2. Машина по п.1, о т л и ч а rant а я с я тем, что узел крепления распорного ролика к нижним рабочим валкам выполнен в виде двух опор, расположенных на концах распорного ролика, каяздая из которых состоит из закрепленной на распорном ролике обоймы, в которой смонтированы.четыре оси, контактирующие с нижними
Изобретение относится к обработке металлов давлением и может быть использовано в гибочных и правильных валковых машинах.
Целью изобретения является расширение технологических возможностей путем уменьшения выгиба смежны рабочих валков в горизонтальной плоскости, возникающего при различной скорости вращения валков, и расширение технологических возможностей в результате увеличения толщины, прочности заготовок, а также обеспечения подгибки концевы участков заготовки.
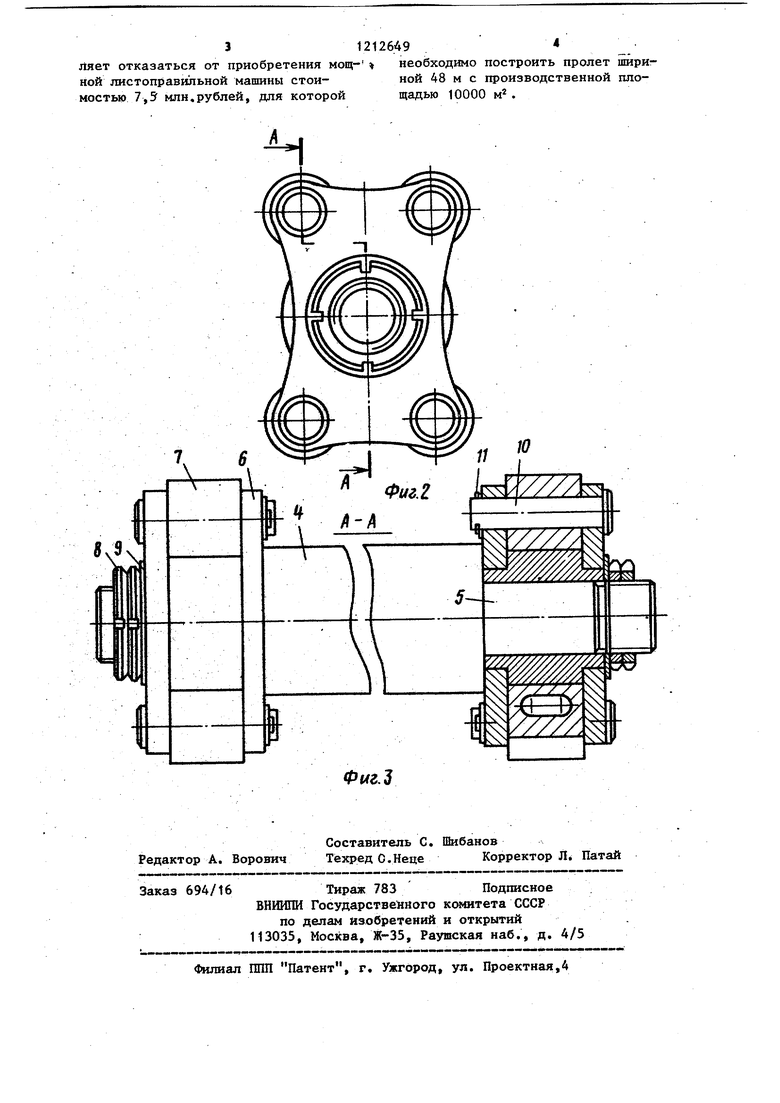
На фиг.1 изображена схема трех- валковой листогибочной машины; на фиг.2 - распорный ролик; на фиг.З - сечение А-А на фиг.2.
Машина имеет верхний валок 1 и два нижних валка 2, установленные на опорные ролики 3.Между нижними валками 2 размещен распорный ролик 4, на двух цапфах 5 которого закреплены обоймы 6, в каждой из которых смонтированы четьфе оси 7, посредством стандартных крепежных элементов 8-11.
Машина работает следукндим образом.
При вращении рабочих валков 1 и 2 вращаются оси 7 обойм 6 и с.ам распорньй ролик 4, находящиеся в контакте с нижними рабочими валками 2. При выгибе одного из нижних валков 2 распорный ponut 4 не дает зтим валкам сблизиться, чем предотвращается нежелательный изгиб валков сверх ДОПУСТШФ1Х значений, равных 0,001 длины последних. Распорный ролик 4 и оси 7 на обоймах
1212649
рабочими валками, .причем одна пара осей расположена выше горизонтальной плоскости нижних рабочих валков, другая - ниже, а расс;тояние между наружными боковыми поверхно стями каждой из пар осей превьшает расстояние между внутренними боковыми поверхностями нижних рабочих валков.
6 вращаются от трения о нижние рабочие валки 2 и не мешают процессу гибки и правки.
При выполнении подгибки концевых
. участков заготовки последняя под- гибаемьм концом укладывается на распорный ролик 4 и один из нижних рабочих валков 2. При нажатии верхним валком 1 концевой участок заготовки подгибается на требуемый
радиус. Ввиду того, что плечо из- , гиба меньше расстояния мевду нижними рабочими валками 2 и может быть сколь угодно мальм в зависимости
ОТ ввода заготовки, можно обеспечить подгибку кромки заготовки. Предельная толщина подгибаемой заготовки определяется прочностыо конструкции распорного ролика.
Ролик в сборе устанавливается либо при монтаже валков, либо при раздвижке ншкних валков 2 и потом зависает мехщу последними при их сближении. Распорный ролик 4 для
удобства монтажа может быть установлен с зазором от 1 до 4 мм.
Пример.- При гибке и правке заготовки шириной менее половины рабочей длины валков и толщиной.
70 мм (вместо 50 мм по паспорту машины) из высокопрочной стали на трехвапковой листогибочной машине Ничимен усилием 5000 тс наблюдаются выгибы нижних рабочих валков свыше 32 мм, из-за которых происходит поломка подшипников рабочих валков и изгиб станины. При применении распорного ролика «а упомянутой машине исключаются выгибы
нижних рабочих валков, повышается надежность работы машины, что позво31212649
ляет отказаться от приобретения мощ- % необходимо построить пролет шириной листоправильной машины стой- ной 48 м с производственной пло- мостью 7,5 млн,рублей, для которой щадью 10000 м .
Фиг,
Редактор А. Ворович Заказ 694/16
Составитель С. Шибанов
Техред С.Неце Корректор Л Патай
Тираж 783 Подписное ВНИИПИ Государстве нного ксвчитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г, Ужгород, ул. Проектная,4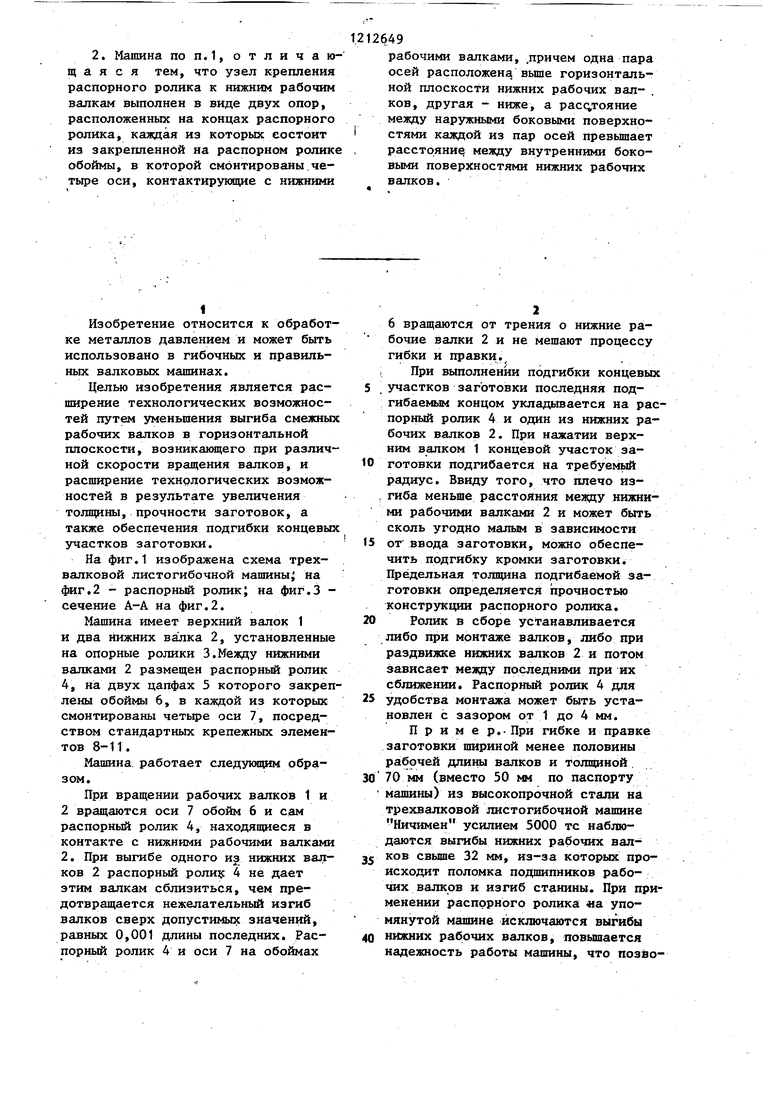
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2289488C1 |
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
| Способ подгибки кромок длинномерных заготовок | 1990 |
|
SU1801661A1 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2236321C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1987 |
|
SU1693775A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК НА ЧЕТЫРЕХВАЛКОВОЙ И АСИММЕТРИЧНОЙ ТРЕХВАЛКОВОЙ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2001 |
|
RU2202426C2 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2302308C2 |
| Четырехвалковая листогибочная машина | 1988 |
|
SU1620175A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |

| Йошнин Б.Н | |||
| Гибка и правка на pofau pBHiiOc машинах | |||
| М.: Машиностроение, 1967, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
