Изобретение относится к изготовлению резинотехнических изделий и предназначено для местной вулканизации конвейерных лент при их стыковке и ремонте.
Цель изобретения - упрощение конструкции.
На фиг. 1 изображено устройство для местной вулканизации до поДачи тенлоноси- теля в нагревательные элементы (узел опрес- совки имеет температуру окружающей среды); на фиг. 2 - то же, пр и подаче теплоносителя--в нагревательные элементы (узел опрессовки в нагретом состоянии).
Устройство для местной вулканизации конвейерных л ент содержит верхние 1 и нижние 2 силовые балки, связанные между собой ограничительными пальцами 3. Между силовыми балками 1 и 2 располагаются нижний 4 и верхний 5 нагревательные элементы. Между силовыми балками и нагревательными элементами расположены узлы 6 и 7 опрессовки. Каждый узел опрессовки выполнен в виде листа обладающего памятью формы материала, имеющего при температуре окружающей среды плоскую, а при нагревании - гофрированную поверхность с обращенными в сторону нагревательного элемента и силовой балки верщинами гофр. Между нагревательными элементами 4 и 5 располагается стык конвейерной ленты 8. Узлы 6 и 7 опрессовки могут быть выполнены
из сплошного листа, рассчитанного на всю площадь стыка, или из нескольких полос.
Устройство работает следующим образом.
На нижние силовые балки 2 укладыва- ют нижний узел 7 опрессовки, при температуре окружающей среды имеющий форму плоского листа, на котором размещают нижний нагревательный элемент 4. Затем укладывают стыкуемый или ремонтируемый участок конвейерной ленты 8, прижимают его верхним нагревательным элементом 5, укладывают верхний узел 6 опрессовки, на котором монтируют верхние силовые балки 1 и соединяют их с нижними 2 силовыми балками ограничительными пальцами 3. Затем включается подача теплоносителя в нагревательные элементы 4 и 5. Узлы 6 и 7 опрессовки, которые при температуре окружающ.ей среды имели форму плоского листа, получая тепло от нагревательных элементов 4 и 5, принимают форму гофриро- ванного листа, т.е. увеличивают свои размеры в вертикальном направлении, создавая при этом необходи.мое удельное давление на вулканизируемом участке конвейерной ленты.
По окончании процесса вулканизации прекращается подача теплоносителя в нагревательные элементы 4 и 5, узлы 6 и 7 опрессовки остывают и приобретают форму плоского листа, после чего происходит демонтаж устройства в обратном порядке.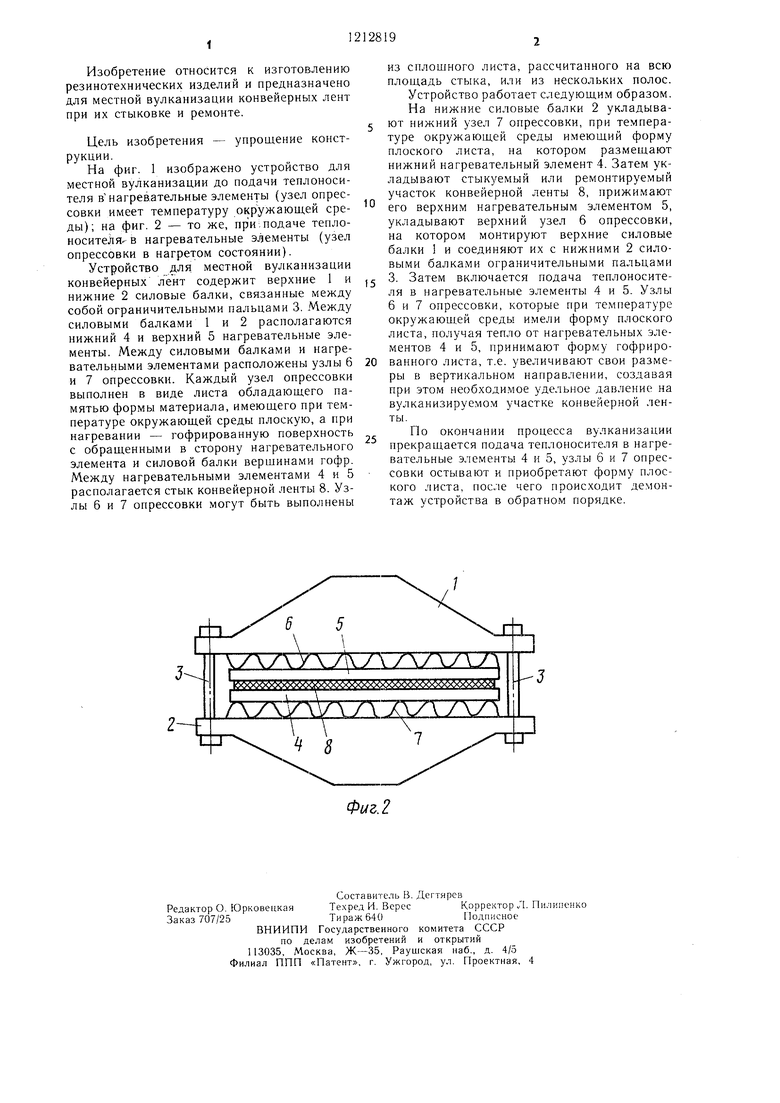
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для местной вулканизации конвейерных лент | 1979 |
|
SU870177A1 |
| Устройство для местной вулканизации конвейерных лент | 1988 |
|
SU1551557A1 |
| Устройство для местной вулканизации конвейерных лент | 1984 |
|
SU1171328A2 |
| Устройство для местной вулканизации конвейерных лент | 1987 |
|
SU1502401A2 |
| Устройство для местной вулканизации конвейерных лент | 1979 |
|
SU856841A1 |
| Устройство для местной вулканизацииКОНВЕйЕРНыХ лЕНТ | 1978 |
|
SU802074A2 |
| Устройство для местной вулканизации конвейерных лент | 1980 |
|
SU882771A1 |
| Устройство для местной вулканизации конвейерных лент | 1987 |
|
SU1509279A2 |
| Обогреваемый пресс | 1987 |
|
SU1479292A1 |
| Устройство для местной вулканизацииКОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU821191A1 |

Х
УУУУ УУУУУУУУ/ЛУУУТТЛ
...
tgOO X Qggx x xyi X X XXXXXXXXXX C XXXXX 0 XXX a
у У
тт
8
7
7
Фиг. 2
| Патент Англии № 2001580, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Патент ФРГ № 3028402, кл | |||
| Солесос | 1922 |
|
SU29A1 |
