Известны устройства для непрерывного изготовления мерной гофрированной ленты для пластин радиатора с впадинами и выступами на их поверхности, имеющие ролики и ножи для резки.
Недостаток известных устройств подобного типа состоит в том, что они имеют сравнительно сложную конструкцию роликов, не обеспечиваюш.ую достаточно глубокую вытяжку впаднн, и обладают малой производительностью.
Отличительной особенностью описываемого устройства является то, что, с целью упрощения конструкции роликов и повышения производительности, применены две пары роликов, осуществляющие раздельно формовку впадин и выступов и предварительную гибку ленты в гармощку под заданным углом, и отсчет заданного количества гофр на пластине, и мерную разрезку ленты. В паре роликов, осуществляющих предварительную гибку ленты в гармощку под углом, один из роликов выполнен с фасонными зубьями-пуансонами, а другой - с резиновыми матрицами. Один из роликов, осуществляющих отсчет заданного количества гофр на пластине и мерную разрезку ленты, изготовлен зубчатым с количеством зубьев, соответствующим количеству гофр на пластине. Один из этих зубьев выполнен в виде подвижного ножа, вступающего в работу под действием соленоида от конечного выключателя и производящего рез за каждый оборот ролика под действием кулачков, останавливающих вращение и обеспечивающих плотное прилегание отрезных ножей во время реза.
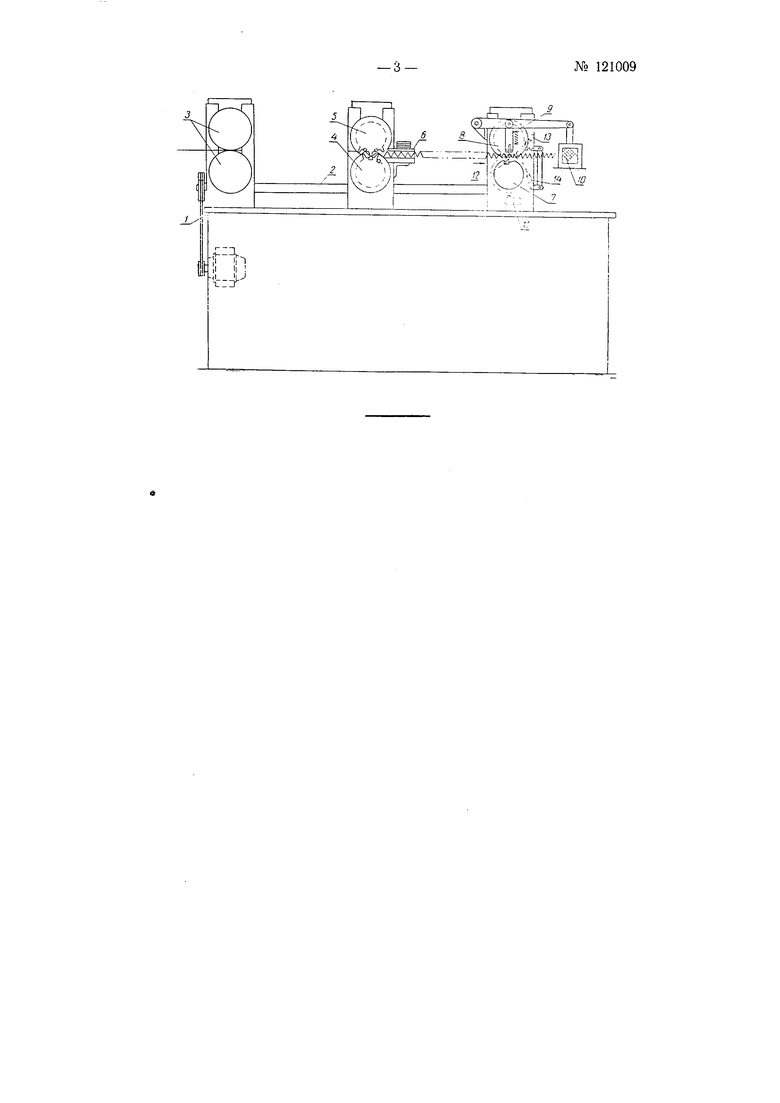
На чертеже изображена принципиальная схема описываемого устройства.
№121009- 2 -
Устройство имеет три пары роликов, монтированных на станине 1. Вращение роликов осуществляется общим валом 2 через промежуточные передачи. Ролики 3 имеют цилиндрическую рабочую поверхность. Ролики 4, 5 служат для предварительной гибки ленты в гармошку под заданным углом и образования выступов и впадин на ленте. Один из роликов выполнен с фасонными зубьями, а другой - с резиновыми матрицами. Тормозной механизм 6 обеспечивает окончательную гибну гофр ленты. Ролики 7 и S осуществляют отсчет заданного количества гофр на пластине. Верхний ролик 8 имеет один зуб, выполненный в виде подвижного ножа 9, вступает в работу под действием соленоида 10 от конечного выключателя 11. Нож 9 производит рез за каждый оборот ролика совместно с ножом 12 нижнего ролика. Кулачки 13 и 14 останавливают вращение роликов и обеспечивают плотное прилегание отрезных ножей во время реза.
Предмет изобретения
1.Устройство для непрерывного изготовления мерной гофрированной леиты для пластин радиатора с впадинами и выступами на их поверхности, имеющее ролики и ножи для разрезки ленты, отличающееся тем, что, с целью упрощения конструкции роликов и повышения производительности, применены две пары роликов, осуществляющие раздельно формовку впадин и выступов и предварительную гибку ленты в гармошку под заданным углом, а одна пара роликов-для отсчета заданного количества гофр на пластине и мерной разрезки ленты.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что в паре роликов, осуществляющих предварительную гибку ленты в гармошку под углом, один из роликов выполнен с фасонными зубьямипуансонами, а другой с резиновыми матрицами.
3.Форма выполнения устройства по пп. 1, 2, отличающаяся тем, что, один из роликов, осуществляющих отсчет заданного количества гофр на пластине и мерную разрезку ленты, изготовлен зубчатым с количеством зубьев соответствующим количеству гофр на пластине, один зуб из которых выполнен в виде подвижного ножа, вступающего в работу под действием соленоида от конечного выключателя и производящего рез за каЬкдый оборот ролика под действием кулачков, останавливающих вращение и обеспечивающих плотное прилегание отрезных ножей во время реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Эластичное складное ограждение | 1981 |
|
SU1062355A1 |
| Устройство для изготовления пружин для односторонных грыжевых бандажей | 1975 |
|
SU535994A1 |
| Автомат Бернштейна Г.Д. для изготовления заготовок бумажных масляных фильтров | 1956 |
|
SU1178624A1 |
| СПОСОБ РЕЗКИ ГОФРИРОВАННЫХ ОБОЛОЧЕК ГИБКИХ МЕТАЛЛОРУКАВОВ | 1991 |
|
RU2013190C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1984 |
|
SU1218422A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Автомат для изготовления коробок и упаковки ампул | 1959 |
|
SU123874A1 |
| ВСЕСОЮЗНАЯ ПАТЕ-^ •' ;:1Л?СКАЯ би6^1Ии.ека МБА .. >& | 1972 |
|
SU355279A1 |
| Устройство автоматической резки фильтрующей гофрированной бумаги, свернутой в трубу | 1990 |
|
SU1778011A1 |