2. Устройство для разъема формь(, содержащее плиту с закрепленными в каретках захватами для изделия и установленным на опорах ходовым винтом для перемещения захватов для изделия, подвижные захваты для полуформ, отличающееся тем, что под1
Изобретение относится к переработке пластмасс, в частности к устройствам для разъема форм, используемых для изготовления изделий из полимерных материалов, например при изготовлении поплавков из пенополиэтилена для оснащения рыбопромысловых орудий лова.
Цель изобретения - повышение производительности.
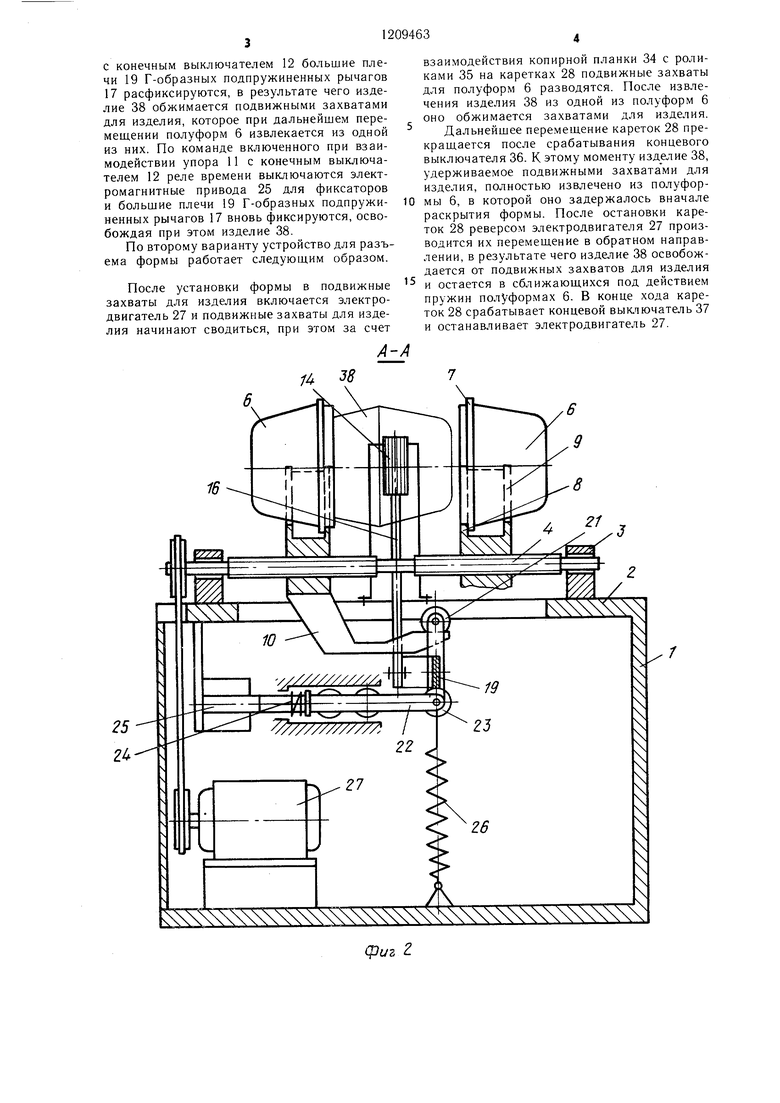
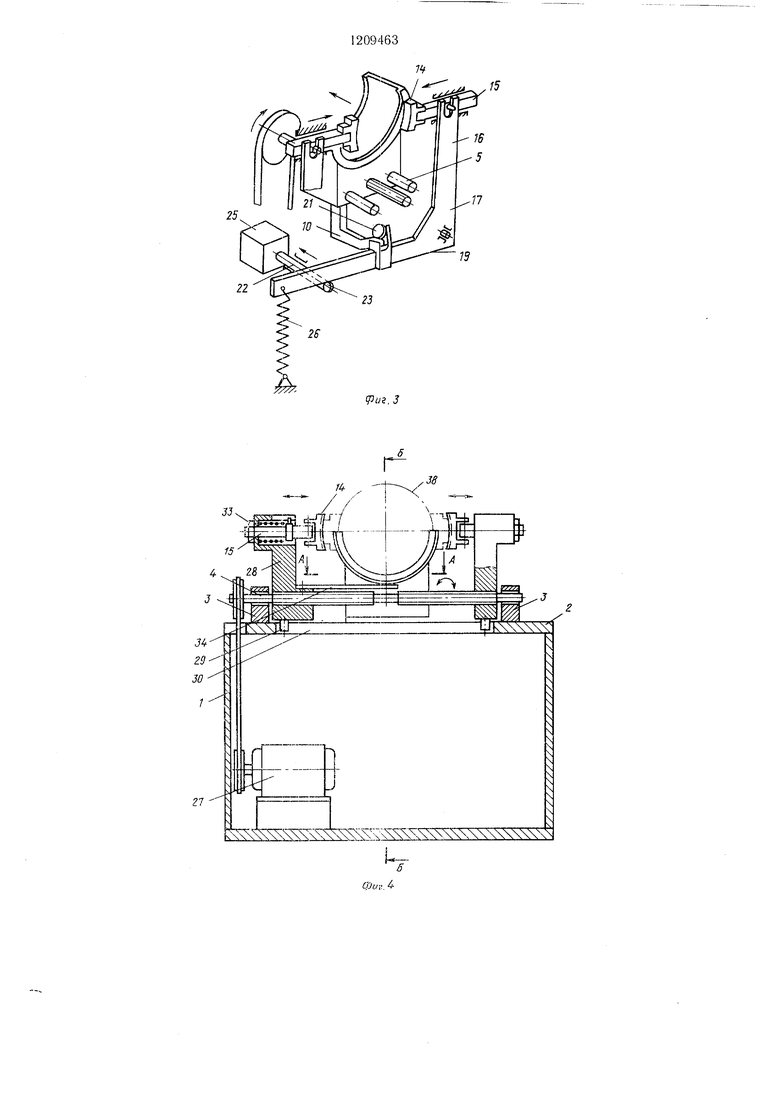
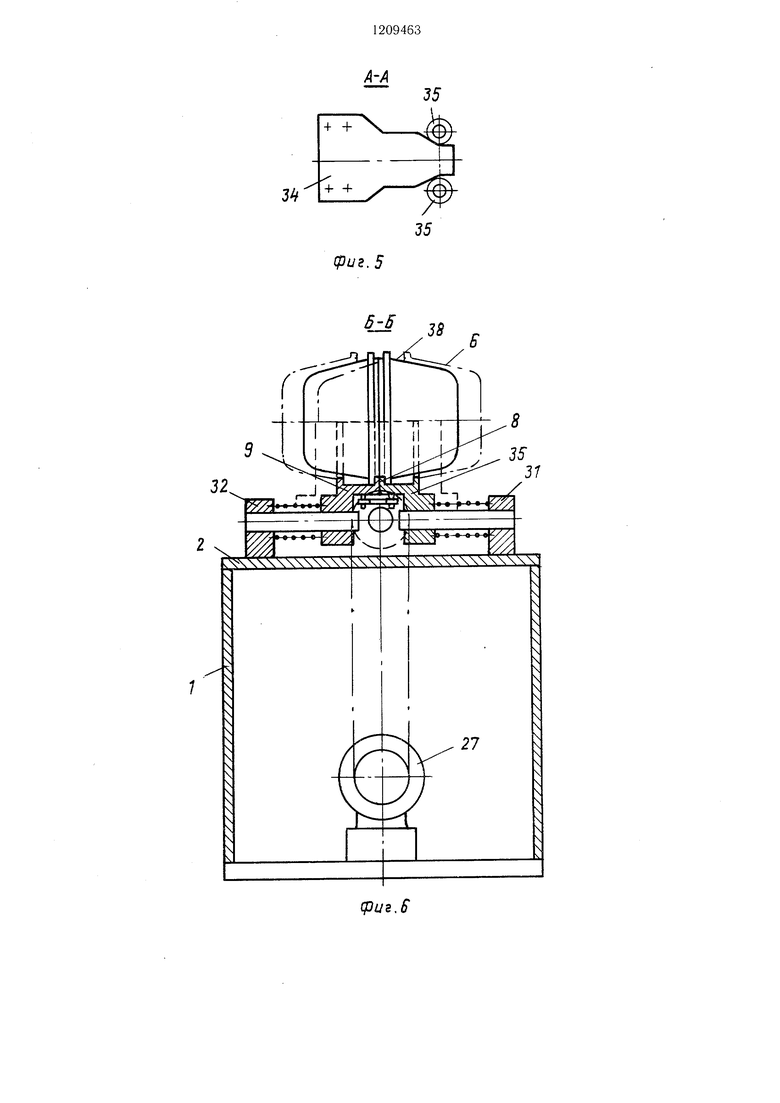
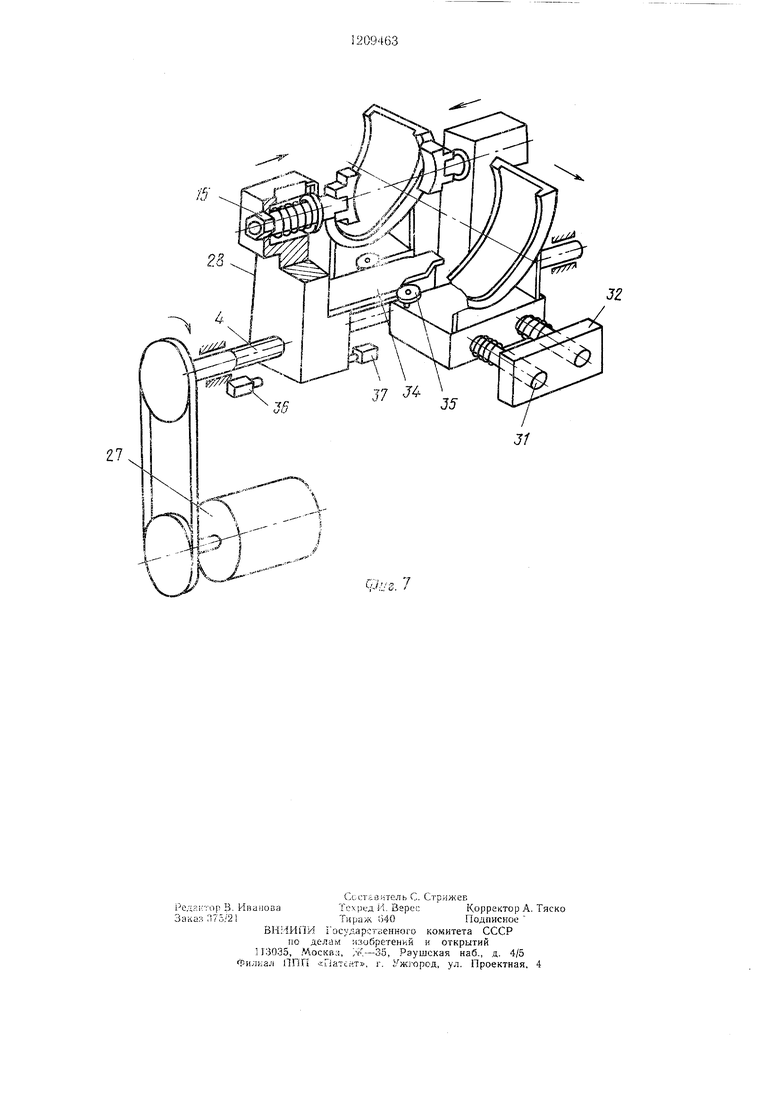
На фиг. 1 изображен первый вариант устройства для разъема формы в момент завершения рабочего хода, общий вид; на фиг. 2 - разрез А-А на фиг. 1; па фиг. 3 - устройство для разъема формы в изометрии; на фиг. 4 - второй вариант устройства для разъема формы в момент начала разъема формы, общий вид; на фиг. 5 - копирная планка для взаимодействия с роликами, установленными ка захватах для полуформ (разрез А-А на фиг. 4), на фиг. 6 - разрез Б-Б на фиг. 4; на фиг. 7 - устройство для разъема формы в изометрии.
По первому варианту устройство для разъема формы содержит станину с плитой 2, на которой установлен в опорах 3 двухзаходный ходовой винт 4 с правой и левой резьбами и выполнены направляющие 5 для перемещения по ним подвижных захватов для полуформ 6 с буртами 7. На подвижных захватах для полуформ 6 выполнены губки 8, поддерживающие элементы 9, и закреплены копирные планки 10 и упор 1 для конечного выключателя 12.
На плите 2 в направлении перпендикулярном оси двухзаходного ходового винта 4 в опорах 13 установлены подвижные захваты для изделия. Подвижные захваты для изделия состоят из колодок 14 с рифлением, щарнирно укрепленных на толкателях 15. Внутри опор 13 размещены меньщие плечи 16 Г-образных подпружиненных рычагов 17, в вилках 18 которых шарнирно ;4акреплены толкатели 5. Больщие плечи 19 Г-образных подпружиненных рычагов 17 расположены под плитой 2, имеют проущины 20 с роликами 21 .для контактирования с копирными планками 0. Фиксаторы выполнены в виде планок 22 с роликами 23 на концах для взаимодействия с больщими плечами 19 Г-образных подпружиненных рычагов 17
вижные захваты для полуформ подпружинены один относительно другого и снабжены роликами, а одна из кареток снабжена ко- пирной планкой для взаимодействия с роликами, при этом захваты для изделия подпружинены относительно кареток.
и снабжены возвратными пружинами 24 и электромагнитными приводами 25. Г-образ- ные подпружиненные рычаги 17 шарнирно закреплены на опорных кронштейнах.
Подпружинивание обеспечено упругими
элементами 26, связывающими больщие плечи с основание.м станины 1. Для вращения двухзаходного ходового винта 4 предусмотрен электродвигатель 27.
По второму варианту устройство для
разъема формы содержит станину 1 с плитой 2, на которой установлен в опорах 3 двухзаходный ходовой винт 4 для перемещения кареток 28 с подвижными захватами для изделия. На каретках 28 установлены штифты 29 для взаимодействия с направляющим пазом 30 в плите 2 и направляющие 31, закрепленные в опорах 32. Йодвиж- ные захваты для изделия состоят из колодок 14, шарнирно укрепленных на толкателях 15, подпружиненных относительно кареток 28, а регулировка усилия сжатия изделия осуществляется гайками 33.
Одна из кареток 28 снабжена копирной планкой 34 для взаимодействия с роликами 35, которые укреплены на подпружиненных друг к другу относительно опор 32 подвижных захватов для полуфор.м 6 с буртами 7. Подвижные захваты для полуформ 6 снабжены губками 8 и поддерживающими элементами 9. На плите 2 укреплены концевые выключатели 36 и 37, взаи.модействую- щие с одной из кареток 28. Для вращения
двухзаходного ходового винта 4 установлен электродвигатель 27.
Такие конструктивные решения позволяют обеспечить определенную последовательность перемещения эле.ментов устройства для разъема фор.мы и сократить за счет этого продолжительность процесса извлечения изделия из формы.
По первому варианту устройство для разье.ма работает следующим образом. Сомкнутые полуфор.мы 6 устанавливаются в предварительно сведенные до соприкосновения губками 8 подвижные захваты для полуформ 6.
После частичного раскрытия формы к изделию 38 подводятся подвил ные захваты для изделия и при взаимодействии упора 11
с конечным выключателем 12 большие плечи 19 Г-образных подпружиненных рычагов 17 расфиксируются, в результате чего изделие 38 обжимается подвижными захватами для изделия, которое при дальнейшем пере- меш,ении полуформ 6 извлекается из одной из них. По команде включенного при взаимодействии упора 11 с конечным выключателем 12 реле времени выключаются электромагнитные привода 25 для фиксаторов и большие плечи 19 Г-образных подпружиненных рычагов 17 вновь фиксируются, освобождая при этом изделие 38.
По второму варианту устройство для разъема формы работает следуюш.им образом.
После установки формы в подвижные захваты для изделия включается электродвигатель 27 и подвижные захваты для изделия начинают сводиться, при этом за счет
взаимодействия копирной планки 34 с роликами 35 на каретках 28 подвижные захваты для полуформ 6 разводятся. После извлечения изделия 38 из одной из полуформ 6 оно обжимается захватами для изделия. Дальнейшее перемещение кареток 28 пре- крашается после срабатывания концевого выключателя 36. К этому моменту изделие 38, удерживаемое подвижными захватами для изделия, полностью извлечено из полуформы 6, в которой оно задержалось вначале раскрытия формы. После остановки кареток 28 реверсом электродвигателя 27 производится их перемешение в обратном направлении, в результате чего изделие 38 освобождается от подвижных захватов для изделия
и остается в сближаюш,ихся под действием пружин полуформах 6. В конце хода кареток 28 срабатывает концевой выключатель 37 и останавливает электродвигатель 27.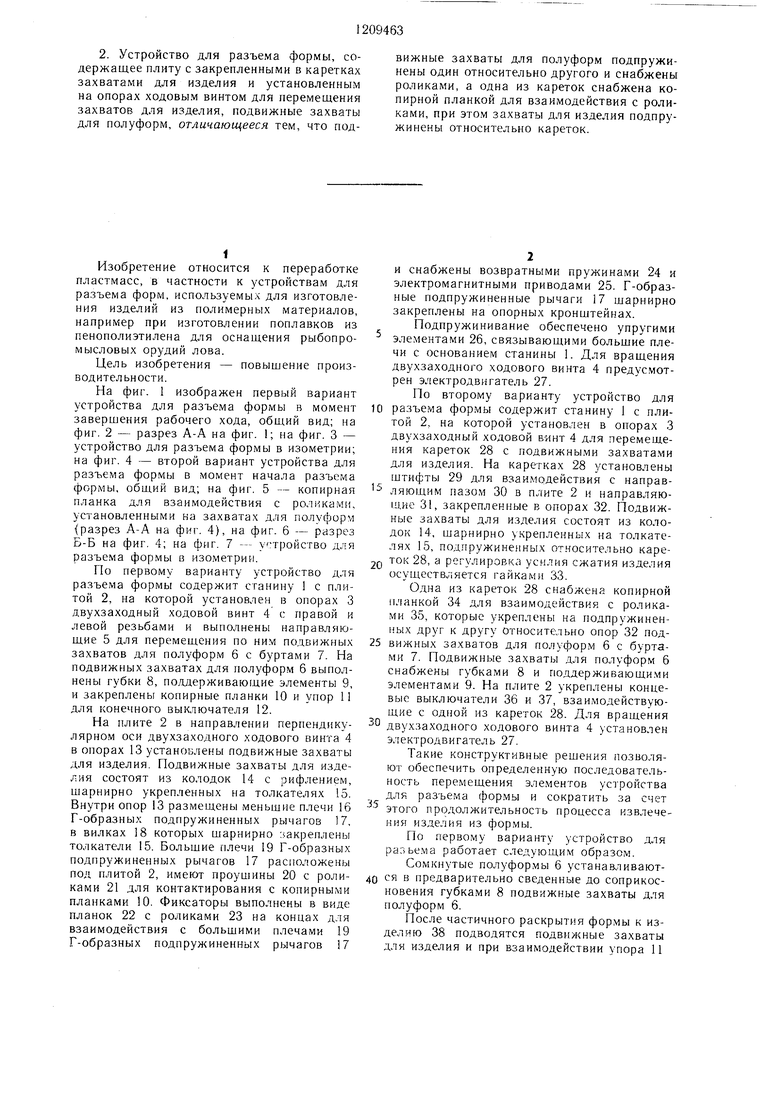
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разъема формы | 1980 |
|
SU939224A1 |
| Устройство для выгрузки свулканизованных покрышек | 1980 |
|
SU904250A1 |
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Станок для растяжки сотовых заполнителей | 1989 |
|
SU1660811A1 |
| УСТРОЙСТВО ДЛЯ ВЫПЕЧКИ ПОЛЫХ ВАФЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2094993C1 |
| Устройство для дозированной подачи заготовок | 1985 |
|
SU1284909A1 |
| АВТОСТРОП ДЛЯ ЗАХВАТА КОНТЕЙНЕРОВ | 2008 |
|
RU2387596C1 |
| Многогнездная литьевая форма для полимерных изделий с устройством для отрезки литников | 1978 |
|
SU763113A1 |
1. Устройство для разъема формы, содержащее плиту с установленным на ней в опорах двухзаходным ходовым винтом, подвижные захваты для полуформ, смонтированные с возможностью взаимодействия с двухзаходным ходовым винтои, и подвижные захваты для изделия, отличающееся тем, что, с целью повышения производительности, устройство снабжено Г-образными подпружиненными рычагами, меньшие плечи которых шарнирно связаны с подвижными захватами для изделия, закрепленными на захватах для полуформ копирными планками для взаимодействия с большими плечами Г-образных подпружиненных рычагов и фиксаторами последних. rS /J (Л to о со 4 Од со фиг. 1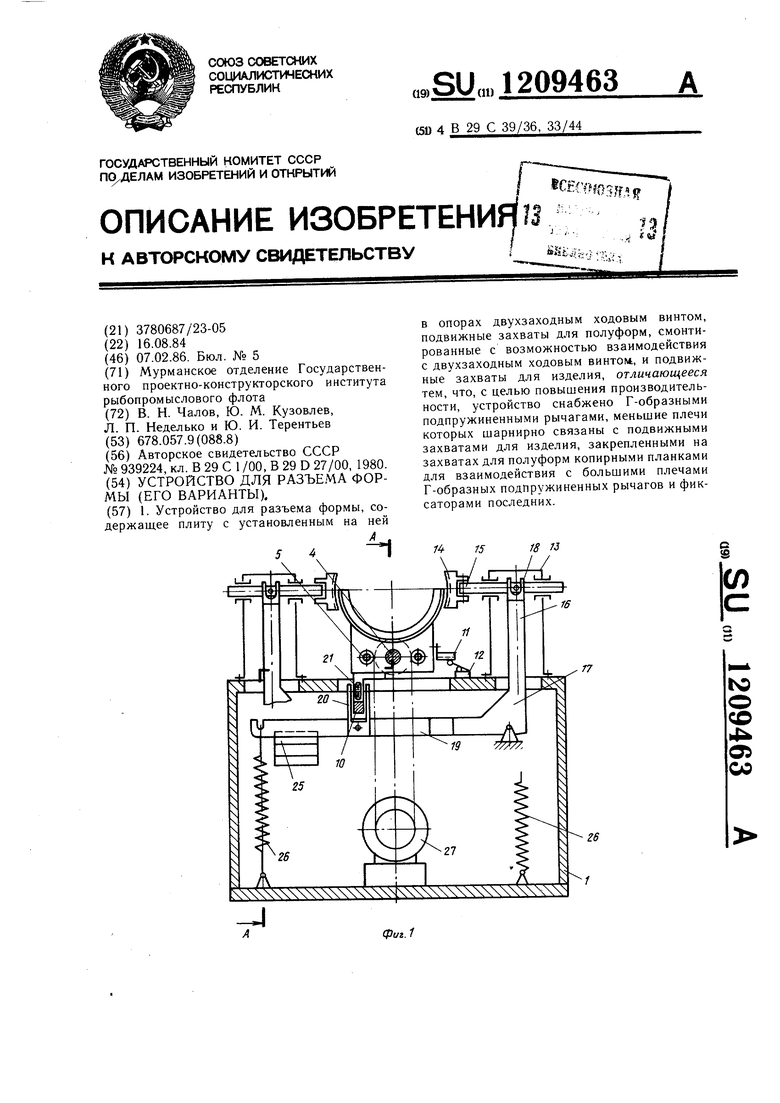
фиг 2
22
7
33
27
фиг. 5
В-6
8
3537
.S
| Устройство для разъема формы | 1980 |
|
SU939224A1 |
| Солесос | 1922 |
|
SU29A1 |
