Изобретение относится к области кузнечнопрессового оборудования в частности к гидровинтовым пресс-молотам, и предназначено для двустороннего выдавливания деталей из цветных сплавов и сталей как в горячем, так и в холодном состоянии без отхода металла в облом.
Известны гидровинтовые прессы с двусторонним ударом горизонтального исполнения, в которых энергия удара создается винтовым относительным движением рабочих гидроцилиндров, шарнирно соединенных с ползунами.
Однако при таком исполнении пресс-молота значительная часть полезной энергии теряется на преодоление трения вращения -в шарнирном соединении гидроцилиндров с ползунами, а увеличение энергоемкости молота можно осуществить только путем увеличения размеров рабочих цилиндров, что приводит к возрастанию потерь полезной энергии на преодоление трения в резьбе.
Предлагаемый пресс-молот отличается от известных тем, что гидравлические цилиндры жестко соединены с ползунами, несущими пуансоны, а для накопления кинетической энергии на станине концентрично цилиндрам установлены маховики с центральными резьбовыми отверстиями, образующие с гидроцилиндрами винтовые пары. Это позволяет повысить к. п. д. и увеличить энергоемкость.
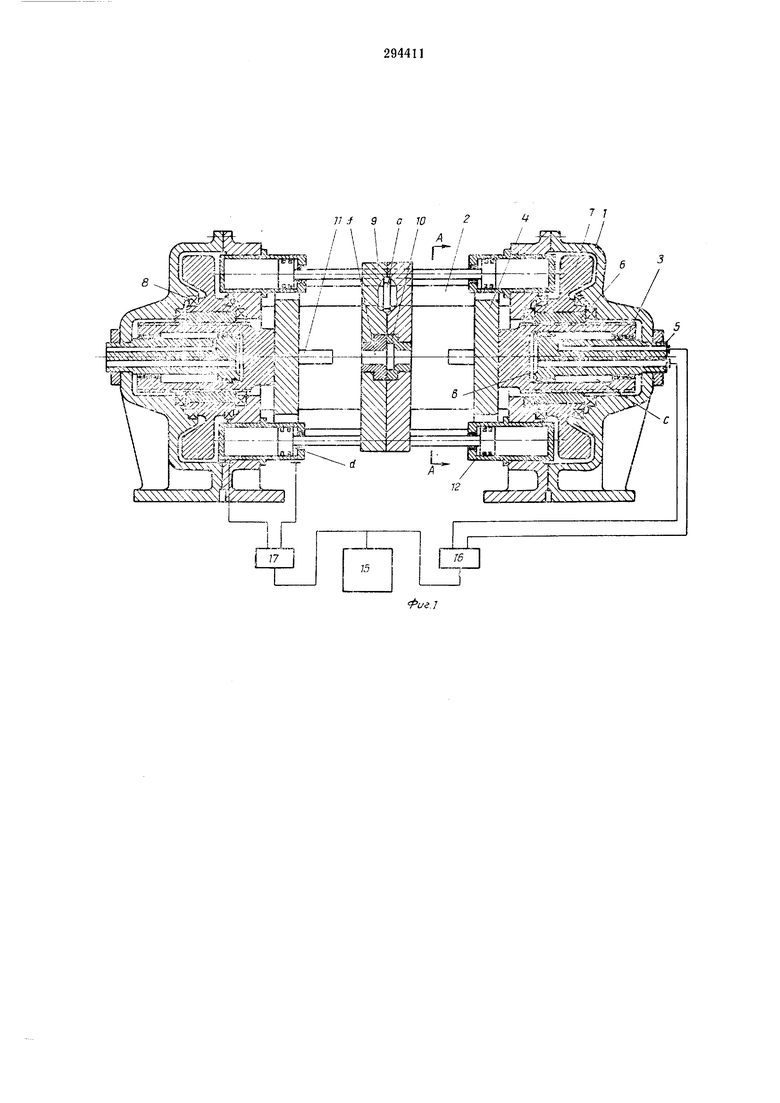
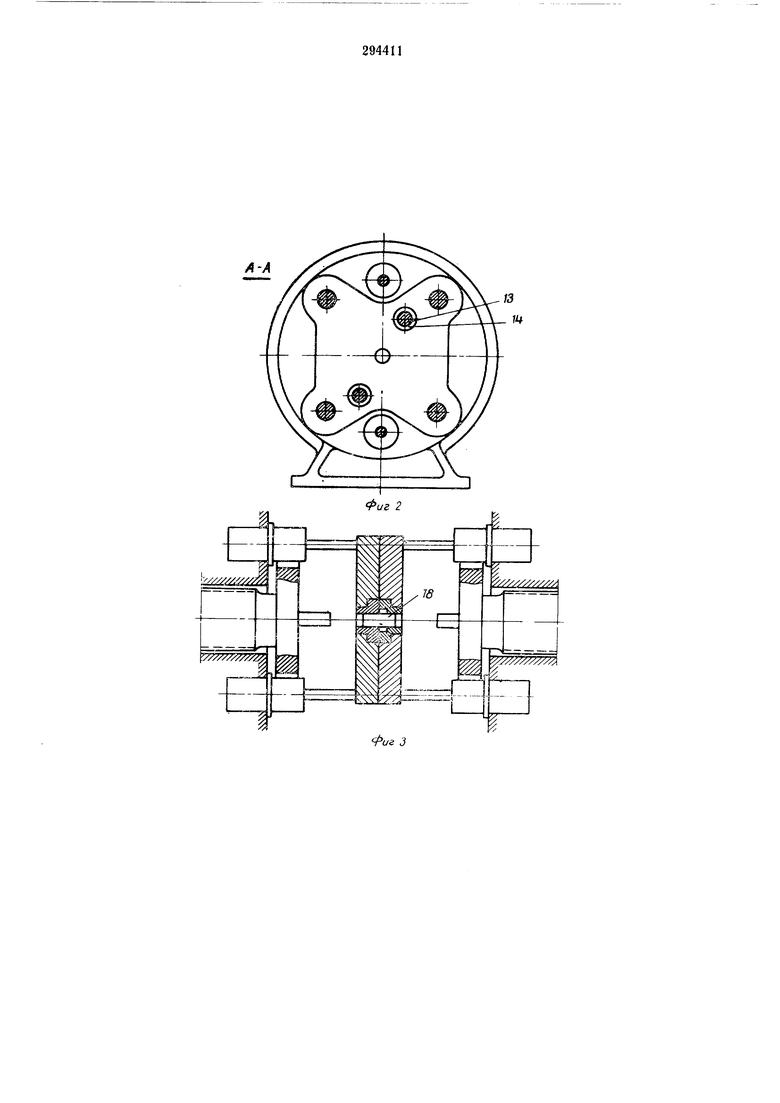
На фиг. 1 изображен общий вид гидровинтового пресс-молота (исходное положение мащины); на фиг. 2 - сечение по А-А; на фиг. 3, 4 и 5 показано положение рабочих органов и инструмента на разных этапах цикла. Гидровинтовой горизонтальный пресс-молот включает в себя два разъемных корпуса 1, связанных между собой четырьмя горизонтальными колоннами 2, образующими станину. Рабочие цилиндры 3 жестко скреплены с ползунами 4, которые могут перемещаться по колоннам как по направляющим. Поршни 5 рабочих цилиндров выполнены за одно целое со щтоками и неподвижно закреплены в корпусах.
На наружной поверхности рабочего цплиндра выполнена несамотормозящая ходовая резьба. Таким образом цилиндр выполняет роль винта, а бронзовая гайка 6 вставлена и
зафиксирована в ступице маховнка 7. Маховики установлены в корпусах па радиальных и упорных шарикоподшипниках 8 и для накопления кинетической энергии вращения.
На колоннах между корпусамп расположены две инструментальные плиты 9, причем их точное положение в средней части пресса фиксируется специальными буртами а на колоннах. Плиты служат для установки штампа,
состоящего из двух полуматриц 10 с вертикалькой плоскостью разъема. Пуансоны 11 находятся в средней части ползунов на продольной оси пресса. Чтобы обеспечить прижим полуматриц штампа по плоскости разъема в момент штамповки и разьема штампа для извлечения готовой поковки, предусмотрены четыре гидроцилиндра 12, закрепленные попарно в левом и правом корпусах.
Синхронизация перемешения ползунов производится двумя ходовыми винтами 13, из которых имеет с одной стороны левую, а с другой правую несамотормозящую резьбу с большим шагом. Гайки 14 закреплены в ползунах.
Привод пресса гидравлический от насосноаккумуляторной станции 15. Реверсивные золотники 16 и 17 обеспечивают управление рабочими цилиндрами и цилиндрами прижима.
Перед началом рабочего цикла необходимо плотно зажать полуматрнцы штампа по плоокорости разъема. После этого в приемник штампа f (цилиндрическая часть штампа) вставляется цилиндрическая заготовка 18 (см. фиг. 3). Она может быть предварительно нагрета до температуры штамповки или взята в холодном состоянии. Затем рабочая жидкость под давлением от аккумулятора подается в полость b рабочего цилиндра пресса.
Работа гидровинтового пресс-молота основана на принципе совместного и одновременного воздействия на заготовку предварительно накопленной в ходе разгона кинетической энергии подвижных частей (удара) и энергии давления жидкости (нажатия). Жидкость высокого давлеиня, действуя на дно внутренней полости рабочего цилиндра, создает горизонтальиую силу, которая заставляет его двигаться. Перемешаясь поступательно, винтовой цилиндр заставляет гайку вместе с маховиком врашаться. К началу деформирования подвижные части накапливают энергию
mv
+ /
где т - масса подвижных частей;
V-линейная скорость подвижных частей;
/ - момент инерции маховика; со - угловая скорость маховика. Полная энергия гидровинтового пресс-молота
н.
Г + /
+ PS-dH
где Р - давление жидкости;
5 - активная площадь дна рабочего цилиндра;
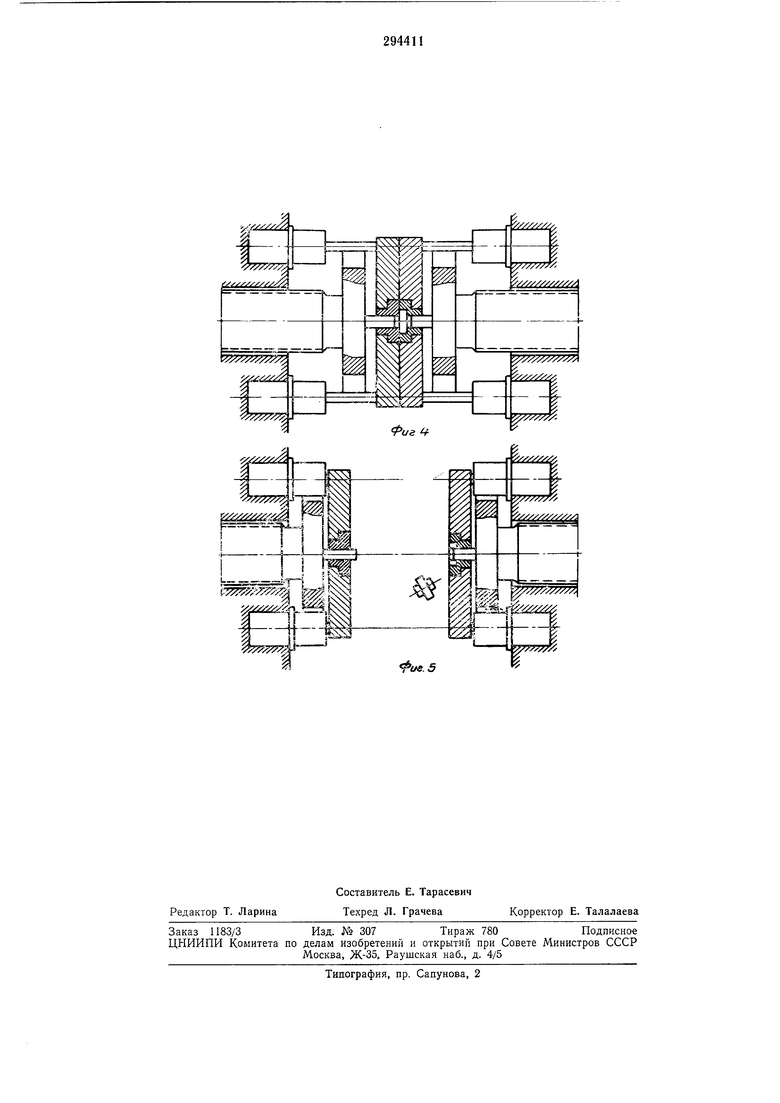
Яа - ход деформирования поковки. Перед иачалом деформирования заготовки пуансоны 11, двигаясь вместе с ползунами и рабочими цилиндрами, входят с обеих сторон в приемники штампа / иолуматриц. Таким образом создается полностью замкнутая полость
штампа, в которой и происходит штамповка методом двустороннего выдавливания. Положение рабочих органов пресса в конце хода деформации показано на фиг. 4. Сразу после завершения рабочего хода пуансоны отводятся в исходное положение. Для этого переключают золотник 16, и жидкость иоступает в штоковые полости С рабочих цилиндров. Давление жидкости на крышки цилиндров создает горизонтальные силы, которые возвращают цилиндры, а вместе с ними ползуны и пуансоны в исходное иоложение.
Извлечение отштампованной поковки производится следующим образом: жидкость подается в полость d цилиндров 12, давление
жидкости на кольцевую площадь поршня создает горизонтальные силы, которые размыкают илиты. Поковка при разъеме остается в одной из полуматриц. При дальнейшем движении плит ввиду того, что ход цилиндра 12 несколько больше хода рабочего цилиндра, ироисходит выталкивание готовой поковки одним из иуансонов. Этот момент показан на фиг. 5. После выталкивания плиты вновь смыкаются в средней части пресса, и цикл повторяется.
Предмет изобретения
Гидровинтовой пресс-молот с двусторонним ударом, содержаший смонтированные на станине, совершающие возвратно-поступательные движения рабочие гидравлические цилиидры с несамотормозящей резьбой иа наружных поверхностях и связанные с ними ползуны, несущие пуаисоны, отличающийся тем, что, с целью повышения к. п. д. и увеличения энергоемкости, гидравлические цилиндры жестко соединены с ползунами, а на станине концентрично цилиндрам установлены маховики с цеитральными резьбовыми отверстиями, образуюшие с гидроцилиндрами винтовые пары и служащие для накопления кинетической энергии.
Af(
иг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидровинтовой пресс-молот | 1980 |
|
SU1022774A2 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| ГИДРОВИНТОВОЙ БЕСПОЛЗУННЫЙ ПРЕСС-МОЛОТ ДЛЯ ВИНТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2343074C2 |
| Гидровинтовой пресс-молот с двусторонним ударом по заготовке | 1974 |
|
SU695758A2 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU375206A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU397256A1 |