Изобретение относится к области металлургического машиностроения и может быть использовано в производстве тиксоформованием деталей ответственного назначения, например поршней дизельных двигателей нового поколения, а также в применении к жидкой штамповке.
При изготовлении поршней дизельных двигателей нового поколения методом тиксоформования (тиксоформинга) для проведения процесса, основанного на тиксотропном поведении сплавов с недендритной микроструктурой в твердожидком состоянии, используют специально подготовленную и нагретую до заданной температуры заготовку. Для суспензированных таким образом сплавов с микроструктурой, состоящей из глобулярных твердых частиц, взвешенных в жидкой матрице, характерна сильная зависимость вязкости такой суспензии от скорости сдвига, доли и морфологии твердой фазы. При воздействии формообразующего инструмента на подобный сплав в твердожидком состоянии импульс, приводящий к деагломерации суспензии, распространяется с конечной скоростью, определяя локальное время релаксации или скорость размягчения суспензии. При сложной геометрии формообразующей полости вязкость снижается неравномерно, а материал течет неоднородно. При этом в правильно сконструированной оснастке можно обеспечить ламинарность течения и плавное последовательное заполнение формообразующих полостей вязкой жидкостью.
Полные структурные изменения, которые происходят на поздней стадии установившегося состояния суспензии, достигаемые в измерениях вращательной вискозиметрии, обычно не достижимы в практике тиксоформинга. Цель и одна из основных проблем тиксоформования состоит в необходимости и возможности управления быстрым изменением вязкости суспензии в формообразующей полости, в частности, за счет поддержания сфероидальной морфологии твердых частиц при переводе заготовки в твердожидкое состояние при ее повторном нагреве и склонности к деагломерированию микроструктуры на последующих стадиях существования жидкой фазы при формовании и кристаллизации. Можно провести аналогию с использованием различных методов фрикционной перемешивающей обработки, например локальной механической перемешивающей обработки. При этом происходит сохранение глобулизированной измельченной структуры, устранение пористости, химической неоднородности и др. дефектов.
Известны способ и устройство для тиксоштамповки цилиндрических заготовок (RU 2356677 С1, 28.05.2007, В21J 5/06, В21J 13/02). Устройство содержит контейнер с нижней полуматрицей, закрепленную на верхней плите верхнюю полуматрицу со сквозным осевым цилиндрическим отверстием, смонтированный на ползуне пресса коаксиально осевому отверстию верхней полуматрицы пуансон и выталкиватель. Недостатком данного устройства является отсутствие возможности перемешивающего воздействия на материал заготовки.
Наиболее близким аналогом, принятым за прототип, является штамп для объемной штамповки (а.с. 871865, 15.10.81, В21С 13/02), включающий верхнюю и нижнюю плиты со смонтированными на них бойками с полуматрицами, образующими гравюру штампа, снабженный состоящей из винта и гайки винтовой несамотормозящейся парой, посредством которой связанный с винтом верхний боек с полуматрицей приобретает возможность вращения вокруг вертикальной оси штампа, при этом вращение возникает вследствие перемещения вдоль винта гайки, приводимой в движение гидроцилиндрами, размещенными на верхней плите.
Данное устройство не обеспечивает возможности регулирования скоростей вращения пуансона, вращение является непрерывным и только в одну сторону. Усложнена также переналадка оснастки для обеспечения остановки вращения пуансона в любой заданный момент времени.
Изобретение направлено на расширение технологических возможностей штамповой оснастки за счет применения средств быстрого влияния на вязкость суспензии в процессе тиксоштамповки посредством дополнительного локального механического перемешивающего воздействия со стороны пуансона.
Для выполнения этой задачи в конструкции штампа предусмотрена возможность поворота пуансона вокруг его вертикальной оси на угол от 5° до 10°.
Техническим результатом изобретения является повышение качества готовых изделий с одновременным повышением точности их формы.
Технический результат достигается тем, что штамп для тиксоштамповки крупногабаритных поршней, содержащий верхнюю и нижнюю плиты со смонтированными на них пуансоном и матричной втулкой, образующими гравюру штампа, и выталкиватель, также снабжен закрепленными на верхней плите пуансонодержателем и гидроцилиндрами, штоки которых тягами связаны с пуансоном, при этом пуансон закреплен в пуансонодержателе посредством байонетного затвора с возможностью фиксированного поворота в прямом и обратном направлении вокруг вертикальной оси штампа на заданный угол воздействием гидроцилиндров.
Изобретение поясняется чертежами, где на:
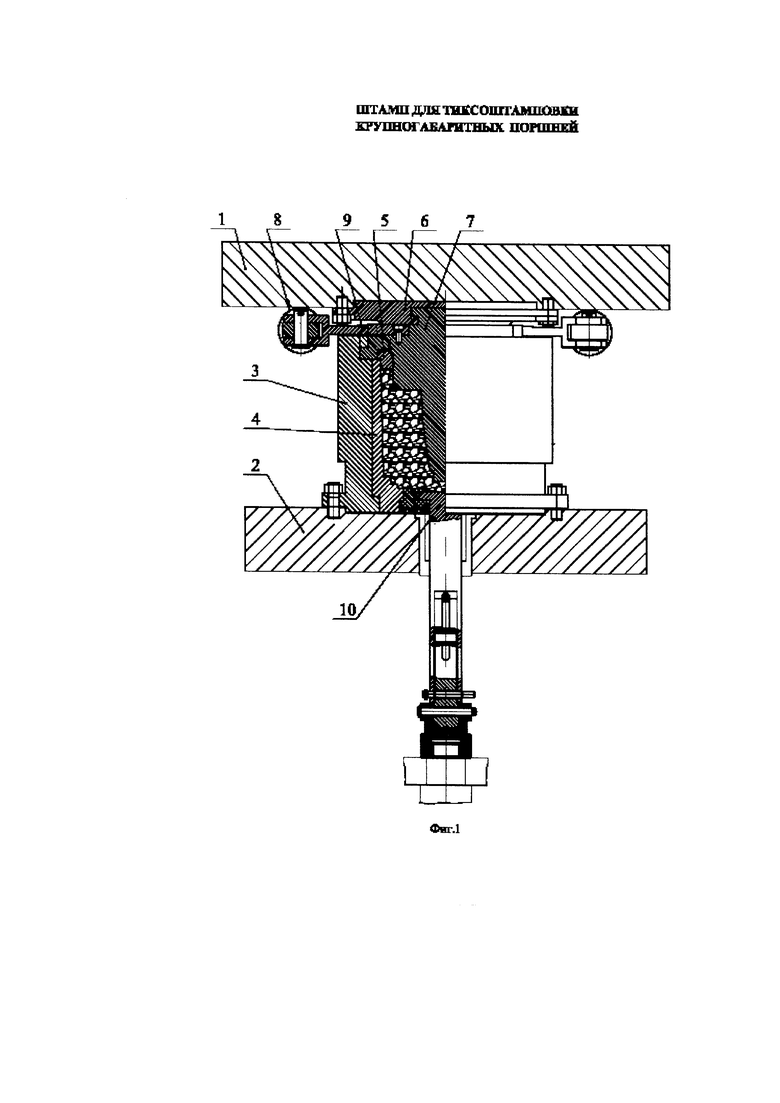
- Фиг. 1 изображен общий вид штампа;
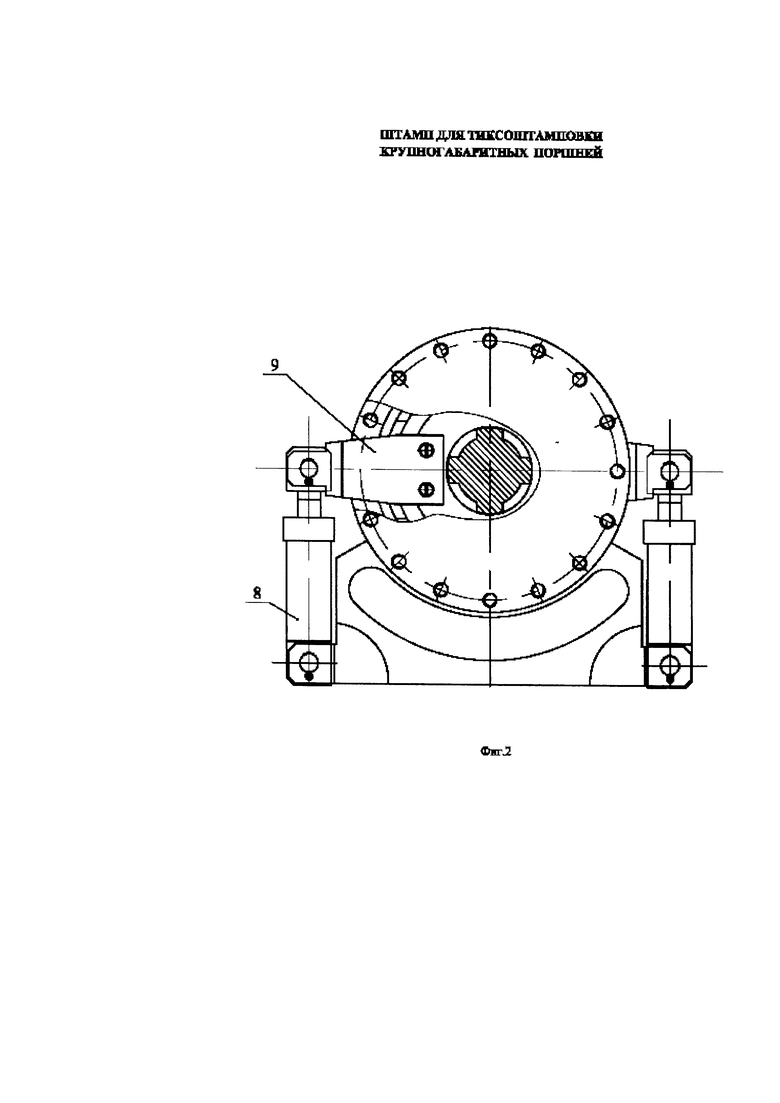
- Фиг. 2 изображен вид сверху.
Штамп для тиксоштамповки крупногабаритных поршней содержит верхнюю плиту 1, нижнюю плиту 2. На нижней плите 2 закреплен контейнер 3, внутри которого размещена матричная втулка 4. На торцевой поверхности матричной втулки 4 установлено кольцо съема 5, закрепленное в контейнере 3 посредством байонетного затвора. На верхней плите 1 установлен пуансонодержатель 6 с закрепленным в нем посредством байонетного затвора пуансоном 7 с возможностью фиксированного поворота в пуансонодержателе 6 вокруг вертикальной оси штампа на заданный угол. На верхней плите 1 установлены гидроцилиндры 8, связанные тягами 9 с пуансоном 7. Штамп работает следующим образом. В исходном состоянии пуансон 7 находится в крайнем верхнем положении. Тиксозаготовку, нагретую до температуры тиксоштамповки, устанавливают в матричную втулку 4 с кольцом съема 5, закрепленным в контейнере 3 посредством байонетного затвора, после чего пуансон 7 ходом ползуна пресса подается в рабочее положение. При рабочем ходе пресса пуансоном 7 деформируют заготовку, получая готовую форму поршня. Заполнение штампа металлом осуществляется медленно, с подъемом от дна вверх, аналогично тому, как это происходит в машинах литья под давлением. После внедрения пуансона 7 в заготовку гидроцилиндрами 8 через тяги 9 осуществляют поворот пуансона 7 в байонетном затворе пуансонодержателя 6 на угол 5-10° вокруг вертикальной оси штампа в прямом и обратном направлении. Регулировка скорости вращения пуансона осуществляется регулированием подачи в системе привода гидроцилиндров. Возникающие при этом сдвиговые деформации, обеспечивают сохранение глобулизированной измельченной структуры, устранение пористости и др. дефектов. Операцию вращения пуансона выполняют при температуре ниже ликвидуса. Время проведения операции и значение угловой скорости поворота пуансона для каждого сплава устанавливается экспериментально. Затем имеет место квазиизотермическая выдержка заготовки и окончательная кристаллизация в закрытой полости штампа. Обратным ходом пресса выводят пуансон 7 из зоны штамповки, при этом кольцо съема 5 выполняет функцию съема отпрессованной заготовки с пуансона 7.
Поворотом открывают байонетный затвор контейнера 3 и выталкивателем 10 удаляют готовый поршень вместе с кольцом съема 5 из матричной втулки 4. После отвода готового поршня в зону закалки устанавливают кольцо съема 5, фиксируют его байонетным затвором контейнера 3, подают новую тиксозаготовку и процесс тиксоштамповки повторяют.
Использование штампа для тиксоштамповки крупногабаритных поршней позволяет получать поршни высокого качества для высокоскоростных дизельных двигателей нового поколения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2567961C1 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2011 |
|
RU2459683C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования | 2017 |
|
RU2709079C2 |
| СПОСОБ ТИКСОПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ТИКСОЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ ЕЕ ТВЕРДОЙ ФАЗЫ | 2010 |
|
RU2444412C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВАЛОМ ТИКСОШТАМПОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЗАГОТОВКИ | 2010 |
|
RU2436650C1 |
| МАНИПУЛЯТОР ДЛЯ ПОДАЧИ ТВЕРДОЖИДКОЙ ТИКСОЗАГОТОВКИ В ШТАМП | 2012 |
|
RU2501627C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТИКСОЗАГОТОВОК | 2014 |
|
RU2590432C2 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
Изобретение относится к области металлургического машиностроения и может быть использовано в производстве тиксоформованием деталей ответственного назначения, например поршней дизельных двигателей. Штамп для тиксоштамповки содержит верхнюю и нижнюю плиты со смонтированными на них пуансоном и матричной втулкой, которые образуют гравюру штампа. Штамп оснащен выталкивателем и закрепленными на верхней плите пуансонодержателем и гидроцилиндрами. Штоки гидроцилиндров посредством тяг связаны с пуансоном. Пуансон закреплен в пуансонодержателе посредством байонетного затвора с возможностью фиксированного поворота в прямом и обратном направлениях вокруг вертикальной оси штампа под воздействием гидроцилиндров. В результате обеспечивается повышение качества готовых изделий за счет создания в заготовке сдвиговых деформаций, позволяющих сохранить глобулизированную измельченную структуру и устранить пористость. 2 ил.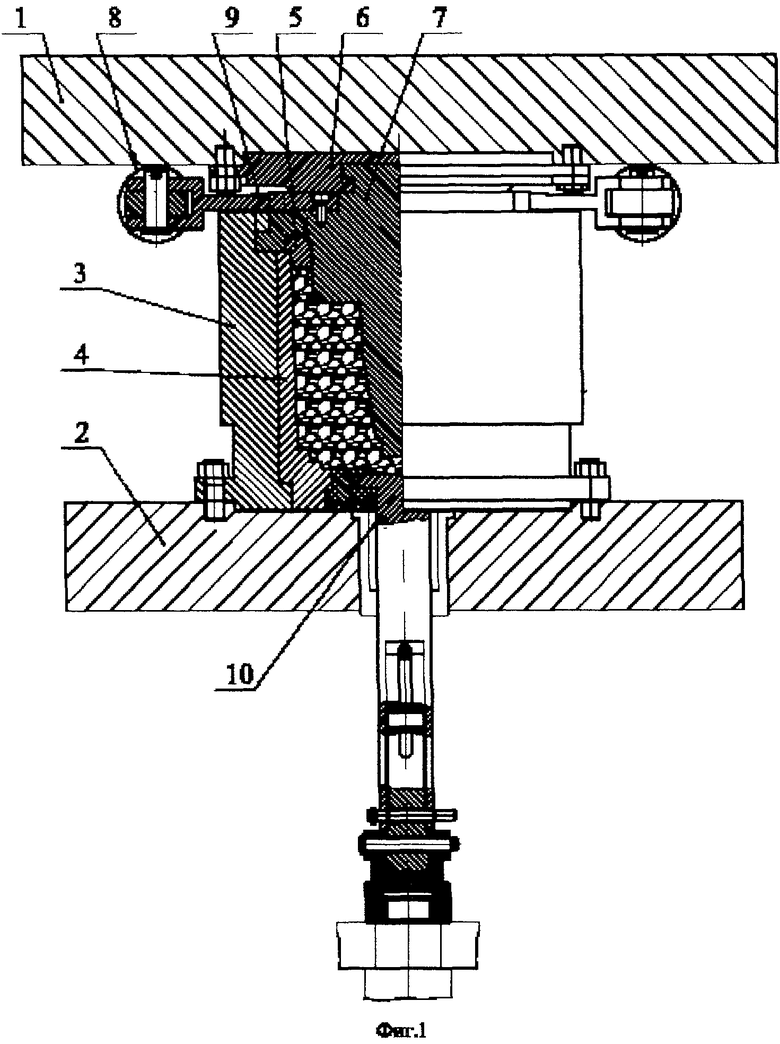
Штамп для тиксоштамповки крупногабаритных поршней, содержащий верхнюю и нижнюю плиты со смонтированными на них пуансоном и матричной втулкой, образующими гравюру штампа, и выталкиватель, отличающийся тем, что он снабжен закрепленными на верхней плите пуансонодержателем и гидроцилиндрами, штоки которых тягами связаны с пуансоном, при этом пуансон закреплен в пуансонодержателе посредством байонетного затвора с возможностью фиксированного поворота в прямом и обратном направлениях вокруг вертикальной оси штампа на заданный угол посредством гидроцилиндров.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ С МЕТАЛЛОКЕРАМИЧЕСКИМИ ВСТАВКАМИ | 2009 |
|
RU2402413C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396142C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Способ получения -замещенных амидов карбоновых кислот | 1975 |
|
SU710515A3 |

