2.Машина по п. 1, о т л и ч а ю- щ а я с я тем, что запорный элемент выполнен в виде упругой подпружиненной относительно стенки цилиндра шайбы.
3.Машина по п. 1, о т л и ч а ю- щ а я с я тем, что отверстие в стенке поршня и первое окно в стенке цилиндра выполнены прямоугольными с большими сторонами, перпендикулярными оси цилиндра.
4.Машина для контакной стыковой сварки, содержащая подвижную и неподвижную плиты, привод перемещения подвижной плиты и устройство для регулирования скорости перемещения подвижшой плиты, выполненное в виде цилиндра с установленной на нем емкостью
для рабочей среды, сообщающейся с цилиндром посредством выполненного в стенке цилиндра окна, и поршня
1
Изобретение относится к сварке и может быть использовано во всех отраслях народного хозяйства, где применяются машины для контакной стыковой сварки. ,
Целью изобретения является обеспечение постоянства скорости оплав- ления.
На фиг. 1 схематично изображена машина, об1ций вид; на фиг. 2 - уст- ройство для регулирования скорости перемещения подвижной плиты, с расположением дросселирующего элемента на сте нке гидроцилиндра вариант на фиг. 3 - то же, с расположением дросселирующего элемента на поршне, вариант.
Машина содержит подвижную 1 и неподвижную 2 плиты со свариваемыми деталями 3, привод 4, устройство 5 для регулирования скорости перемещения подвижной плиты, связанное с ней через силовой элемент 6, Устройство 5 включает рабочую полость, образованную цилиндром 7 и порш- нем 8, и сливную емкость в виде корпуса 9 на цилиндре. В стенке поршня выполнено отверстие 10, в стенке цилиндра - окна 11 и 12. Силовой элес отверстием, выполненным в его стенке для прохода рабочей среды из емкости, штоком, связанным с подвижной плитой, отличающаяся тем, что, с целью обеспечения постоянства скорости оплавления, она снабжена полым цилиндрическим элементом, установленным в выполненном в поршне втором отверстии и окне стенки цилиндра, и установленной с возможностью перекрытия его отверстия со стороны сливной емкости иглой
5.Машина по п. 4, отличающаяся тем, что окно в стенке цилиндра вьшолнено овальным, а первое отверстие в поршне - круглым.
6,Машина по п. 4, отличающаяся тем, что игла установлена в полом цилиндрическом элементе, а полый цилиндрический элемент - в поршне посредством резьбы.
мент .6 является штоком поршня 8. Со стороны сливной емкости на окне 12 установлен фланец 13 с отверстиями 14 для прохода рабочей среды из сливной емкости. Во фланце установлен полый цилиндрический элемент 15 Игла 16 установлена с возможностью перекрытия отверстия элемента -15 со стороны сливной емкости. Со стороны рабочей емкости установлен запорньш элемент 17, который выполнен в виде жесткой 18 и гибкой 19 шайб и возвратной пружины 20. Ближайщие кром- 1киокна11 и отверстия 10 устанавливают друг от друга на расстоянии, равном заданной величине оплавления L свариваемых деталей. С целью повьшения эффективности окно 11 и отверстие 10 могут быть выполнены прямоугольными с большими сторонами, перпендикулярными оси цилиндра.
Машина работает следующим образом.
При нажатии на защелку (не показана) происходит освобождение подвижной плиты 1. Одновременна с этим включается сварочный ток. Под действием привода начинается сближение подвижной и неподвижной плит с ус3
тановленными в них свариваемыми деталями 3. В момент касания свариваемых торцов начинается процесс оплавления с постоянной скоростью, равной скорости перемещения подвижной плиты 1 и поршня 8, связанных жестко между собой. Перемещение подвижной плиты 1 влево с постоянной скоростью происходит за счет регулирования скорости перемещения поршня 8 в цилиндре 7. В свою очередь, скорость перемещения поршня регулируется скоростью перетекания жидкости из рабочей полости цилиндра 7 (поршневой) в корпус 9 сливной емкости через полый элемент 15. Зазор между отверстием элемента 15 и иглой 16 регулируется путем поворота иглы по часовой и против часовой стрелки. Если игла 16 имеет правую резьбу, то при повороте ее против часовой стрелки происходит увеличение зазора скорость перемещения жидкости уве- личивается, следовательно увеличивается скорость перемещения поршня и подвижной плиты. При повороте иглы по часовой стрелке зазор уменьшается и скорость перемещения плиты тоже уменьшается, при этом усилие привода воспринимается поршнем 8. Как только левая кромка отверстия 10 пересечет правую кромку окна 11, жидкость из рабочей полости цилиндра свободно перемещается в корпус 9 сливной емкости. В этот момент скорости поршня и подвижной плиты скачкообразно возрастают, происходит осадка, в момент которой отключается ток. Сваренные детали освобождаются из зажимов, а подвижная плита устанавливается в исходное положение. В процессе перемещения подвижной плиты в исходное положение поршнем 8 создается вакуум в цилиндре 7 и жидкость через отверстия во фланце и зазор между элементом 15 и иглой 16 заполняет рабочую полость фшиндра 7. Машина готова к следукщей сварке.
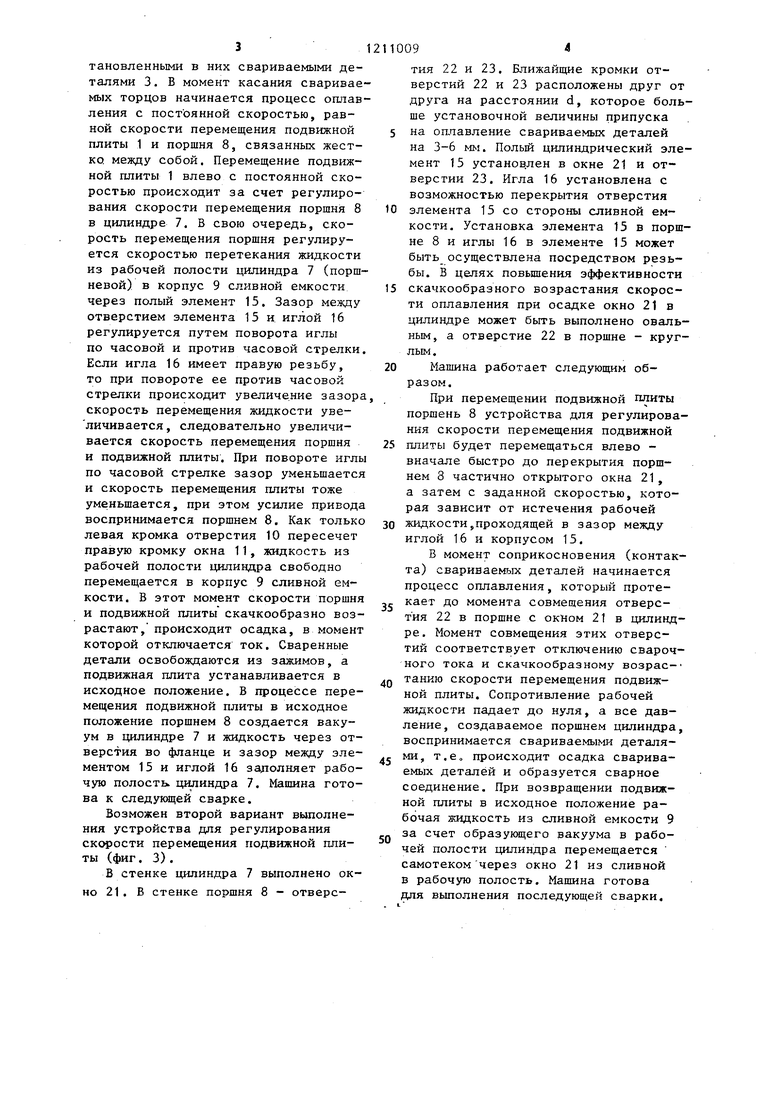
Возможен второй вариант выполнения устройства для регулирования перемещения подвижной плиты (фиг. 3).
В стенке цилиндра 7 выполнено окно 21. В стенке поршня 8 - отверс11009
тия 22 и 23. Ближайщие кромки отверстий 22 и 23 расположены друг от друга на расстоянии d, которое больше установочной величины припуска 5 на оп.павление свариваемых деталей на 3-6 мм. Польй цилиндрический элемент 15 установлен в окне 21 и отверстии 23. Игла 16 установлена с возможностью перекрытия отверстия
10 элемента 15 со стороны сливной емкости. Установка элемента 15 в поршне 8 и иглы 16 в элементе 15 может быть осуществлена посредством резьбы. В целях повьш1ения эффективности
15 скачкообразного возрастания скорости оплавления при осадке окно 21 в цилиндре может быть выполнено овашь- ным, а отверстие 22 в поршне - круглым.
20 Машина работает следующим образом. . При перемещении подвижной плиты
поршень 8 устройства для регулирования скорости перемещения подвижной
25 плиты будет перемещаться влево - вначале быстро до перекрытия поршнем 8 частично открытого окна 21, а затем с заданной скоростью, которая зависит от истечения рабочей
30 жидкости,проходящей в зазор между иглой 16 и корпусом 15.
В момент соприкосновения (контакта) свариваемых деталей начинается процесс оплавления, который проте,г кает до момента совмещения отверстия 22 в поршне с окном 21 в цилиндре. Момент совмещения этих отверстий соответствует отключению сварочного тока и скачкообразному возрас Q танию скорости перемещения подвижной плиты. Сопротивление рабочей жидкости падает до нуля, а все давление, создаваемое поршнем цилиндра, воспринимается свариваемыми деталядс ми, т.е происходит осадка свариваемых деталей и образуется сварное соединение. При возвращении подвижной плиты в исходное положение рабочая жидкость из сливной емкости 9
-- за счет образующего вакуума в рабочей полости цилиндра перемещается самотеком через окно 21 из сливной в рабочую полость. Машина готова для выполнения последующей сварки.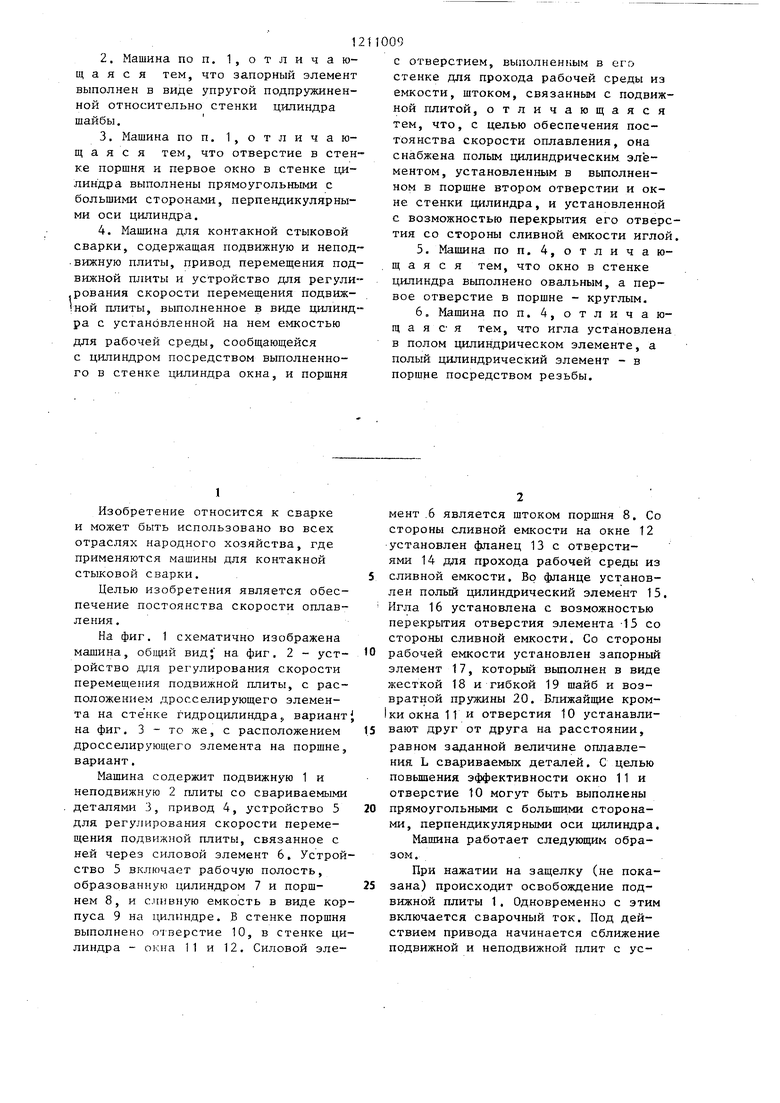
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1985 |
|
SU1346374A1 |
| Машина для контактной стыковой сварки | 1986 |
|
SU1324797A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1138275A1 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1389965A1 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1346373A1 |
| Устройство для контактной стыковой сварки | 1990 |
|
SU1824272A1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина Навроцкой для сварки трением | 1986 |
|
SU1423323A1 |
| Машина для контактной стыковки сварки | 1975 |
|
SU563248A1 |

1. Машина для контактной стыковой сварки по авт .св. № 1138245, содержащая подвижную и неподвижную плиты, привод перемещения подвижной плиты и устройство для регулирования скорости перемещения подвижной плиты, выполненное в виде цилиндрас установленной на нем емкостью для рабочей среды, сообщающейся с цилиндром посредством выполненного в стенке цилиндра первого окна, и поршня с отверстием, выполненным в его стенке для прохода рабочей среды из емкости, штоком связанным с подвижной плитой, отличающаяся тем, что, с целью обеспечения постоянства скорости оплавления, в стенке цилиндра выполнено второе окно, связывающее его полость со сливной емкостью, а цилиндр снабжен установленным на этом окне, со стороны сливной емкости, фланцем с отверстиями для прохода раб очей срёдь, установленным во фланце полым цилиндрическим элементом, иглой, смонтированной с возможностью перекрытия его отверстия со стороны сливной емкости, и запорным элементом, установленным с возможностью перекрытия отверстий фланца со стороны цилиндра. § ГО
Редактор Л.Повхан
Составитель И.Фелицина
Техред С.Мигунова Корректор М.Максимишинец
584/17.- Тираж 1000Подписное
.ВИНИПИ Государственного комитета СССР
по делам изобретений и открытий 1 13035, Москва, Ж-35, Раушская наб., д. 4/5
itojinajt ППП Патент, г.Ужгород, ул .Проектная, 4
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1983 |
|
SU1138245A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
