Вода
&
(Л
00 00
00 ел
Фаг.1
Изобретение относится к металлургии, в частности к непрерывному литью полых заготовок.
Цель изобретения - повышение надежности устройства в работе.
На фиг, 1 схематически изображено предлагаемое устройство для непрерывного литья полых слитков в момент установившегося процесса разливки металла, общий вид; на фиг. 2- разрез А-А на фиг, 1; на фиг, 3 - разрез Б-Б на фиг, 1; на фиг, 4 - устройство в момент начала разливки металла, продольный разрез,
Устройство содержит наружный кристаллизатор 1 с продольной технологической осью 2, симметрично которой установлен вращающийся дорнодер жатель 3 в подшипниках 4 с помошью 5, Внутри дорнодержателя 3 установлен конус 6 с осью 7 враще- , пересекающейся с технологической осью 2 под углом oi в точке О, рпспо-юженной на уровне 0,6 - 0,8 длины кристаллизатора от его верха. Дорн 8 жестко соединен с конусом 6, который свободно посажен в дорнодер- жатель 3 и может поворачиваться вокруг оси 7, В верхней части конуса 6 выполнен ЦИЛИНДР 9, на который посажен коллектор 10 с возможноегью вращения вокруг оси 7, Трубопроводы 11 выполнены с возможностью изгиба
на угол ai , На фигурах также обозначены затравка 2, слиток 13, зазор 14 между слитком и дорном,
Устройство работает следующим образом,
В кристаллизатор 1 устанавливают снизу затравку 12 и фиксируют ее на расстоянии 0,7 длины кристаллизатора от его верха. Сверху устанавливают дорн 8 так, чтобы точка О пересечения осей 2 и 7 располагалась на уровне затравки 12, В этом положении производят заделку зазоров между дорном 8, затравкой 12 и кристаллизатором 1, а также нанесение на дор и затравку противопригарной краски. Затем включают подачу воды в трубопроводы 11, дорнодержатель 3 начинают вращать с помощью привода 5 и в полость между дорном 8 и кристаллизатором 1 подают жидкий металл Уровень металла постепенно подымается, а на холодных стенках, дорна, затравки и кристаллизатора образуется корка слитка.
Вследствие того, что в плоскости затравки экспентриситет равен нулю, дорн совершает лишь качающиеся движенин и практически не разрупшет заделку зазора между дориом и затравкой. По мере подъема уровня металла эксцентриситет увеличивается на величину 1 2h, где h - расстояние от точки О до уровня металла.
После наполнения кристаллизатора 1 металлом затравку 12 перемещают вниз и вытягивают слиток. При этом дорн 8, совершая вращательное движение вокруг оси 7 и одновременно вокруг оси 2, обкатывается по окружности радиусом R 1, где R - радиус дорна в рассматриваемом сечении; 1 - эксцентриситет в этом сечении,
В точке касания дорна 8 и корки слитка 13 возникает трение, а относительное движение дорна и корки слитка здесь отсутствует. Вследствие скольжения конуса 6 в дорнодержателе 3 дорн обкатывается по поверхности полости слитка. На противоположной стороне дорна от места его касания со слитком постоянно имеется зазор 14, Максимальное значение последнего равно 2, Зазор является гарантией незащемления дорна.. Умень- щение величины эксцентриситета по мере заглубления дорна позволяет уменьшить зазор 14 в нижней части дорна и тем самым удерживать смазку от ее интенсивного проливания под дорн, а также увеличить эффективность охлаждения внутренней поверхности слитка. Отсутствие эксцентриситета в месте заделки затравки позволяет надежно начать процесс разливки металла, не разрушая заделку зазора между затравкой и дорном,
Изобретение позволяет сохранить заделку зазора между дорном и затравкой в начале литья и исключить защемление дорна металлом.
50
Формула изобретения
Устройство для непрерывного литья полых слитков, содержащее кристаллизатор и дорн, установленный с воз- можностью вращения вокруг оси, пересекающейся с продольной осью кристаллизатора, отличающееся тем, что, с целью повьппения надежности работы устройства, дорн установлен с пересечением оси его вращения с продольной осью кригталлизлтора на расстоянии 0,6 - 0,8 длины
кристаллизатора от его верха.
/I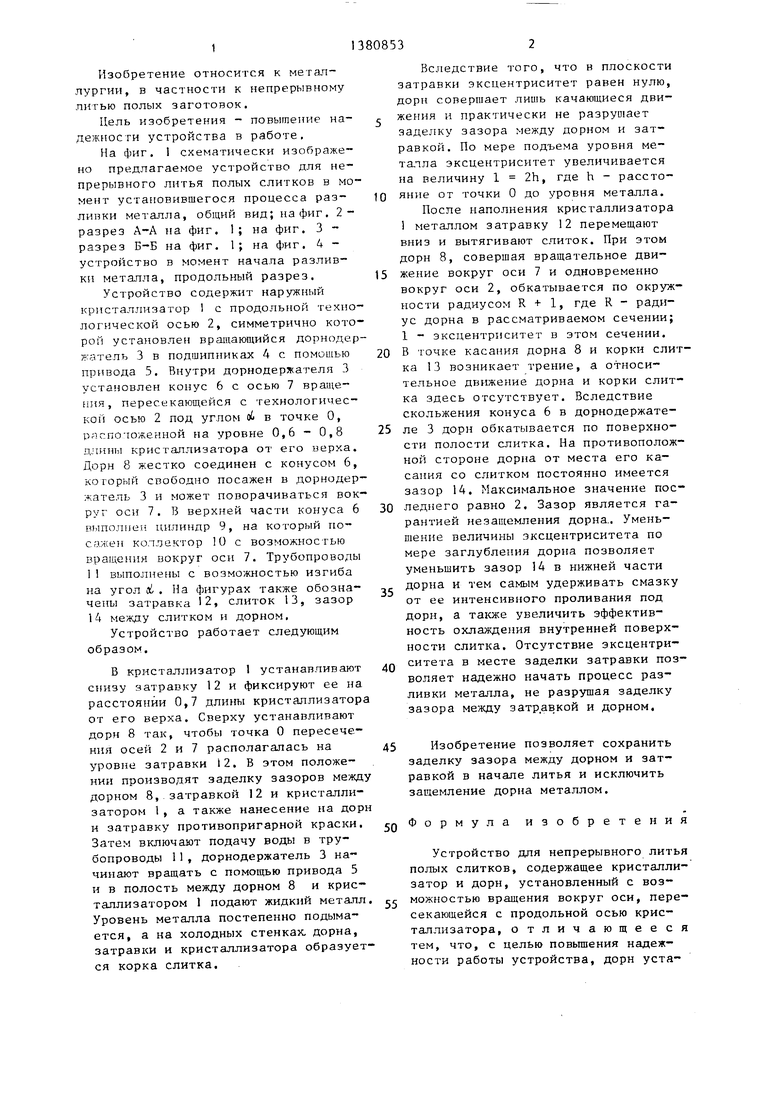
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья полых заготовок | 1987 |
|
SU1444064A1 |
| Устройство для крепления дорна | 1975 |
|
SU538812A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Дорн для машины непрерывного литья полых заготовок | 1986 |
|
SU1362564A1 |
| Способ непрерывного литья металлов | 1984 |
|
SU1134287A1 |
| Устройство для полунепрерывного литья полых заготовок | 1979 |
|
SU863162A2 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| Устройство для полунепрерывного литья полых заготовок | 1975 |
|
SU570450A1 |
| Способ непрерывного литья полых заготовок и устройство для его осуществления | 1984 |
|
SU1284652A1 |
| Устройство для вытягивания слитка установок непрерывной разливки металлов | 1983 |
|
SU1154035A1 |


Изобретение относится к металлургии, в частности к непрерывному литью полых заготовок. Цель изобретения - повышение надежности работы устройства. Устройство содержит кристаллизатор 1, дорн 8, дорнодер- жатель 3, привод 5 вращения дорно- держателя 3, затравку. Повышение надежности работы устройства достигается за счет того, что в плоскости затравки эксцентриситет равен нулю и дорн при вращении не разрушает заделку зазора между дорном и затравкой. 4 ил.
.3
8
фие
| Формообразователь | 1972 |
|
SU502703A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
