Изобретение относится к непрерывному литью металлов.
Цель изобретения - упрощение регулирования уровня металла в кристаллизаторе.
На чертеже изображено устройство для реализации способа, общий вид.
Устройство содержит герметичную промежуточную емкость 1 с расплавленным металлом 2, разливочный стакан 3 с боковым отверстием 4, выполненным в стенке стакана, трубопровод 5 для подачи газа. Над крис- таллизатором 6 устанавливают герметичную промежуточную емкость, в которой установлены стопор 7 и крыщка 8 для заливки жидкого металла На чертеже обозначены уровень h зеркала металла в кристаллизаторе относительно входа дополнительного бокового отверстия во внутренний канал разливочного стакана, высота Н столба жидкого металла в промежуточной емкости относительно зеркала металла в кристаллизаторе.
Способ подачи металла в кристаллизатор осуществляют следующим образом.
Промежуточную емкость 1 устанавливают над кристаллизатором 6, осуществляют ее нагрев (для стали до 900-1200°С). Через отверстия в крышке 8 заливают расплавленный металл 2 в герметичную промежуточную емкость 1 при закрытом стопоре 7. Отверстия в крыщке 8 закрывают и герметизируют внутреннюю полость ковща. Стопор 7 полностью открывают и по трубопроводу 5 через дополнительное боковое отверстие 4 подают газ под давлением
P Po+VH,(1)
где Р - давление подаваемого инертного газа;
РО - атмосферное давление;
Y - удельный вес жидкого металла; h - уровень зеркала металла в кристаллизаторе относительно входа дополнительного бокового отверстия во внутренний канал разливочного стакана.
Из формулы (1) следует, что
.
Таким образом, уровень металла в кристаллизаторе зависит только от величины Р, считая, что РО и Y. - постоянные. После того, как уровень металла в кристаллизаторе достигнет заданного, определяемого величиной Р, поступление металла в него прекращается, поскольку давление в канале разливочного стакана выравнивается. Затем включают механизм вытягивания слитка из кристаллизатора. Уровень металла в кристаллизаторе остается постоянным независимо от скорости вытягивания слитка.
Пример. Промежуточную емкость 1 с внут- ренними размерами 500Х ЮООХ 400 мм. полезным объемом 0,17 м закрывают крыщ- кой с герметизацией фланцевого соединения
5
5
0 0
0
CQ
55
0
5
5
прокладкой изкартона асбестового
КАОН-1. В крыщке предусмотрена горловина для заливки металла из разливочного ковща диаметром 200 мм, которую также закрывают герметично крыщкой с асбестовой прокладкой.
В крыщке выполнен узел уплотнения стопорного щтыря, герметизация которого обеспечивается сальниковой набивкой марки АП 18Х 18. Разливочный стакан выполнен с наружным диаметром D, равным 120 мм, внутренним диаметром D, равным 60 мм,дли- ной мм, с боковым отверстием 08 мм, выход во внутренний канал которого выполнен на расстоянии 60 мм от нижнего торца разливочного стакана. Вход бокового отверстия соединен с трубопроводом для подачи газа (используют Аг). Давление газа регулируют с помощью редукционного пнев- моклапана П-КРО8-22/7, диапазон регулирования которого 0,2-4,0 кгс/см.
Металл подают в медный водоохлаждае- мый кристаллизатор 0300 мм, L 550 мм. Скорость разливки в первом случае - 0,205 м/мин, во втором - 0,656 м/мин, расход жидкого металла - 116 кг/мин и 368 кг/мин соответственно. Полная длина слитка L 2,3 м, масса слитка 1283 кг, объем V 0,161 м1
Промежуточную емкость устанавливают над кристаллизатором, при этом торец разливочного стакана находится на 300 мм ниже верхнего торца кристаллизатора. Нагревают промежуточную емкость до 900- 1000°С, и вводят затравку в кристаллизатор.
В промежуточную емкость через крыщку заливают 0,17 м или 1300 кг стали 45. Время заливки 1-2 мин. Герметизируют крыщку 1,5 мин. Полностью открывают стопор и подают по трубопроводу Аг под давлением Р 0,108 мПа в первом случае и Р 0,098 мПа во втором случае. После того, как металл достигает уровня, считая от верхнего торца кристалла, равного 110 мм в первом случае и 235 мм во втором случае, поступление металла в кристаллизатор прекращается. Включают механизм вытягивания. Уровень металла в процессе разливки колеблется от ПО до 115 мм в первом и от 234 до 240 во втором случае. Уровень металла контролируют пневматическим устройством, точность измерения ±1 мм. Расход Аг при этом не измеряют и не регулируют. После того, как весь металл поступил в кристаллизатор, подачу Аг прекращают. На этом разливка заканчивается. Проведенные две разливки показывают практическую работоспособность предлагаемого способа, при этом колебания уровня металла составляют 5 мм в первом и 6 мм во втором случае.
Использование предлагаемого способа подачи жидкого металла в кристаллизатор
позволяет поддерживать постоянный уровень металла в кристаллизаторе (регулировать его) без контроля уровня металла как в кристаллизаторе, так и в промежуточной емкости и без изменения проходного сечения струи металла. При этом возможно использование разливочных стаканов максимально возможного диаметра, что увеличивает стойкость стакана и уменьшает скорость истечения металла в кристаллизатор. Кроме того.
Формула изобретения Способ подачи жидкого металла в кристаллизатор машин непрерывного литья металлов, включаюш,ий заливку жидкого металла в промежуточную емкость, герметизацию промежуточной емкости, подачу металла в кристаллизатор через разливочный стакан, регулирование уровня металла в кристаллизаторе подачей газа, отличающийся тем, что, с целью упрошения регуизобретение позволяет вести разливку из ю лирования уровня металла в к ристаллиза- одной промежуточной емкости в несколько . торе, газ подают на разливочный стакан ни- кристаллизаторов с различными сечениями. же уровня металла в кристаллизаторе.
Формула изобретения Способ подачи жидкого металла в кристаллизатор машин непрерывного литья металлов, включаюш,ий заливку жидкого металла в промежуточную емкость, герметизацию промежуточной емкости, подачу металла в кристаллизатор через разливочный стакан, регулирование уровня металла в кристаллизаторе подачей газа, отличающийся тем, что, с целью упрошения регу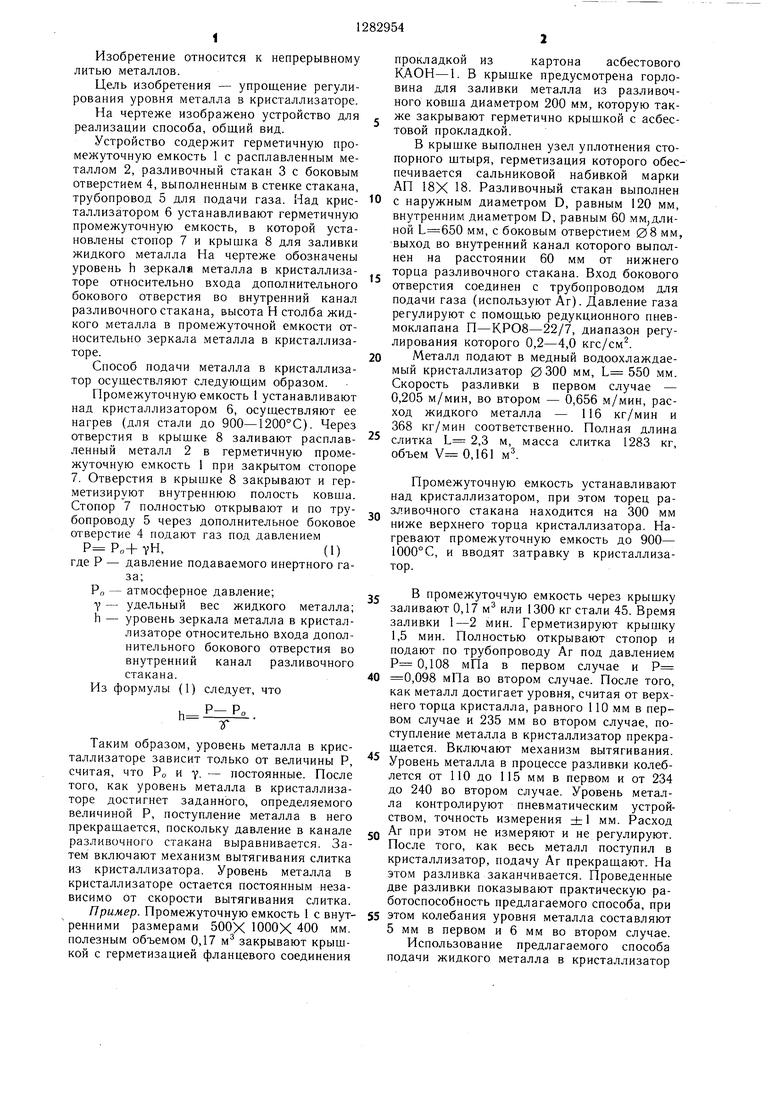
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2051004C1 |
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149730C1 |
| Устройство для подвода и регулирования подачи металла в кристаллизатор | 1983 |
|
SU1158284A1 |
| Способ непрерывного литья заготовок и устройство для его осуществления (его варианты) | 1983 |
|
SU1212690A1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2060858C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030960C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2048247C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2048248C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2048249C1 |
Изобретение относится к непрерывному литью металлов. Целью изобретения является упрощение регулирования уровня металла в кристаллизаторе. В канал, выполненный в стенке разливочного стакана, соединяющего промежуточную емкость и кристаллизатор, подают газ под заданным давлением, причем выходное отверстие канала расположено ниже уровня металла в кристаллизаторе (К). Благодаря тому, что промежуточная емкость герметизирована, уровень металла в К находится в динамическом равновесии. 1 ил. к 00 IsD СО ел 4:
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
