как злемент арматуры. 3 ил. с 5S (Л ГС о 00 ел 00 J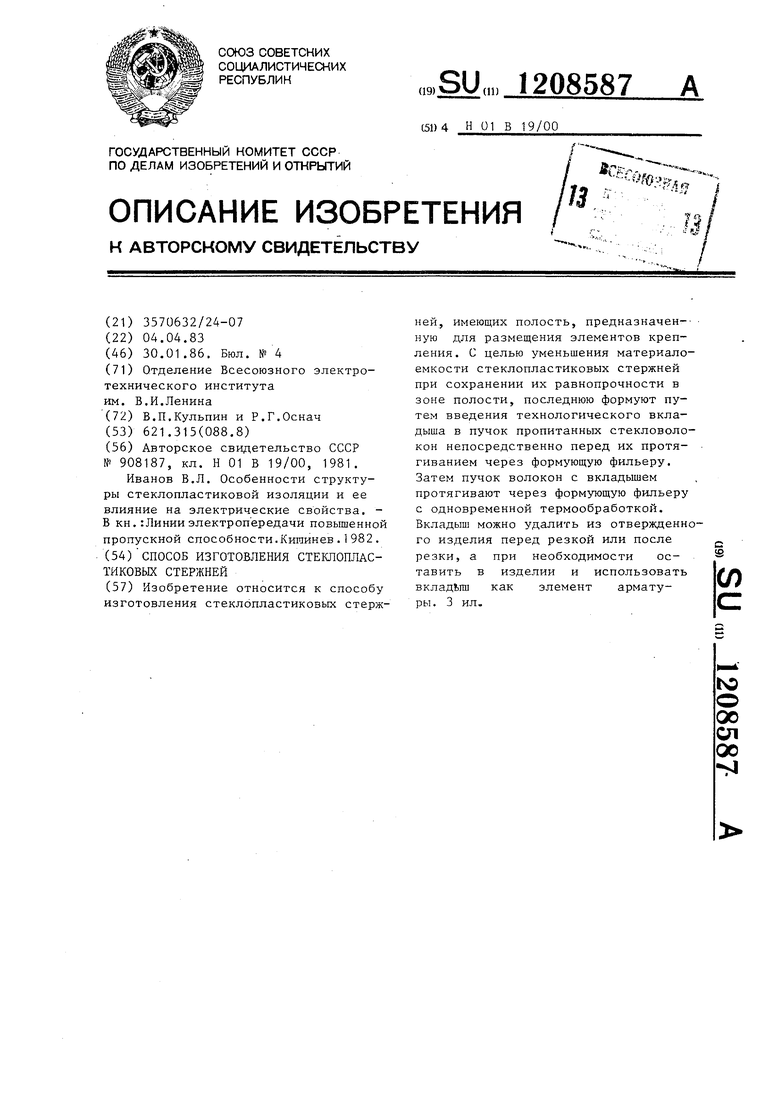
| СПОСОБ КОНУСНОГО СОЕДИНЕНИЯ СТЕКЛОПЛАСТИКОВОГО СТЕРЖНЯ С МЕТАЛЛИЧЕСКИМ НАКОНЕЧНИКОМ | 1980 |
|
SU908187A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Иванов В.Л | |||
| Особенности структуры стеклопластиковой изоляции и ее влияние на электрические свойства | |||
| - В кн.:Линии электропередачи повышенной пропускной способности.Кишинев | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
