1
Изобретение относится к обработке металлов давлением, в частности к устройствам для гидромеханической штамповки полых ступенчатых деталей
Цель изобретения - повышение надежности и упрощение конструкции за счет упрощения привода перемещения поддерживающих полуматриц.
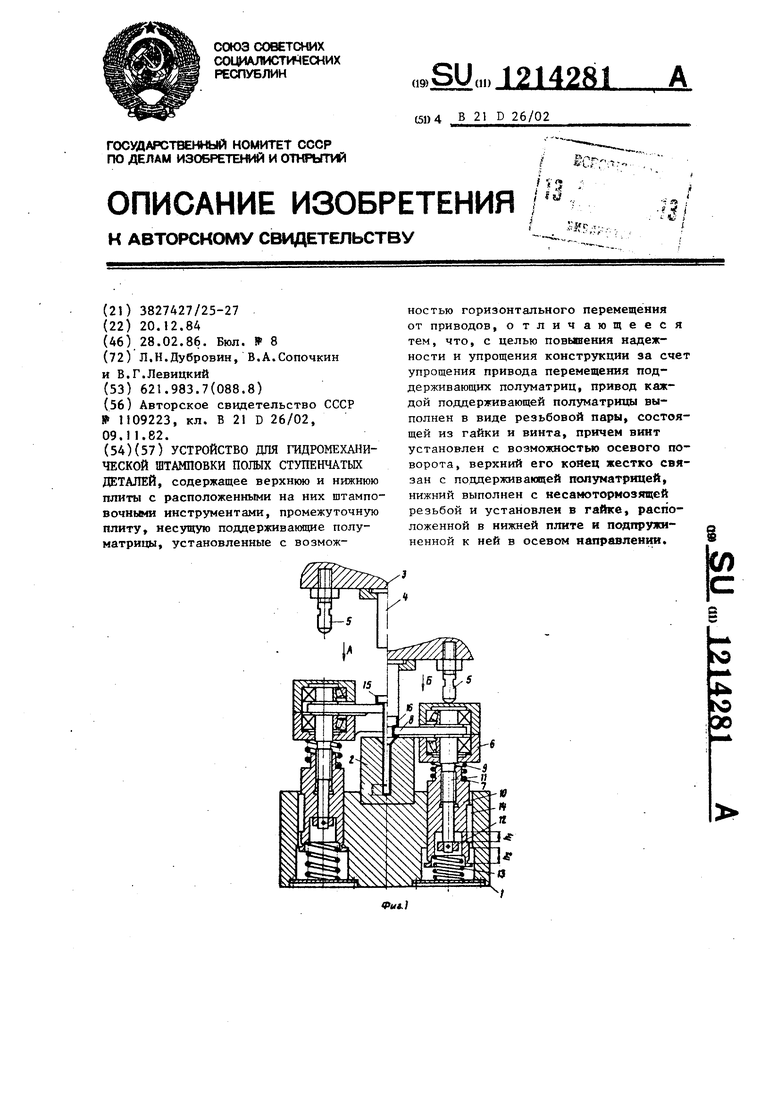
На фиг.1 изображено устройство продольный разрез; на фиг.2 - вид А на фиг,1 (поддерживающие полуматрицы в открытом состоянии); на 4«г.З- вид Б на фиг. подцерживаняцие полуматрицы в закрытом состоянии ; на фиг,4 - заготовка и готовое изделие
Устройство содержит нижнюю неподвижную плиту 1 с матрицей 2, верхнюю подвижную плиту 3 с закрепленны. на ней пуансоном 4 и регулируеьв 1ми по длине упорами 5, промежуточную подвижную плиту 6, пружину 7, поддерживающие полуматри1да 8 и привод 9 поддерживающих полуматриц 8, выполненных в виде резьбовой пары, состоящей из подпружиненных с возможностью разведения гайки 10 и винта 11, на которых в местах сопряжения выполнена несамотормозящая резьба. Один конец вията II жестко связан с поддерживающей полуматрицей 8 и установлен в подвижной промежуточной плите б, а другой - в гайке 10 посредством несамотормозящей резьбы. Высота подъема винтов и промежуточной плиты ограничивается втулками
12.Гайка 10 установлена в нижней плите I и подпружинена элементом
13,имеет возможность вертикального перемещения, а от поворота удерживается шпонкой 14.
Позициями 5 и 16 обозначень соответственно заготовка и готовое изделие
Устройство работает следукмцин образом.
Б исходном состоянии промежуточная плита 6 под действием пружин 3 и 7 находится в крайнем верхнем по- ло5кении, Подцерживаквдие полуматрицы 8 при этом разведены на величину, достаточную для удаления изделия 16 после гидромеханической штамповки. Величина разведения полуматриц 8 устанавливается втулками 12.
142812
Заготовка 15 загружается в матрицу 2 через разведенные полуматрицы 8 до касания их кромок буртиком головки. В заготовку 15 заливается
5 жидкость. При ходе верхней плиты 3 вниз регулируемые по длине упоры 5 контактируют с промежуточной плитой 6, одновременно пуансон 4 касается верха головки заготовки 15, При
10 дальнейшем движении верхней плиты 3 вниз промежуточная плита 6 опускается вместе с винтами 11, сжимая пружины 7. Винты П поворачиваются относительно гайки 10 по несамотормо15 вящей резьбе, опустившись на величину hj. При этом повернутся поддер- живакщие полуматрицы 8, жестко связанные с виртами 11, и сомкнутся под головкой заготовки 15, образуя
20 кольцевой подпор. Ход винтов 1 1 до смыкания полуматриц 8 соответствует коду заготовки 15 до касания ее до- ншзка дна матригда 2 (h, фиг.1). Дальнейший код верхней плиты 3 вниз
25 на величину hj, необходимую дпя формообразования конического выступа под головкой заготовки 15, продолжается при сжатии пружин 13, обеспечи- вающих посредством винтовых пар не30 обходимое усилие сжатия на поддерживающих полуматрицах 8, При этом гайки Ш фиксируются от поворота шпонкой 14.
При ходе верхней плиты 3 вверх
промежуточная плита 6 вначале поднимается под действием пружин 13 на величину hj, дальнейший ее подъем осуществляется посредством пружин 7,
при этом происходит поворот винтов fI относительно гаек 10 и следовательно, разведение поддерживающих полуматриц 8, После поднятия верх-г ней плиты изделие 6 удаляется из
матрицы 2, Затем цикл повторяется.
Использование предлагаемого устройства для гидромеханической штамповки польт ступенчатых деталей позволяет повысить надежность и упростить конструкцию за счет упрощения и повьшення надежности привода перемещения поддерживающих полуматриц.
&iJdA
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидромеханической штамповки полых ступенчатых деталей | 1982 |
|
SU1109223A1 |
| Штамп | 1985 |
|
SU1291272A1 |
| Штамп для штамповки деталей сложной конфигурации | 1980 |
|
SU1042870A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU294411A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Устройство для штамповки изделий типа стаканов | 1987 |
|
SU1461563A1 |


Фиг. 5
Гшго а
fO/nt
y
I д
/COJfb 4f OU
Составитель В.Муслимов Редактор Н.Горват Техред А.Кикемезей Корректор
Заказ 824/15 Тираж 783 Подписное ВНИИПИ Государственного комитета СССР по депам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
t/8.4
| Устройство для гидромеханической штамповки полых ступенчатых деталей | 1982 |
|
SU1109223A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
