(21)4144966/23-02
(22)03.11.86
(46) 30.04.88. Бюл. № 16 (72) П.И.Ермолаев, А.А.Лоос, И.К.Тартаковский и В.П.Бедняков (53) 621.771.06(088.8) (56) Патент ФРГ № 2156595, кл. В 21 В 19/04, 1979.
Авторское свидетельство СССР № 651861, кл. В 21 В 19/02, 1977.
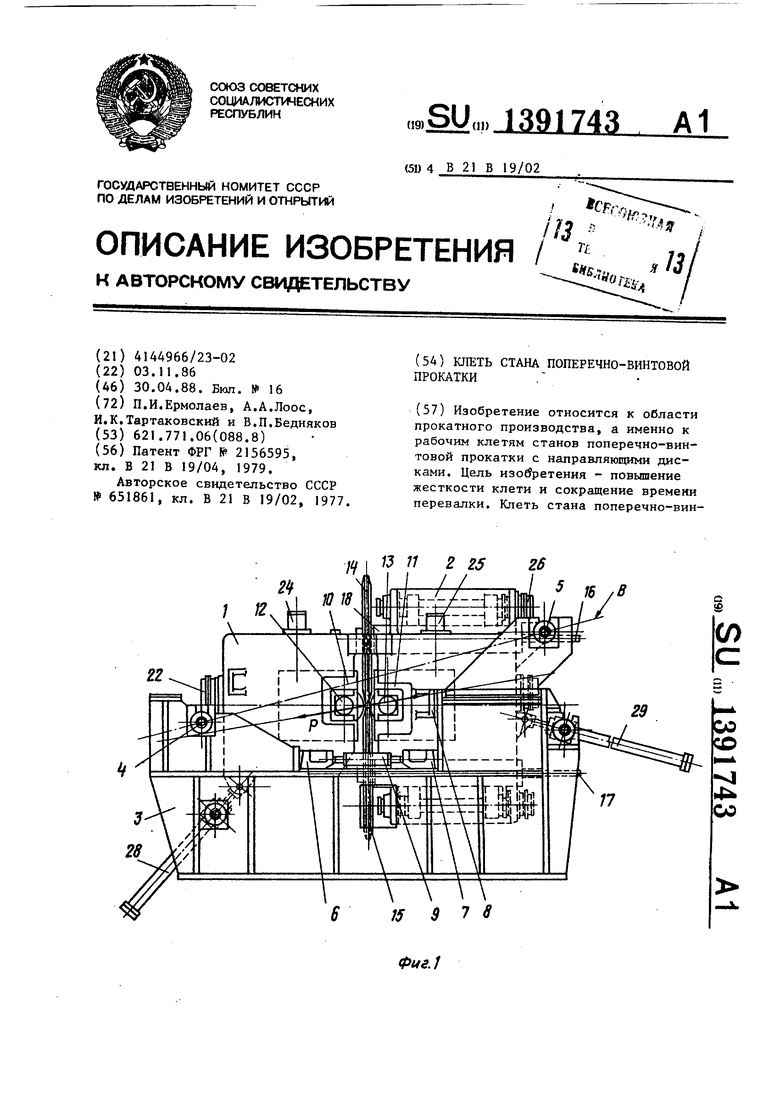
(54) КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ
(57) Изобретение относится к области прокатного производства, а именно к рабочим клетям станов поперечно-винтовой прокатки с направляющими дисками. Цель изобретения - повьппение жесткости клети и сокращение времени перевалки. Клеть стана поперечно-вин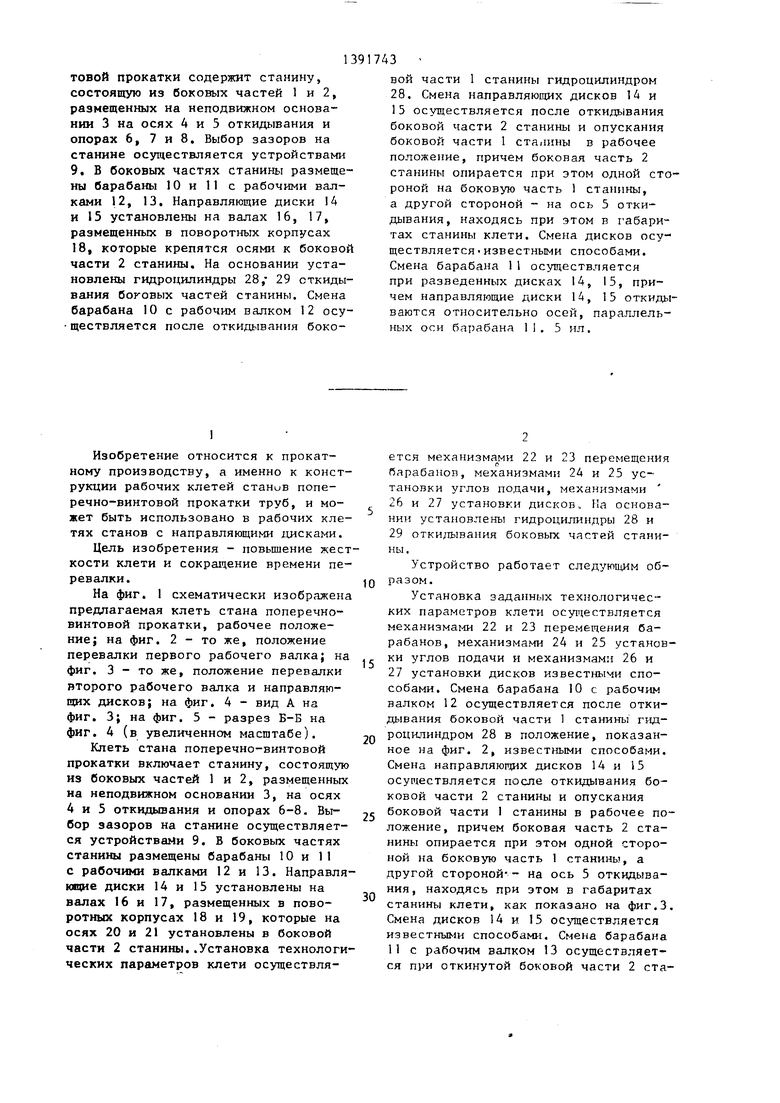
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU710685A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU651861A1 |
| Трехвалковая рабочая клеть винтовой прокатки | 1978 |
|
SU741967A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1397106A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1357093A2 |
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1315046A1 |
/п г
22
26
16 ,В
Фие.1
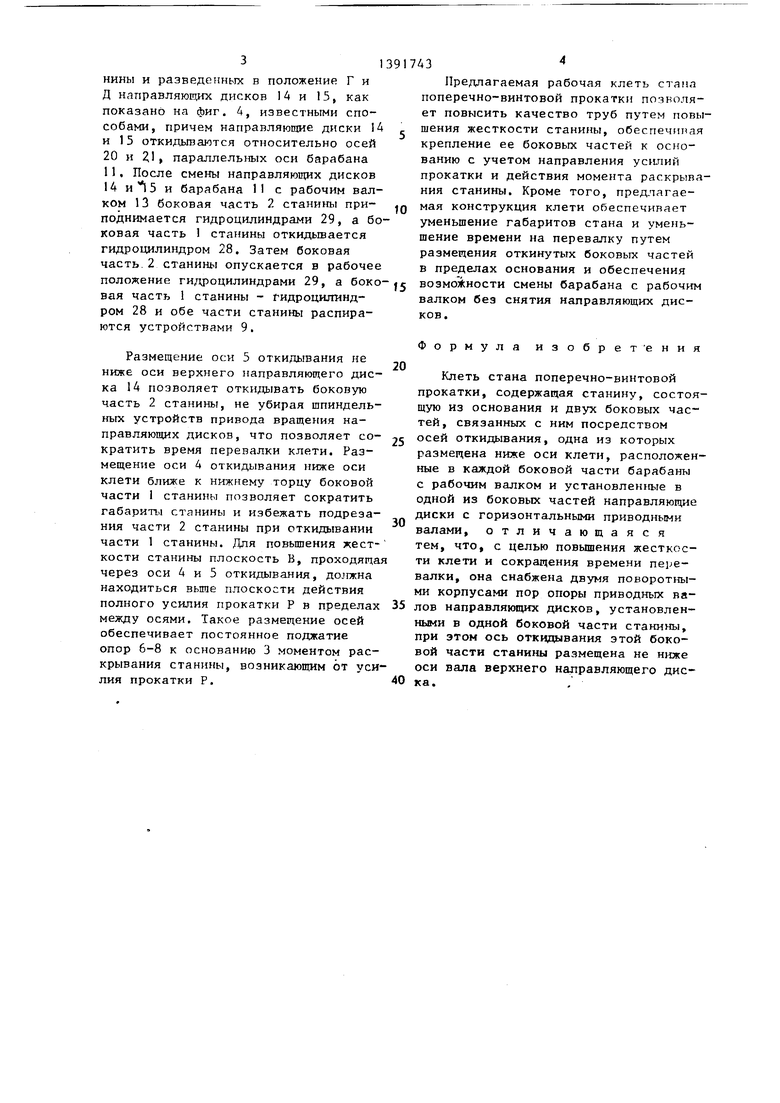
товой прокатки содержит станину, состоящую из боковых частей 1 и 2, размещенных на неподвижном основании 3 на осях 4 и 5 откидывания и опорах 6, 7 и 8. Выбор зазоров на станине осуществляется устройствами 9. В боковых частях станины размещены барабаны 10 и 11 с рабочими валками 12, 13. Направляющие диски 14 и 15 установлены на валах 16, 17, размещенных в поворотных корпусах 18, которые крепятся осями к боковой части 2 станины. На основании установлены гидроцилиндры 28, 29 откидывания боковых частей станины. Смена барабана 10 с рабочим валком 12 осу- ществляется после откидывания боко1
Изобретение относится к прокатному производству, а именно к конструкции рабочих клетей станив поперечно-винтовой прокатки труб, и может быть использовано в рабочих клетях станов с направляющими дисками.
Цель изобретения - повьшение жесткости клети и сокращение времени перевалки.
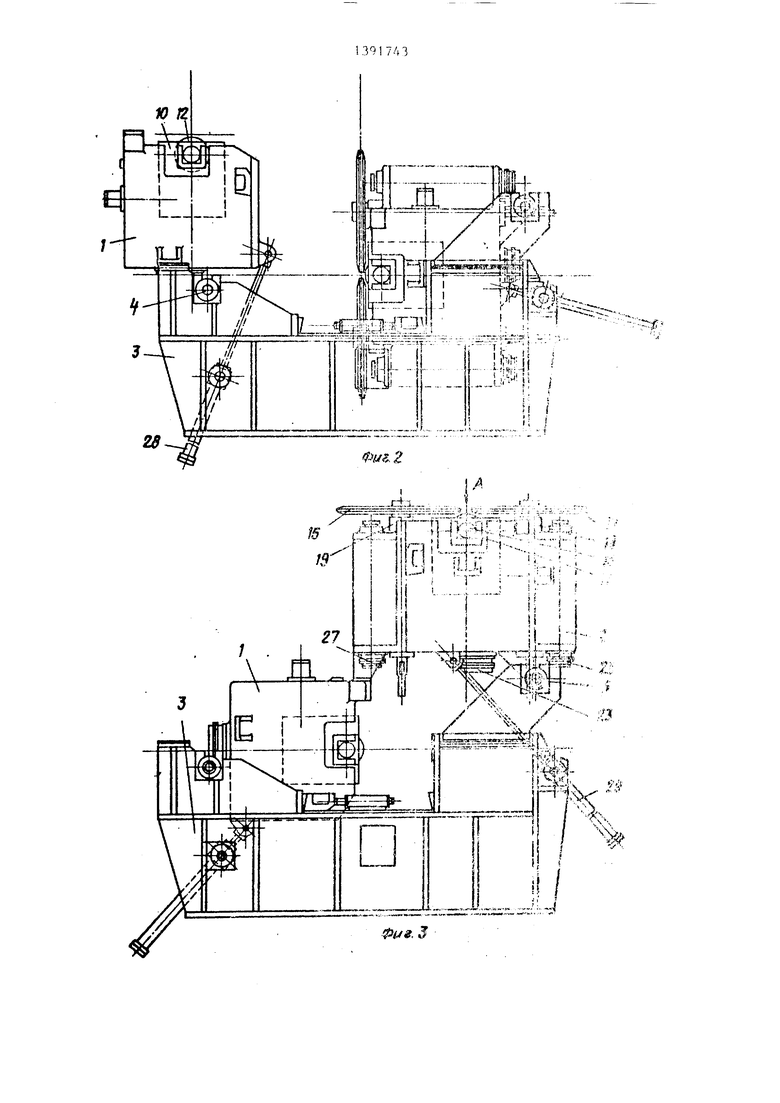
На фиг. 1 схематически изображена предлагаемая клеть стана поперечно- винтовой прокатки, рабочее положение; на фиг. 2 - то же, положение перевалки первого рабочего валка; на фиг. 3 - то же, положение перевалки второго рабочего валка и направляющих дисков; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 4 (в увеличенном масщтабе).
Клеть стана поперечно-винтовой прокатки включает станину, состоящую из боковых частей 1 и 2, размещенных на неподвижном основании 3, на осях А и 5 откидывания и опорах 6-8. Выбор зазоров на станине осуществляется устройствами 9. В боковых частях станины размещены барабаны 10 и 11 с рабочими валками 12 и 13. Направляющие диски 14 и 15 установлены на валах 16 и 17, размещенных в поворотных корпусах 18 и 19, которые на осях 20 и 21 установлены в боковой части 2 станины..Установка технологических параметров клети осуществлявой части 1 станины гидроцилиндром 28. Смена направляющих дисков 14 и 15 осуществляется после откидывания боковой части 2 станины и опускания боковор части 1 станины в рабочее положение, причем боковая часть 2 станины опирается при этом одной стороной на боковую часть 1 станины, а другой стороной - на ось 5 откидывания, находясь при этом в габаритах станины клети. Смена дисков осуществляется известными способами. Смена барабана 1I осуществляется при разведенных дисках 14, 15, причем направляющие диски 14, 15 откидываются относительно осей, параллельных оси барабана 1. 5 ил.
0
5
0
ется механизмами 22 и 23 перемещения
f
барабанов, механизмами 24 и 25 установки углов подачи, механизмами
26и 27 установки дисков. Па основании установлены гидроцилиндры 28 и 29 отки;1ывания боковых частей станины.
Устройство работает следующим образом.
Установка заданных технологичес ких параметров клети осугдествляется механизма - 22 и 23 перемещения барабанов, механизмами 24 и 25 установки углов подачи и механизмами 26 и
27установки дисков известными способами. Смена барабана 10 с рабочим валком 12 осуществляется после откидывания боковой части 1 станины гидроцилиндром 28 в положение, показанное на фиг. 2, известными способами. Смена направляющих дисков 14 и 15 осуществляется после откидывания боковой части 2 станины и опускания боковой части 1 станины в рабочее положение, причем боковая часть 2 станины опирается при этом одной стороной на боковую часть 1 станины, а другой стороной - На ось 5 откидывания, находясь при этом в габаритах станины клети, как показано на фиг.З, Смена дисков 14 и 15 осуществляется известными способами. Смена барабана 11 с рабочим валком 13 осуществляется при откинутой боковой части 2 стаНИНЫ и разведенных в положение Г и Д направляющих дисков 14 и 15, как показано на фиг. А, известными способами, причем направляющие диски 1А и 15 откидьшаются относительно осей 20 и 1, параллельных оси барабана 11, После смены направляющих дисков 1А и Л 5 и барабана 11 с рабочим валком 13 боковая часть 2 станины приподнимается гидроцилиндрами 29, а боковая часть 1 станины откидьшается гидроцилиндром 28. Затем боковая часть.2 станины опускается в рабочее положение гидроцилиндрами 29, а боковая часть 1 станины - гидроцилиндром 28 и обе части станины распираются устройствами 9.
Размещение оси 5 откидывания не ниже оси верхнего направляющего диска 14 позволяет откидывать боковую часть 2 станины, не убирая шпиндельных устройств привода вращения направляющих дисков, что позволяет сократить время перевалки клети. Размещение оси 4 откидывания ниже оси клети ближе к нижнему торцу боковой части 1 станины позволяет сократить габарит1.1 станины и избежать подрезания части 2 станины при откидывании части 1 станины. Для повьштения жесткости станины плоскость В, проходяща через оси 4 и 5 откидывания, доашна находиться выше плоскости действия полного усилия прокатки Р в пределах между осями. Такое размещение осей обеспечивает постоянное поджатие опор 6-8 к основанию 3 моментом раскрывания станины, возникающим от усилия прокатки Р.
917АЗ
Предлагаемая рабочая клеть стана поперечно-винтовой прокатки позноля- ет повысить качество труб путем повы- шения жесткости станины, обеспечипая крепление ее боковых частей к основанию с учетом направления уси-пий прокатки и действия момента раскрывания станины. Кроме того, предлагае10 мая конструкция клети обеспечивает уменьшение габаритов стана и уменьшение времени на перевалку путем размещения откинутых боковых частей в пределах основания и обеспечения
J5 возможности смены барабана с рабочим валком без снятия направляющих дисков.
Формула изобрет ения
Клеть стана поперечно-винтовой прокатки, содержащая станину, состоящую из основания и двух боковых частей, связанных с ним посредством осей откидывания, одна из которых размещена ниже оси клети, расположенные в каждой боковой части барабаны с рабочим валком и установленга,1е в одной из боковых частей направляющие диски с горизонтальными приводными валами, отличающаяся тем, что, с целью повьшения жесткости клети и сокращения времени перевалки, она снабжена двумя поворотными корпусами пор опоры приводных валов направляющих дисков, установленными в одной боковой части станины, при этом ось откидывания этой боковой части станины размещена не ниже оси вала верхнего налравляющего диска.
с+л.,„
- J nSrFP - --:S - г
/ ,Ф, i v-:-rs Г - -Г I: .
S
-|Г:.-Ч,|, |11Ф./Ь
-.i : ,.j...
:J,J|): -l;l
19
i i FS::::
2
с+л.,„
nSrFP
nSrFP - --:S - г
,Ф, i v-:-rs Г - -Г I: .
-|Г:.-Ч,|, |11Ф./Ь
/-1 i....i-..j rj t -...,-.J. ,..
у I т
-.i : ,.j...
:J,J|): -l;l
.
iL -х4 j il-i J ,: ; - -tste %:
V . ,
/f
:/
..,.,.... I ...
S
4V4
%
)
.1 /
l I
...,.,, ц
. J
39 I у/43
