Изобретение относится к черной и цветной металлургии и может быть использовано при литье полых слитков
Цель изобретения - повышение выхо да годного металла.
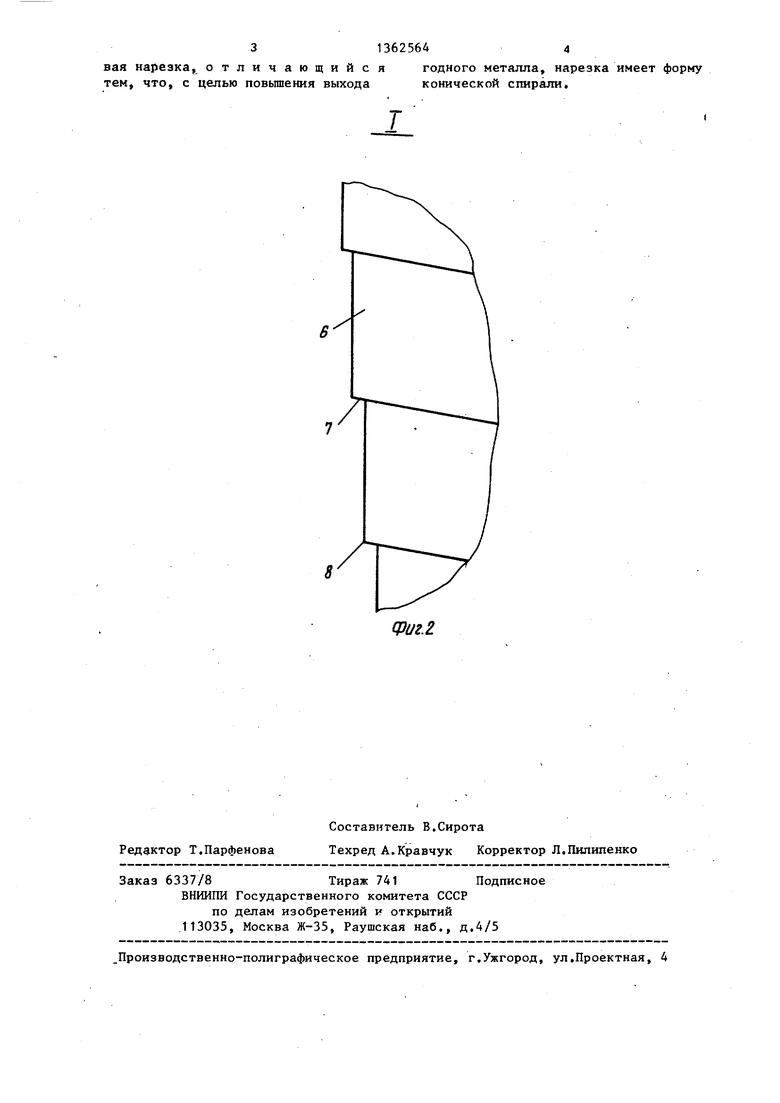
На фиг.1 изображено предлагаемое устройство для непрерывного литья полых слитков, общий вид; на фиг.2 - узел Г на фиг.1.
Устройство содержит дорн 1, размещенный в кристаллизаторе 2 и имеющий возможность вращения вокруг технологической оси. Слиток 3 перемещается посредством затравки 4 и ка- либрованных валков 5. Дорн имеет на рабочей поверхности .винтовую нарезку в форме конической спирали 6. Ширина уступов 7 конической спирали выби- рается с учетом параметров и режима процесса разливки таким образом, что
линия, проведенная через верщины 8 уступов 7 вдоль технологической оси, повторяет теоретическую линию усадки внутренней корки слитка.
Преимуществом дорна с винтовой поверхностью в виде конической спирали является то, что любое поперечное сечение его очерчено незамкнутой кривой, что исключает заклинивание дорна при усадке слитка по внутреннему диаметру. Кроме того, в таком дорне витки образованы движением отрезка прямой линии, параллельной продольной оси дорна, вокруг этой оо,и по спирали. Такие витки, имея каждый цилиндрическую поверхность., дольше находятся в контакте со слитком, улучшая его охлаждение, и исключают захват слитка при его продольной 40 слитка на дорн, так как скорость
усадке, так как на таких витках нет углублений. При этом захват из-за продольной усадки исключен и при нарушениях режима разливки.
Таким образом, пр едлагаемый дорн, благодаря выполнению винтовой нарезки в виде конической спирали, улучшает охлаждение слитка и исключает захват дорна слитком при его продольной усадке, следовательно, устраняет связанные с таким захватом дефекты слитка, а значит, увеличивает выход годного.
Устройство работает следующим образом.
Слиток 3 формируется иэ жидкого металла, подаваемого в кольцевую полость между дорном 1 и кристаллизатором 2. После намерзания на дорне
слоя металла толщиной 5 - 10 мм дорн . начинают вращать, сталкивая с него слиток, с угловой скоростью СО , которая определяется углом oL подъема винтовой линии спирали на дорне, радиусом дорна R и скоростью вытягивания слитка V по зависимости
СЭ
V tiT
Для обеспечения постоянной скорости вытягивания слитка в каждом поперечном сечении дорна выполнено условие
R tg о(, const.
Так как радиус дорна величина пе- ременнная, то и величину ot тоже сле- дует делать переменной, так чтобы tg об был обратно пропорциональным R в данном поперечном сечении дорна. Это позволяет обеспечить контакт слитка по всей длине дорна.
При вращении дорна со скоростью, больше расчетной, он создает силу сжатия, действующую на внутреннюю корку слитка. Эта сила помогает работе валков 5.
На слиток кроме силы сжатия действует крутящий момент, создающий касательные напряжения кручения. Чтобы эти напряжения не превысили допустимых, привод вращения дорна оборудован датчиком предельного момента (не показан) . При срабатывании этого датчика поступает команда на увеличение скорости вытягивания слитка, что , приводит к уменьшению силы давления
горячей усадки металла уменьшается. Синхронизация работы привода щения дорна и механизма перемещения слитка обеспечивается их электрической связью. Использовш1ие изобретения позволяет исключить захват дорна остьгоающим слитком, что исключает образование трещин на внутренней поверхности полого слитка, прорывы
корки слитка и, следовательно, увеличивает выход годного металла и уменьшает число аварий из-за прорыва корки.
Формула изобретения
Дорн для машины непрерывного литья полых заготовок, на рабочей поверхности которого выполнена винтотем, что, с целью повьшения выхода
конической спирали.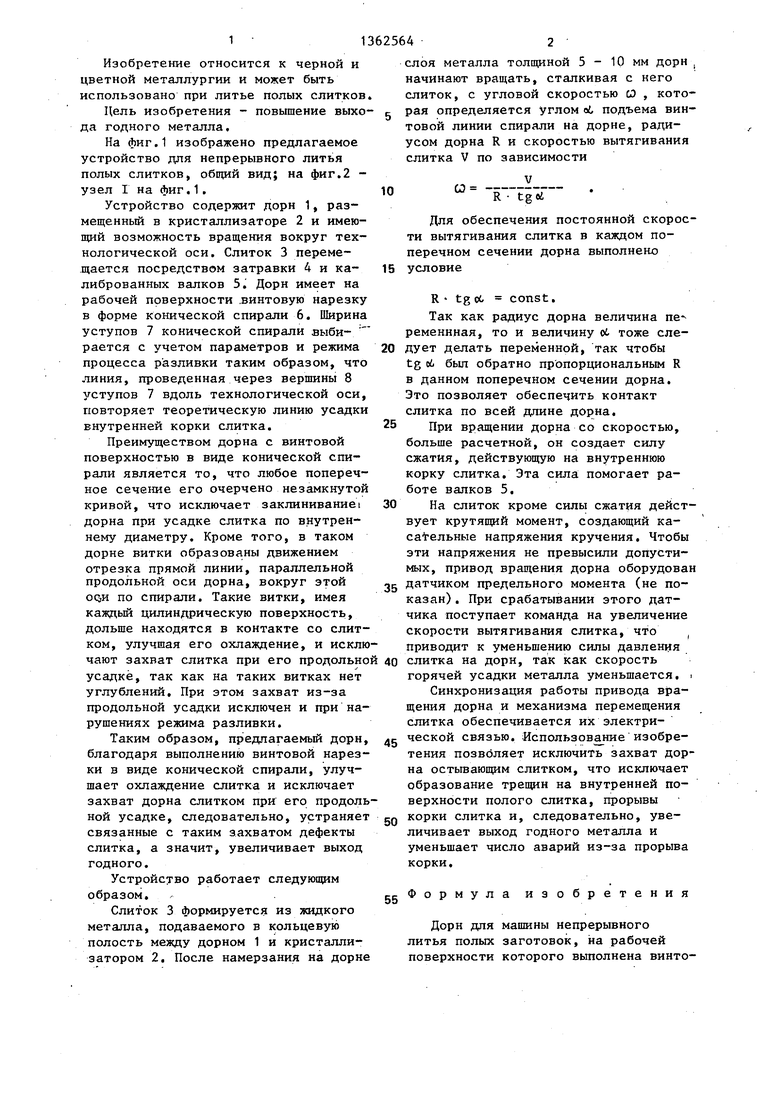
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Устройство для непрерывного литья слитков | 1980 |
|
SU925533A1 |
| Способ определения усадки полых слитков из металлов и сплавов | 1984 |
|
SU1271636A1 |
| Машина для непрерывного литья полых слитков | 1984 |
|
SU1214316A1 |
| Устройство для вертикального непрерывного литья полых заготовок | 1987 |
|
SU1452647A1 |
| Способ исследования деформации непрерывно-литого слитка | 1983 |
|
SU1168318A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| Способ непрерывного литья полой заготовки и машина для его осуществления | 1987 |
|
SU1482753A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2004 |
|
RU2245754C1 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
Изобретение относится к черной и цветной металлургии и может быть использовано при литье полых слитков, Цель изобретения - повышение выхода годного металла. Устройство содержит дорн 1, имеющий возможность вращения вокруг технологической оси. На рабочей поверхности дорна выполнена вин-, товая нарезка в форме конической спирали 6. Цель достигается за счет уменьшения числа аварий, вызванных охватом дорна корочкой слитка и про- -рывов жидкого металла. 2 ил. & (Л 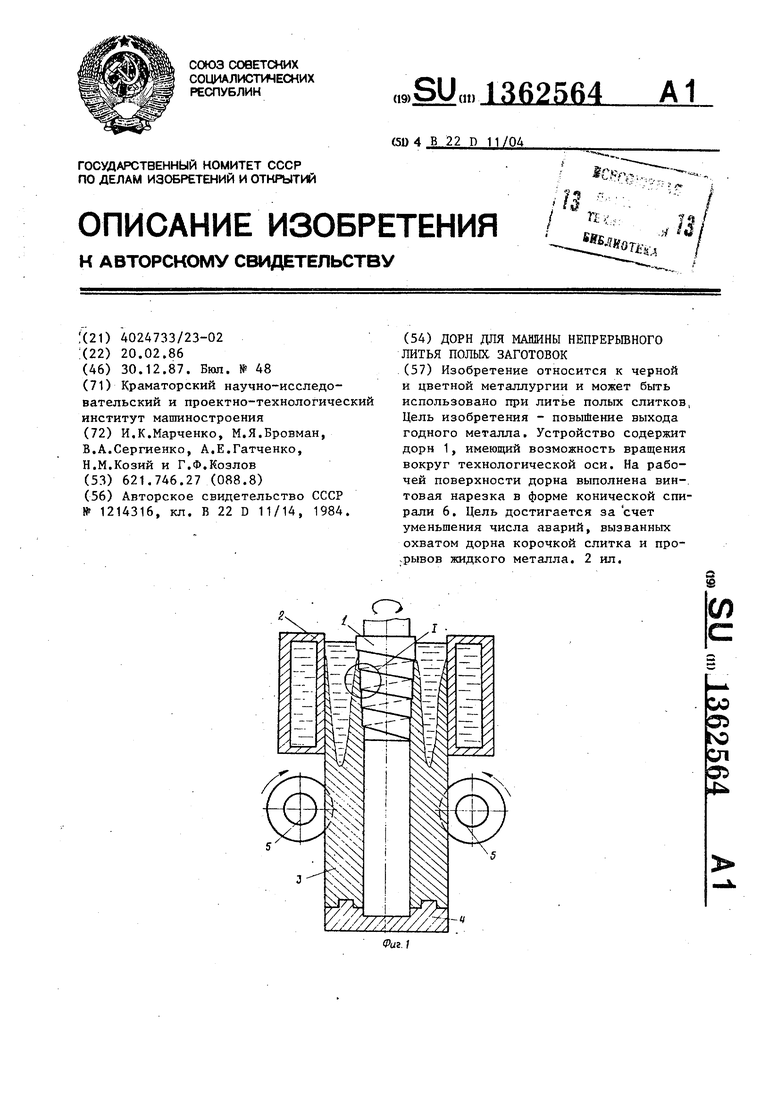
Редактор Т.Парфенова
Составитель В.Сирота
Техред А.Кравчук Корректор Л.Пилипенко
Заказ 6337/8Тираж 741 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д.4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
f-Puz.Z
| Машина для непрерывного литья полых слитков | 1984 |
|
SU1214316A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
