I
Изобретение относится к производству изделий электронной техники, а именно к устройствам для намотки кольцевых заготовок плоских конденсаторов.
Целью изобретения являете повышение надежности работы устройства и качества намотки кольцевых заготовок путем непосредственной передачи конца ленты с поверхности лентоподающе- го ролика на поверхность оправки.
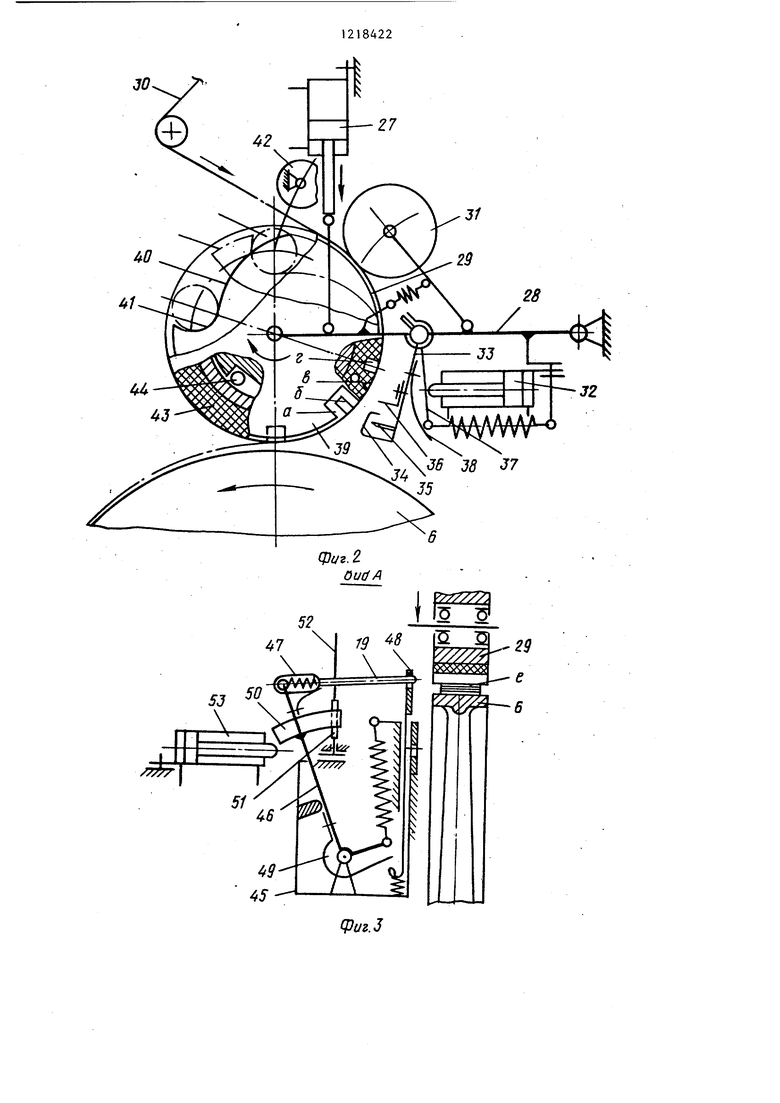
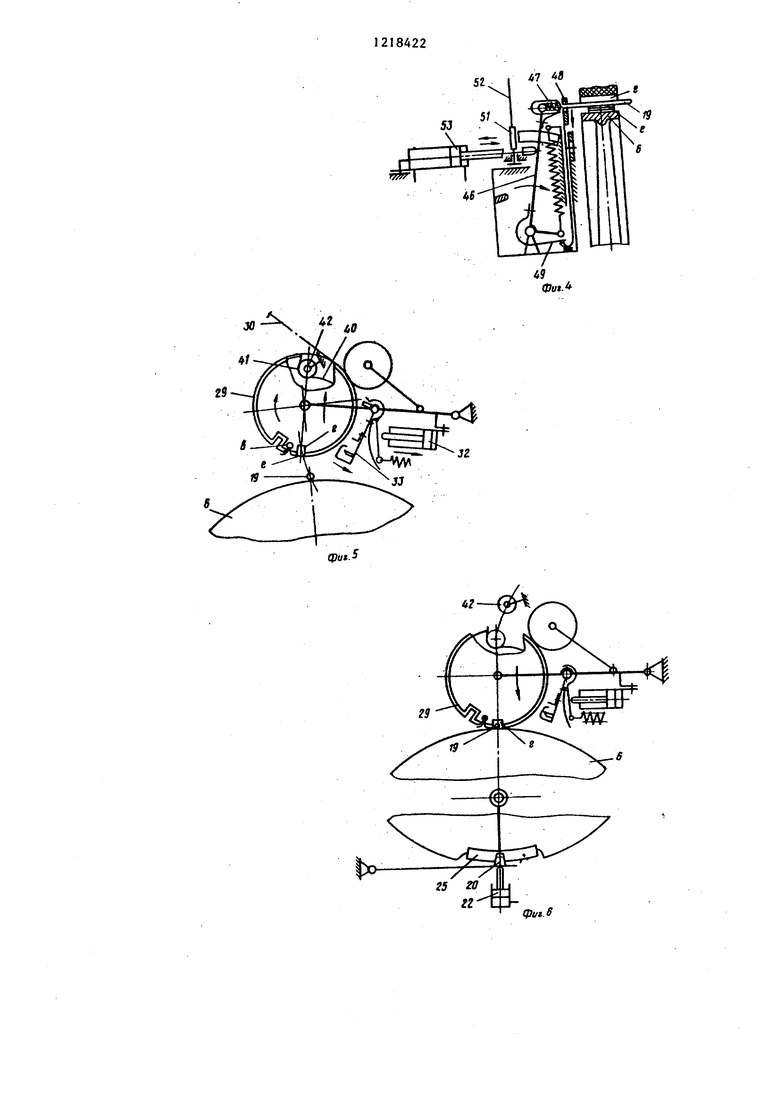
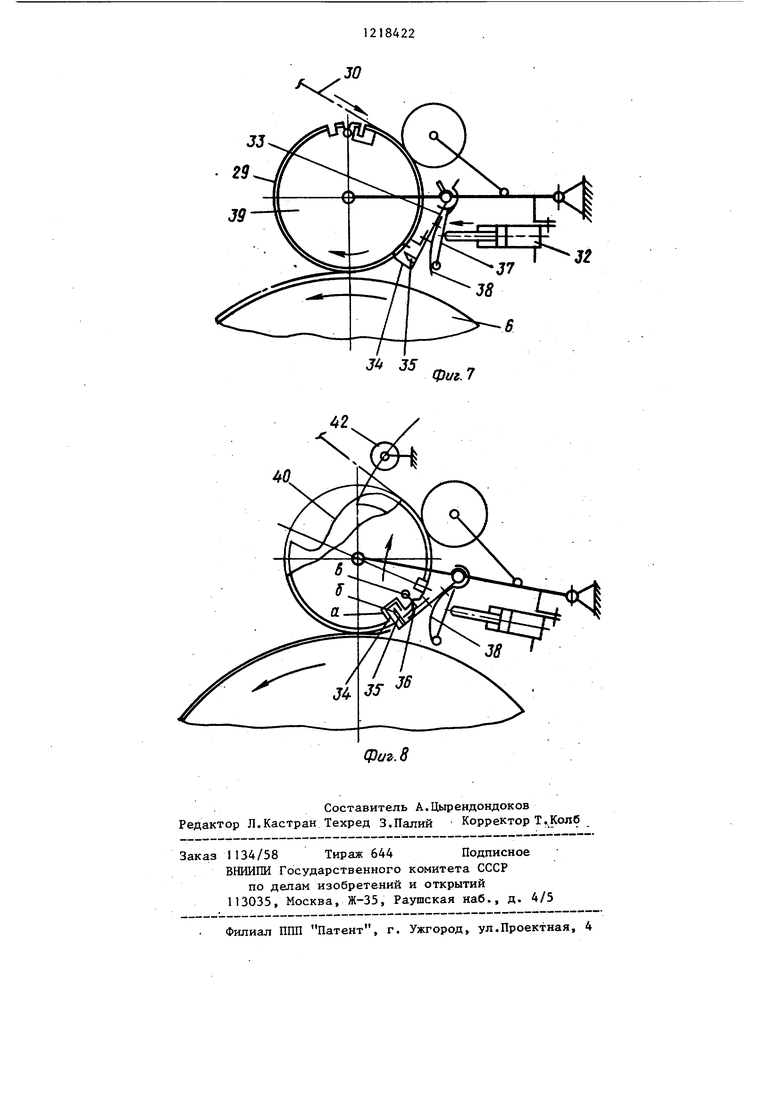
На .фиг. 1 изображена схема устройства, общий вид; на фиг.2 - механизм подачи лент к оправке; на фиг.З механизм удержания ленты на оправке в исходном положении; на фиг.4 - механизм удержания ленты на оправке иглой; на фиг.5-8 - последовательность выполнения операхшй; на фиг.9 механизм управления устройством.
Устройство намотки кольцевых заготовок плоских конденсаторов содержит установленные на станине смоточ- ные шпиндели с рулонами лент для намотки начальных защитных диэлектрическая пленка витков 1, емкостиых (металлизированная пленка 2, конечных защитных /диэлектрическая пленка 3, кабельной бумаги 4 и закрепительных витков 5 пленки, намоточную оправку 6 на приводном шпинделе 7, (exaнизмы 8- 2 подачи лент к оправке с лентоподающими роликами,снабженные механизмами 13 и 14 обрезки лент и механизмы 15-18 удержания лент на оправке с прижимными иглами 19 дпя прижатия подаваемых лент к оправке, установленные на приводном шпинделе 7. Дпя ориентированной остановки оправки 6 устройство снабжено механизмом фиксации, содержащим зуб фиксатора 20 на рычаге 21 с приводным цилиндром 22 и сегмент 23 с пазом-, закрепленный на приводном шпинделе 7, экранный флажок 24, связанный с сегментом 23 и конечный выключатель 25. Для закрепления последнего витка кольцевой заг отовки предусмотрено электроприварочное устройство 26. I
Механизм подачи лент к оправке /фиг.2) содержит приводимый цилиндром 27 рычаг 28, на котором уста- иовлеиы лентоподающий ролик 29, несущий заправляемую ленту 30, ролик 31, создающий тяговое усилие, необходимое для перемещения ленты 30, и мехажизм отрезки с приводным ци222
линдром 32. Механизм отрезки включает в себя рычаг 33, на котором установлены Следящий зуб 34, нож 35 и лентозаправочная пластина 36. Шток
цилиндра 32 воздействует на рычаг 33 посредством промежуточного подпружиненного рычага 37 и пружины 38. Лентоподающий ролик 29 содержит закрепленный на одном его торце диск
39 с пазом а , а на другом - фигурный вырез 40 с фиксирующей впади- ной 41, взаимодействующей при отводе лентоподающего ролика 29 от оправки с роликом 42.
Наружная оболочка 43 лентоподающего ролика 29 вьтолнена из износоустойчивого, эластичного с высоким коэффициентом трения материала, например полиуретана, на которой выполнены три поперечные пазы: В , В и 1. Паз S расположен соосно с пазом а диска 39 и служит для захода в него ножа 35 при отрезке ленты 30, огибающей ролик 29. Паз 6 снабжен
щелевой прорезью и служит для захода в него лентозапровочной пластины 36, вводящей в него конец ленты, остающейся на-ролике 29 после разрезки ее ножом 35. Паз а диска 39 при западании в него следящего зуба 34 обеспечивает остановку лентоподающего ролика 29 и ориентацию его пазов Б и I соответственно на лезвие ножа 35 и лентозаправочную пластииу 36.
I
Оболочка 43 из указанного материала, благодаря высокому коэффициенту трения и эластичности, обеспечивает хорошие тяговые свойства лентоподающего ролика 29, необходимые для перемещения ленты 30 при подаче ее к оправке, а также мягкий ход ролика по оправке 6 без жестких травмирующих ленту ударов на пазах и при его переходе через иглу 19, которая на 1-м и 2-м оборотах оправки удерживает на ней конец ленты. Кроме этого, оболочка из указанного материала обеспечивает достаточно надежную заправку конца ленты в щелевую прорезь паза Ь лентозаправочной пластиной 36 и-,удержание ее там. Последнее обеспечивается тем, что при входе-лентозаправляющей пластины 36 с огибающей ее лентой в паз I имеющаяся в нем щелевая прорезь, благодаря упругости материала, раздается и пропускает их внутрь щели.
3
При выходе лентозаправочной пластины 36 из паза лента не увлекается наружу,, а благодаря более высокому коэффициенту трения материала оболоки 43, остается в пазу Ь и зажимается между стенками его щели.
Внутри лентоподающего ролика 29 установлена обгонная муфта 44, благодаря кбторой ой может свободно вращаться под действием оправки 6 только в одном направлении - по часовой стрелке.
Механизм удержания лент на оправке (фиг.З содержит корпус 45, закрепленный на приводном шпинделе 7, .рычаг 46, несущий подпружиненный держатель 47 с прижимной иглой 19, ползун 48, пружину 49, сектор 50, закрепленный . на рычаге 46, и защелку 51 с рычагом 52, установленным на корпусе 45. Каждый механизм удержания лент имеет- закрепленный на станине Цилиндр 53 для подачи иглы 19 на оправку и один цилиндр 54 /фиг.1 - дпя отвода иглы любого механизма 15-18 в исходное положение.
Лентоподающий механизм 12 (фиг.1 предназначен для подачи на оправку ленты кабельной бумаги с рулона 4 и имеет каретку 55 с подающими губками, механизм 14 отрезки и приводной цилиндр 56.
Механизм управления включает в себя программное устройство 57, бло 58 электроуправлёния и блок 59 пнев моуправления.
Программное устройство 57 содержит .вал 60 с закрепленными на нем экранными флажками 61 и индуктивные щелевые преобразователи 62-67, типа ПНШ-6-1. I
Привод вала может осуществляться от кинематической цепи привода 68.
Блок пнемоуправления содержит пневмоклапаны 69-74 с электромагнитным управлением и блок 75 подготовки воздуха, к которому подведен трубопровод 76 сжатого воздуха.
. Блок 75 обеспечивает очистку и смазку подаваемого в него сжатого воздуха и питание им пневмоклапанов и цилиндров.
Блок 58 электроуправления служит для обеспечения электрической связи между конечными выключателями 62 67 и пневмоклапанами 69-74.
224
Устройство для намотки кольцевых заготовок плоских конденсаторов работает следующим образом.
Перед подачей ленты 30 на оправ- ку 6 последняя прекращает вращение и останавливается на фиксаторе 20 (фиг.1), а Лентоподающий ролик 29 механизма подачи находится в отведенном от оправки 6 положении. При
этом паз г этого ролика находится в сориентированном положении относительно иглы 19 механизма удержания (фиг.5). Указанная ориентация осуществляется в процессе отвода ролика 29 от оправки 6 за счет роздей- ствия на его фигурную поверхность 40 ролика 42. При этом лентоподаю- пщй ролик 29 поворачивается по часовой стрелке до упора его фиксирующей впадины 41 в ролик 42, где он и фиксируется в сориентированном положении.
Конец ленты 30, оставшийся на лентоподающем ролике 29 после предществующей разрезки, огибает паз и удерживается на поверхности ролика тем, что ее левый конец защемлен в щели паза & . Подача ленты 30 к оправке 6 производится путем
подвода к ней лентоподающего ролика 29 цилиндром 27.
При этом участок б ленты 30, огибающий паз 1 ролика 29 плотно прижимается к оправке 6 (фир.б). Затем включается в работу механизм
удержания ленты на оправке - его цилиндр 53 (фиг.З) подает рычаг 46 с прижимной иглой 19 вправо. Игла 19 при этом проходит через паз Z ролика 29 над огибающим его участком ленты е и прижимает ленту к оправке 6 (фиг.4). Положение рычага 46 в этой позиции фиксируется защелкой 51 рычага 52. Цилиндр 53 после
фиксации рычага 46 возвращается в . исходное положение. Процесс прижима ленты иглой 19 к оправке производится таким образом, чтобы не происходило при этом смещения ленты в осевом направлении. С этой целью движе- ние иглы 19 сверху-вниз, сопровождающееся прижимом ленты-.к опрайке, производится только после того, как она закончит поступательное движение в пазу слева-направо.
Дпя выполнения этого условия механизм имеет ползун 48 с направляющим отверстием для иглы 19, а игла
19 соединена с шарниром рьшага 46 при помощи подпружиненного держателя 47, При движении рычага 46 слева-направо игла 19 движется в пазу ролика 29 над лентой, что обусловлено верхним положением ползуна 48 и его отверстием, которое дает со- о теетствующее направление игле 19.
После встречи передней кромки держателя 47 с ползуном 48 поступательное движение иглы 19 слева-направо прекращается (фиг.4), но движение р ычага 46 в этом направлении еще продолжается за счет деформации пружины держателя 47, Одновременно со встречей держателя 47 с ползуном 48 происходит встреча правого ко нца пружины 49, закрепленной на рычаге 46, с нижним отогнутым влево концом ползуна 48, Поэтому продолжающееся движение рычага 46 сообщает ползуну 48 посредством пружины 49 движение вниз, вследствие чего и осуществляется прижатие иглой 19 ленты к рправке 6,
После прижатия иглой ленты к оправке, зуб фиксатора 20 (фиг.б) выходит из паза сегмента 25 и освобожденная оправка 6 начинает вращаться После одного-двух оборотов оправки включается цилиндр 54, шток которого выдвигается в зону траектории движения рычагов 52, Рычаг 52 при задевании за штрк этогй цилиндра отводит защепку 51 и рычаг 46 вместе с иглой 19 под действием своей возвратной пружины возвращаются в исходное положение Гфиг.З,
Шток цилиндра 54 после этого также возвращается в исходное положение ,
Процесс намотки ленты на оправкУ 6 производится при постоянном ее поджиме к оправке лентоподающим роликом 29 с определенным усилием, чт осуществляется соответствующим воздействием на него цилиндра 27, Это обеспечивает необходимую плотность намотки и стабильные качества готовых конденсаторов. После намотки с заправленной ленты заданного числа витков происходит снижение скорости вращения оправки и электрозадействование контакта 25, (фиг,1), Затем при прохождении флажка 24 через паз контакта 25 последний дает сигнал на отключение шпинделя 7 от привода и на включение цилиндром 22 фиксатора 20. В результате этого оправка останавливается при ориентирован- 5 ном положении осей игл 19 механизмов удержания лент на оправке 15-18 относительно пазов 1 лентоподающих роликов 29 механизмов 8-11 подачи, В дальнейшем включается в работу
10 следующая пара механизмов подачи и удержания лент на оправке, которая .подводит к оправке и-закрепляет на ней очередную ленту указанным способом. Одновременно с этим на пер15 вом механизме подачи ленты, только что намотанной на оправку 6, производится отключение поджима к оправке ролик.а 29, а включившийся цилиндр 32 рычагом 37 сжимает пружину 38 и
0 подводит рычаг. 33 со следящим зубом 34 к диску .39 (фиг. 7} . После этого оправка включается на малую скорость вращения. Вместе с оправкой начинает вращаться лентоподающий ролик 29
5 первого механизма подачи за счет его ленты 30, наматывающейся на оправку.
В результате вращения ролика 29
следящий зуб 34 под действием сжатой пружины 38 заскакивает в паз и диска 39, как-только он окажется против него (фиг.8). При этом рычаг 33 резко поворачивается влево
5 и закрепленный на нем нож 35, войдя в паз о ролика 29, перерезает ленту 30, а лентозаправляющая пластина 36 вводит остающийся на ролике 29 ее конец в щель паза 6 , Кроме этого,
западание следящего зуба 34 в паз о. диска 39 приводит к остановке ролика 29 с ориентацией начала его спирального профиля 40 на ролИк 42, Перерезанный конец ленты 30,
остаюш 1йся на оправке, попадает при ее вращении под ленту, наматываемую с прижимного ролика 29 последующего механизма подачи. После этого цилиндр 27 включается дпя отвода ро0 лика 29 от оправки (фиг.5), Одновременно с этим отключается .цилиндр 32, и рычаг 33 со следящим зубом 34, ножом 35 и лёнтозаправочной пластиной 36 отходит от ролика 29 вправо.
При отходе ролика 29 вверх его
спиральная поверхность 40 встречает- .ся с роликом 42, в результате чего ролик 29 поворачивается по часовой
стрелке до попадания его впадины 41 а ролик 42, где он и фиксируется сориентированном положении.
Рабочий цикл любой пары механиз- 5 рв 8-12 подачи лент к оправке 6 и удержания их на оправке - 19-18 фиг.l) производится в течение поорота вала 60 программного устройства 57 на один оборот. При этом 0 зкранные флажки 61 проходят через пазы ж вьпслючателей 62-67 и генерируют в каждом из них электрический импульс . Электрические импульсы каждого контакта 62-67 блоком 58 электро- 5 управления преобразуются в сигналы, обеспечивающие срабатывание .электромагнитов пневмрклапанов 69-74. Вследствие этого происходит соответствующее переключение пневмоклапа- 20 нов и срабатывание подключенных к ним цилиндров, а именно от выключателя 62 и пневмоклапана 69 приводится в действие цилиндр 32, производящий отрезку лент ножом 35 в ме- ханизме подачи лент к оправке (фиг.2)j от выключателя 63 и пневмоклапана 70 производится перемещение поршня цилиндра 27 вниз и подвод лентопода- ющего ролика 29 вместе с огибающей 30 его лентой 30 к оправке (фиг.2); от выключателя 64 и пневмоклапана 71 приводится в действие цилиндр 53, подающий иглу 19 к оправке для закрепения на ней ленты (фиг.З и 4); от 35 выключателя 65 и пневмоклапана 72 производится включение и отключение фиксатора 20 оправки 6 (фиг. от выключателя 66 и пневмоклапана 73 производится перемещение поршня ци- 40 линдра вверх и отвод лентоподающего ролика 29 от оправки; от выключателя 67 и пневмоклапана 74 производится выдвижение штока цилиндра 54, при встрече с которым рычаг 52 с защел- 45 кой 51 освобождает рычаг 46 и прижимная игла 19 возвращается в исходное положение (фиг.2, 3 и 4.
Работа устройства осуществляется следующим образом.50
Ленты с рулонов 1,2,3 и 5 огибают лентоподающие ролики 29 механизмов 8, 9, 10 и 11 подачи лент к оправке соответственно. Лента кабельной бумагой с 1)улона 4 огибает 55 ролики механизма 12 и проходит через его Каретку и губки 55-. Первой заправляется на оправку лента с рулона
1 механизмами 10 и 17. После окон- чания намотки зтой ленты оправка останавливается и производится заправка на оправку двух лент с рулонов 2 механизмами 9 и 16. После зто го оправка приводится во вращение и производится отрезка ленты на механизме 13. При этом конец ленты, отрезанной на механизме 13, уходит под начавщуюся наматываться ленту с механизма 9.
Также производится заправка механизмами 8 и 15 ленты с рулона 3. После окончания намотки этой ленты оправка останавливается и последний е е виток закрепляется приваркой механизмом 26, после чего лента отрезается.
Заправка кабельной ленты с рулона 4 и закрепительной с рулона 5 производятся совместно. Во время заправки губки 55 механизма 12 подают конец выступающей из них ленты под ролик 29 механизма II. Вслед за этим ролик механизма 11 с закрепительной лентой прижимается к оправке, а игла 19 механизма 18 прижимает к оправке одновременно две ленты: кабельную - с рулона 4 и закрепительную - с рулона 5. Через 4-6 оборотов оправки лента кабельной бумаги отрезается ножом механизма 14 отрезки без останова оправки, а закрепительная лента продолжает наматьшаться до нескольких десятков витков. Затем оправка останавливается, наружные витки этой ленты закрепляются приваркой механизмом 26 и лента на механизме 11 отрезается ножом 13.
Оправка с готовой кольцевой заготовкой снимается с устройства, а взамен устанавливается свободная оправка для намотки очередной кольцевой заготовки. Предлагаемое устройство обеспечивает заправку основных тонких лент на оправку путем передачи конца ленты в один прием непосредственно с поверхности лентоподающего ролика на поверхность оправки.
При этом все операции, связанные с разрезкой ленты, закрепление ее на поверхности лентоподающего ролика, а затем на оправке также осущесвляются без отрыва ленты от соответствующих несущих поверхностей устройства. Так например, разрезка ленты производится непосредственно на поверхности лентоподающего ролика, который она плотно облегает. Следующая вместе с отрезкой заправка конца лентй, остающегося на лентопода- ющем ролике, в.щелевую прорезь его паза обеспечивает достаточно надежное закрепление ленты от случайного ее смещения на время до очередной ее подачи к оправке. Далее закрепление конца ленты на оправке прижимной иглой производится тогда, когда закрепляемый ее участок плотно прижат к оправке лентоподаю- щим роликом. Сам процесс намотки ленты на оправку осуществляется при силовом ее прижиме леитоподающим роликом к оправке.
Формула изобретения
1. Устройство для намотки кольцевых заготовок плоских конденсаторов, содержащее основание, смоточ- ные шпиндели с рулонами металлизированных, защитных и разделительных лент, намоточную оправку с приводом, механизмы подачи лент к оправке с лентоподающими роликами, механизмы отрезки лент с отрезными ножами, механизмы удержания лент на оправке и механизм управления, отличающееся тем, что, с целью повышения качества намотки и надежности в работеi оно снабжено меха- низмами ориентации лентоподающего ролика и лентозаправочными пластинами, размещенными на отрезных ножах, а механизмы удержания лент на оправке выполнены в виде подпру жиненных игл, установленных на оси намоточной оправ ки с возможностью перемещения параллельно оси привода, причем отрезные ножи, лентозаправоч- ные пластины и прижимные иглы размещены с возможностью захода в пазы, выполненные на щшиндрической поверхности лентоподающего ролика.
2. Устройство по П.1, о т л и - чающеес Я тем, что в одной из
торцовых поверхностей лентоподающих роликов выполнены фигурные вырезы, а механизм ориентации лентоподающих роликов выполнен в виде дисков с радиальными пазами, закрепленных соосно с лентоподающими роликами следящих кулачков, установленных на от- резном ноже, и фиксирующих роликов, закрепленных на основании, причем следящие кулачки закреплены с возможностью захода в радиальные пазы дисков, а фиксирующий ролик размещен с возможностью взаимодействия с фигурным вырезом лентоподающего лика.
J4
30
ЦЗиг.г OudA
52
47 r 8 J
Сриг.З
CO,47 «Л
5t I V V
JO-X f2
40
4/
29
ф(/«.
J2
tpt/t.S
J« J5
фиг. 7
46
Составитель А.Цьфендондоков Редактор Л.Кастран Техред 3,Палий Корректор Т.Колб
Заказ 1134/58 Тираж 644 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул.Проектная, 4
Фиг. 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1983 |
|
SU1157582A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1980 |
|
SU900336A1 |
| Устройство для намотки секции электрических рулонных конденсаторов | 1976 |
|
SU736194A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU780065A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1988 |
|
SU1538192A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Устройство для намотки секций конденсаторов | 1987 |
|
SU1534530A2 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
Изобретение относится к области производства изделий электронной техники. Цель изобретения - повышение надежности работы и качества на5TSOS1 вз S9 да мотки кольцевых заготовок. Ленты с рулонов 1-5 посредством лентоподаю- щих роликов 8-12 поступают на оправку 6. Отрезка ленты осуществляется механизмом 13. Последний виток закрепляется приваркой механизмом 26. Ленты с рулонов могут наматываться на оправку 6 и последовательно,и одновременно. В устройстве предусмотрены механизм ориентации лентоподаю- щего ролика и лентозаправочные пластины. Механизм удержания лент на Оправке 6 вьшолнен в виде подпружиненных игл 19, установленных на шпинделе 7. 1 з.п. ф-лы. 9 ил. СО с 5 Ю оо 4 ю ю гг Фиг.з л
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1980 |
|
SU900336A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
