8 20
t 11 Vf 13
}3 5 гг
S
/г
СО
со
«шнА.
О ОЭ
поперечно-винтовой прокатки содержит нижнее неподвижное основание и два боковых корпуса, шарнирно соединенны с неподвижным основанием. В боковом корпусе 2 размещен барабан 4 с рабочим валком 6, направляющие диски 8, 9 и механизм 10 перемещения барабанов. Устройство установки и фиксации каждого направляющего диска вьшолне- но в виде поворотной от привода 12 эксцентриковой оси 13, на которой
размещен поворотный -корпус 14 с установленными на нем опорными втулками 1 5 и 16, контактирующими плоскими наружными дысками с плоскими регулируемыми направляющими. Гидроцилиндры уравновешивания 19 размещены под углом к оси рабочей клети. Направляющий диск 8 размещен на связанном с приводом валу 20. На эксцентриковой оси 13 выполнены две эксцентриковые шейки 21 и 22, 4 ил.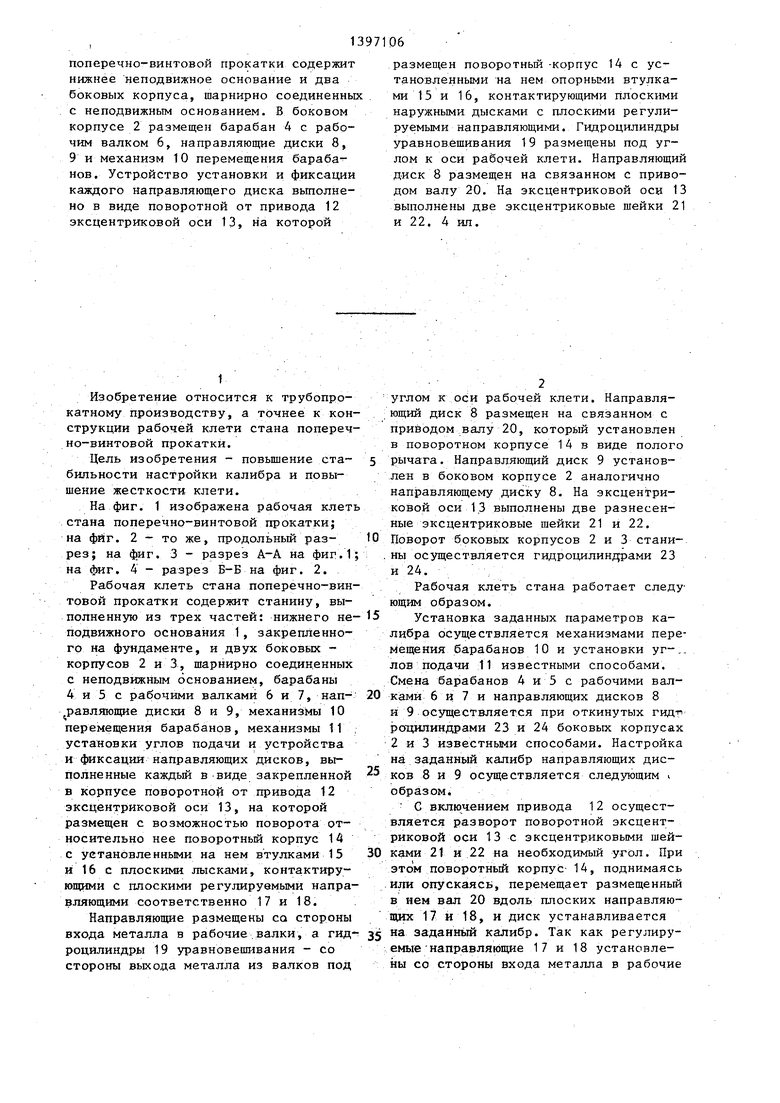
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1357093A2 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1315046A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU651861A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2006 |
|
RU2345851C2 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1391743A1 |
| Станина клети стана винтовой прокатки | 1976 |
|
SU556853A1 |
| Клеть стана холодной прокатки труб | 1982 |
|
SU1137648A1 |
| Рабочая клеть трубоформовочного стана | 1980 |
|
SU869903A1 |

Изобретение относится к трубопрокатному производству, а именно к конструкции рабочей клети стана поперечно-винтовой прокатки. Целью изобретения является повьшение стабиль - ности настройки калибра и повьшение жесткости клети. Рабочая клеть стана
1Изобретение относится к трубопрокатному производству, а точнее к кон- струкции рабочей клети стана поперечно-винтовой прокатки.
Цель изобретения - повьш1ение ста- бияьности настройки калибра и повышение жесткости клети.
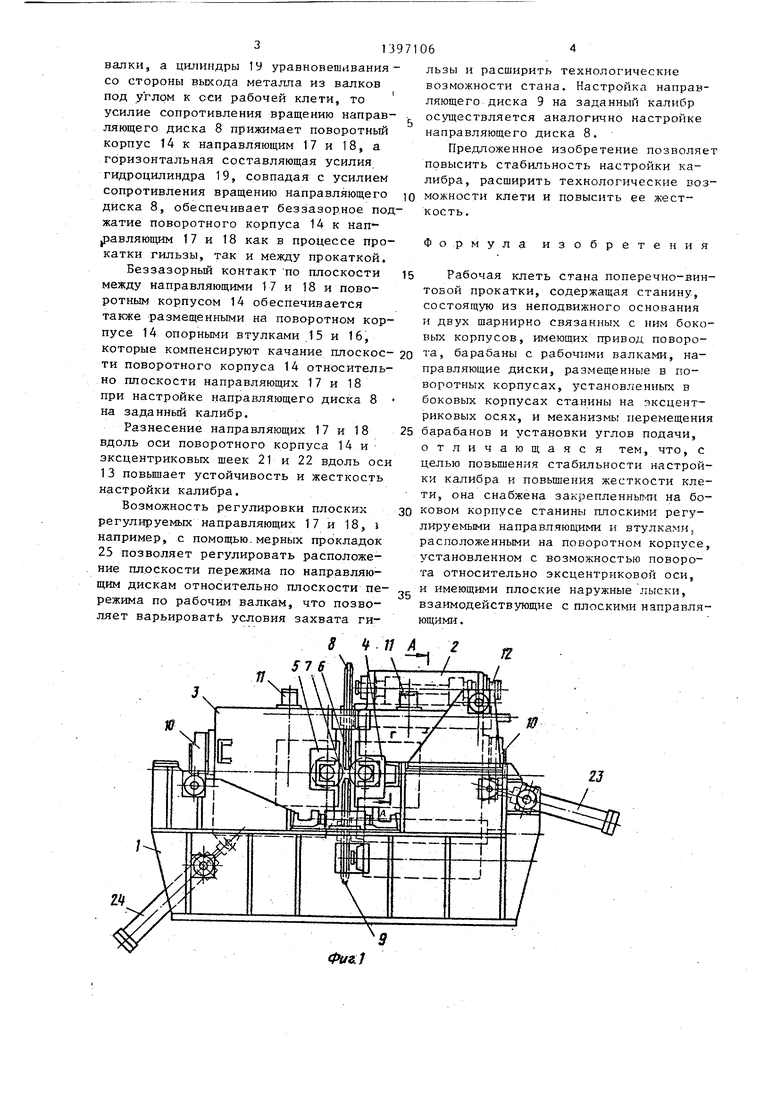
На фиг, 1 изображена рабочая клеть стана поперечно-винтовой прокатки; на фиг. 2 - то же, продольный раз- рез; на фиг, 3 - разрез А-А на фиг. Г на фиг, 4 - разрез Б-Б на фиг, 2,
Рабочая клеть стана поперечно-винтовой прокатки содержит станину, выполненную из трех частей: нижнего неподвижного основания 1, закрепленного на фундаменте, и двух боковых - корпусов 2 и 3, шарнирно соединенных с неподвижным основанием, барабаны 4 и 5 с рабочими валками 6 и 7, нап- равляющие диски 8 и 9, механизмы 10 перемещения барабанов, механизмы 11 установки углов подачи и устройства и фиксации направляющих дисков, выполненные каждый в виде закрепленной в корпусе поворотной от привода 12 эксцентриковой оси 13, на которой размещен с возможностью поворота относительно нее поворотный корпус 1 с установленными на нем втулками 15 и 16 с плоскими лысками, контактирующими с плоскими регулируемыми направляющими соответственно 17 и 18.
Направляющие размещены CQ стороны входа металла в рабочие.валки, а гид- роцилиндры 19 уравновешивания - со стороны выхода металла из валков под
углом к оси рабочей клети. Направляющий диск 8 размещен на связанном с приводом валу 20, который установлен в поворотном корпусе 14 в виде полого рычага. Направляющий диск 9 установлен в боковом корпусе 2 аналогично направляющему диску 8. На эксцентриковой оси 13 выполнены две разнесенные эксцентриковые шейки 21 и 22. Поворот боковых корпусов 2 и 3 станины осуществляется гидроцилиндрами 23 и 24,
Рабочая клеть стана работает следующим образом.
Установка заданных параметров калибра осуществляется механизмами перемещения барабанов 10 и установки уг-.. лов подачи 11 известными способами, Смена барабанов 4 и 5 с рабочими валками 6 и 7 и направляющих дисков 8 и 9 осуществляется при откинутых гид-п рсщилиндрами 23 и 24 боковых корпусах 2 и 3 известными способами. Настройка на заданный калибр направляющих дисков 8 и 9 осуществляется следующим k образом
С включением привода 12 осуществляется разворот поворотной эксцентриковой оси 13с эксцентриковыми шейками 21 и 22 на необходимый угол. При этом поворотный корпус- 14, поднимаясь или опускаясь, перемещает размещенный в нем вал 20 вдоль плоских направляющих 17 и 18, и диск устанавливается на заданньтй калибр. Так как регулируемые направляющие 17 и 18 установлены со стороны входа металла в рабочие
S t 11 А .2
ФигЛ
23
2ч2а.
«. zz
-ы
| Патент ФРГ № 3132712, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТАНОВКА ДЛЯ КОАГУЛЯЦИИ, И/ИЛИ ПАСТЕРИЗАЦИИ, И/ИЛИ ВАРКИ ПИЩЕВЫХ ПРОДУКТОВ | 1996 |
|
RU2156595C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
