1214464
2, Устройство по п, 1 , о т л н ч а-1 о рычага, связанного с горизонталь- ю щ е е с я тем, что механизм при- ной тягой, на концах которой шар- жима выполнен в виде-шарнирно зак- нирно закреплены направляющие тяги, репленного в корпусе подпружиненно- связанные с суппортом.
I
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки полимерных пленок.
Цель изобретения - повьшение качества сварки и расширение технологических возможностей устройства путем обеспечения возможности сварки швов различной ширины.На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - механизм прижима; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1 %
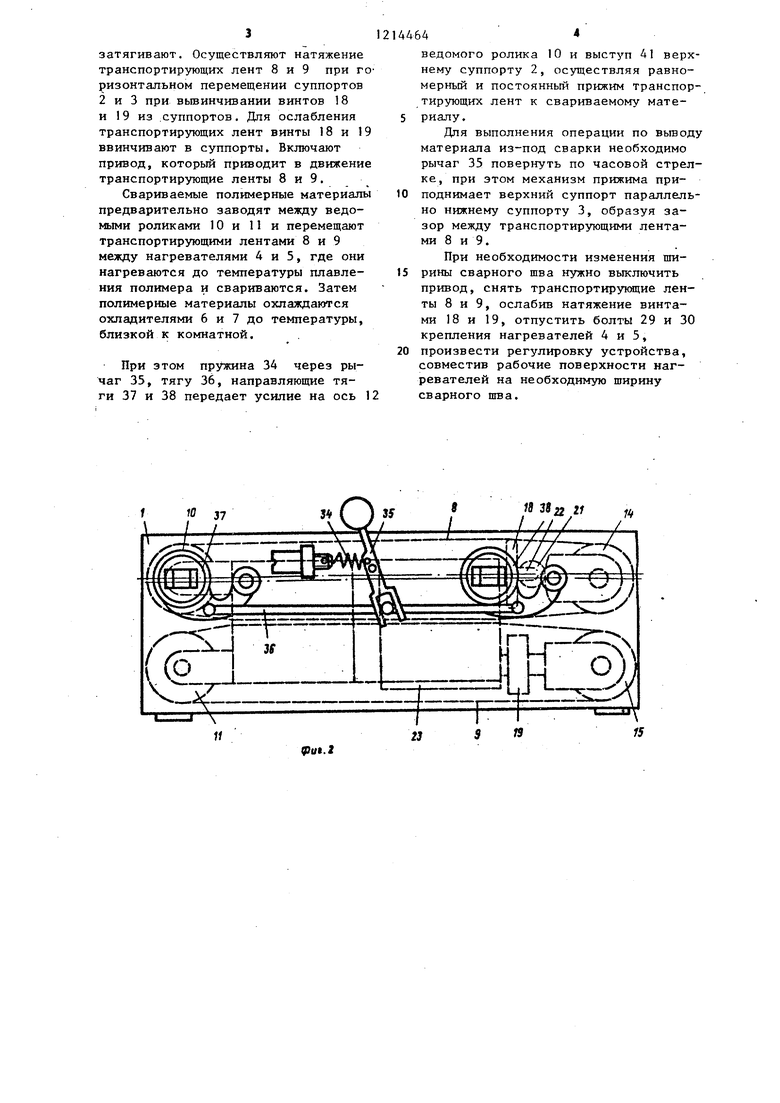
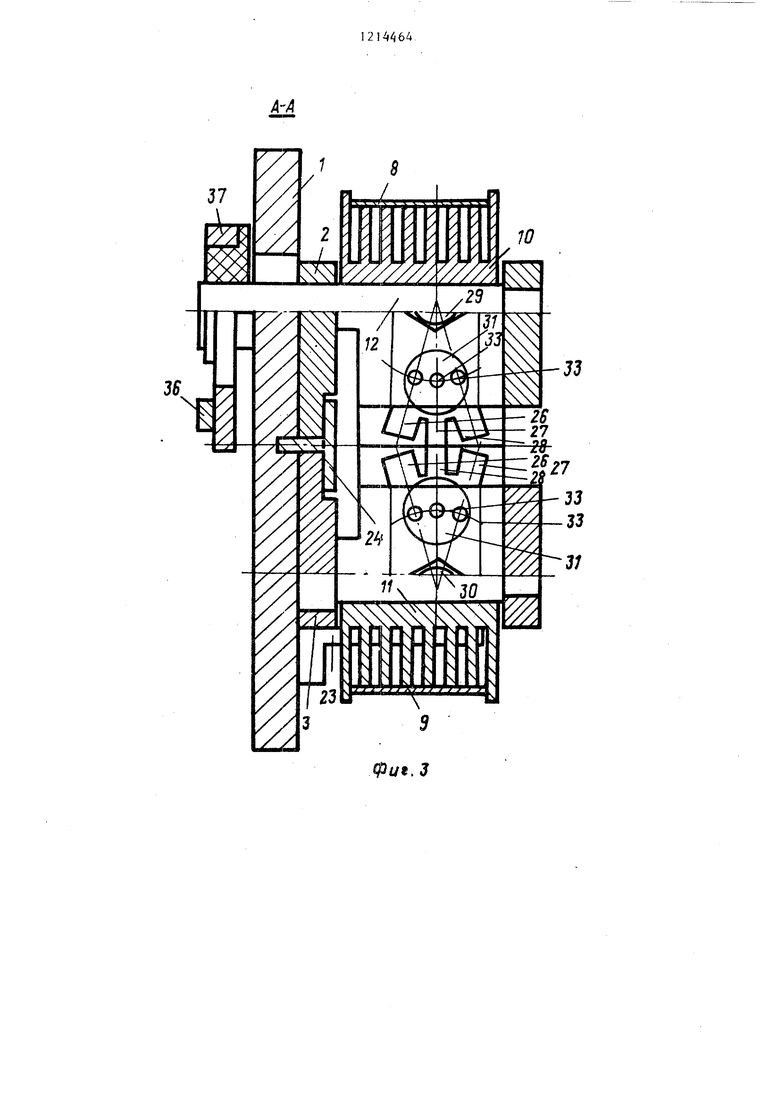
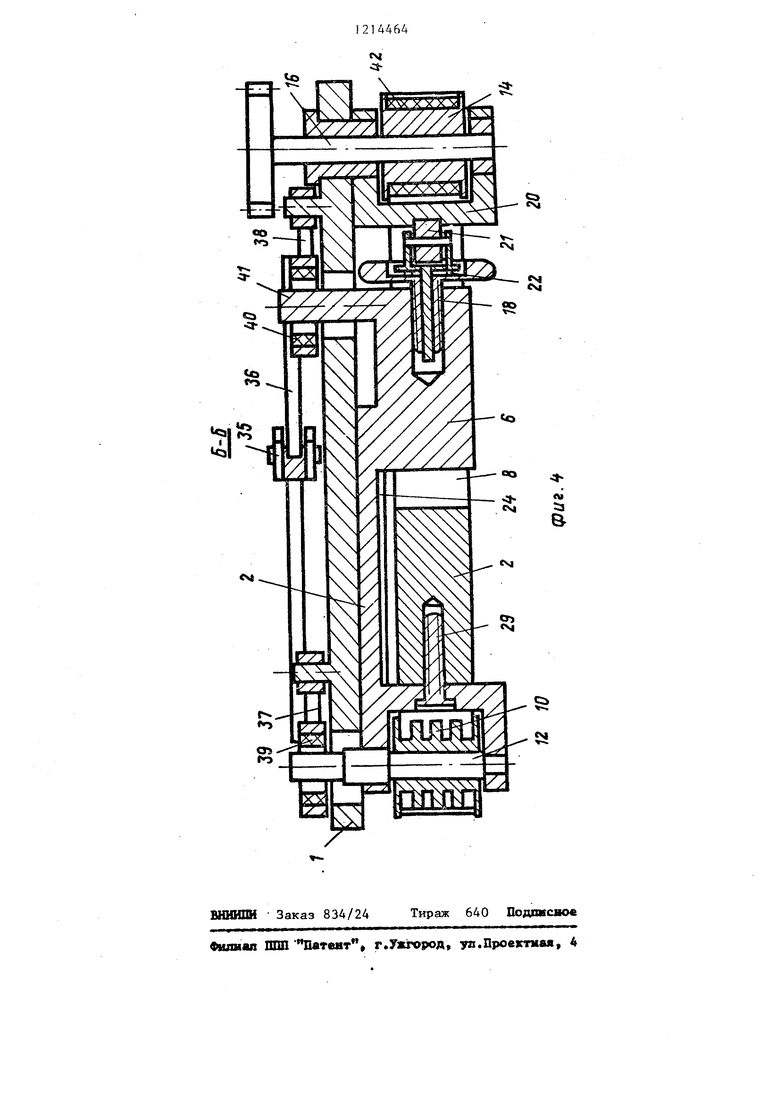
Устройство для сварки полимерных материалов содержит корпус I, в котором смонтированы установленные напротив друг друга суппорты 2 и 3 с нагревателями 4 и 5 и охладителя-ми 6 и 7, транспортирующие ленты 8 и 9, охватывающие ведомые ролики 10 и 11, установленные на осях 12 и 13 и ведущие ролики 14 и 15, установ- пенные на осях 16 и 17. Устройство содержит также натяжное приспособление для транспортирующих лент, включающее винты 18 и 19. Винт 18 упирается в опору 20 скольжения через ролик 21, вращающийся в вилке 22. Нижний суппорт расположен на полке Планка 24 крепится болтами 25 к корпусу 1, образуя паз, в котором установлены суппорты 2 и 3 с возможностью перемещения в продольном направлении. Нагреватели 4 и 5 выполне ны с несколькими (по меньшей мере с двумя) рабочими поверхностями 26 28различной ширины и закреплены в суппортах 2 и 3 со стороны ведомых роликов 10 и 11 посредством болтов
29и 30. Каждый нагреватель имеет сердечник 3 с намотанной на него спиралью, изолированной от корп-уса, и штифт 32 на стороне крепления нагревателя к суппорту, в котором выпонен ряд отверстий 33, расположенных на окружнбсти радиусом, равным
0
20
Q
5
5
0
5
стоянию от центра болта до центра штифта. Каждая рабочая поверхность имеет свое соответствующее установочное отверстие. Нагреватели установлены с возможностью поворота относительно болтов крепления в направлении, перпендикулярном продольной оси устройства. Штифты 32 нагревателей и болты 29 и 30 крепления являются элементами фиксации нагревателей после установки их в требуемое положение. На суппорте 2 смонтирован механизм прижима, включающий шарнирно закрепленный на корпусе 1 подпружиненный пружиной 34 рычаг 35, связанный с горизонтальной тягой 36, на концах которой шарнирно закреплены направляющие тяги 37 и 38, имекицие форму коромысел. Концы тяг 37 и 38 ИМЕЮТ скользящие втулки 39 и 40 с прямоугольными пазами, в которые входят соответственно выступающая ось 12 ведомого ролика 10 и выступ 41 на суппорте 2. Оси 12 и 13 ведомых роликов жестко закреплены в суппортах 2 и 3. Горизонтальная тяга 36, нап- )равлян)щие тяги 37 и 38 и верхний суппорт L образуют шарнирный параллелограмм. Ведущие ролики 14 и 15 имеют покрытие 42, обеспечивающее равномерный коэффициент сцепления. Устройст- во содержит также привод (не показан),j
Устройство работает следующим образом.
В зависимости от ширины сварного щва устанавливают рабочие поверхности относительно друг друга так J чтобы поверхности нагревателей одинаковой ширины совместились. Для этого отпускают болты 29 и 30 крепления нагревателей 4 и 5 до выхода штифтов 32 нагревателей 4 и 5 из отверстий 33 суппорта, устанавливают нагреватели так, чтобы штифты 32 вошли в отверстия, соответствукнцие рабочим поверхностям требуемой ширины. После этого болты 29 и 30
затягивают. Осуществляют натяжение транспортирующих лент 8 и 9 при горизонтальном перемещении суппортов 2 и 3 при вьшинчивании винтов 18 и 19 из .суппортов. Для ослабления транспортирующих лент винты 18 и 19 ввинчивают в суппорты. Включают привод, который приводит в движение транспортирующие ленты 8 и 9.
Свариваемые полимерные материалы предварительно заводят между ведомыми роликами 10 и 11 и перемещают транспортирующими лентами 8 и 9 между нагревателями 4 и 5, где они нагреваются до температуры плавления полимера и свариваются. Затем полимерные материалы охлаждаются охладителями 6 и 7 до температуры, близкой к комнатной.
При этом пружина 34 через рычаг 35, тягу 36, направляющие тяги 37 и 38 передает усилие на ось 12
10
2144644
ведомого ролика 10 и выступ 41 верхнему суппорту 2, осуществляя равномерный и постоянный прижим транспортирующих лент к свариваемому материалу.
Для выполнения операции по вьшоду материала из-под сварки необходимо рычаг 35 повернуть по часовой стрелке, при этом механизм прижима приподнимает верхний суппорт параллельно нижнему суппорту 3, образуя зазор между транспортирующими лентами 8 и 9 .
При необходимости изменения щи- рины сварного шва нужно выключить привод, снять транспортирукмцие ленты 8 и 9, ослабив натяжение винтами 18 и 19, отпустить болты 29 и 30 крепления нагревателей 4 и 5, произвести регулировку устройства, совместив рабочие поверхности нагревателей на необходимую щирину сварного шва.
15
20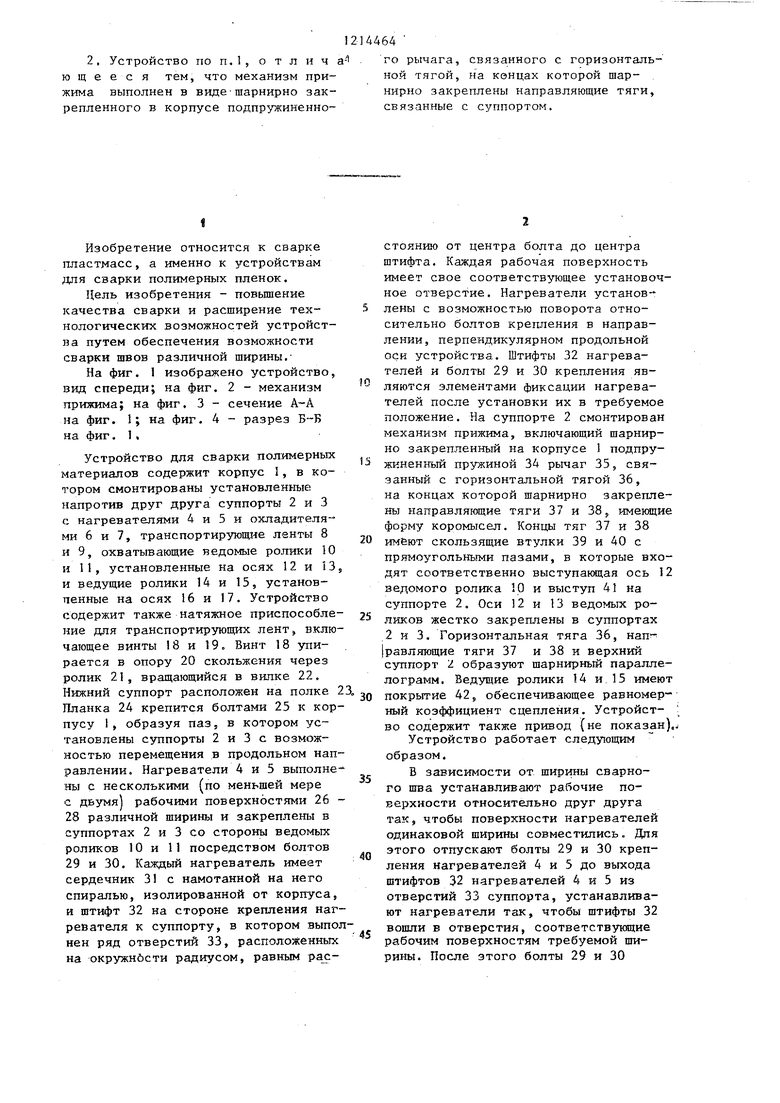
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2101180C1 |
| Устройство для сварки термопластичных материалов с использованием накладываемой на стык ленты | 1982 |
|
SU1052400A1 |
| Устройство для сварки полимерныхМАТЕРиАлОВ | 1979 |
|
SU839715A1 |
| Устройство для сварки полимерных материалов | 1982 |
|
SU1071442A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2101179C1 |
| Устройство для непрерывной сварки полимерных пленок | 1980 |
|
SU903158A1 |
| Устройство для сварки полимерных материалов | 1975 |
|
SU567615A1 |
| Машина для сварки трением | 1977 |
|
SU747656A1 |
| Автомат для стыковой контактной сварки | 1990 |
|
SU1773637A1 |
| Установка для непрерывной сварки полимерной пленки | 1986 |
|
SU1390060A1 |

/8 21 I // / /
/
W/7/7/Z7y7
w
33
фиш.З
7/
i
NXX X X
/////y
M
Заказ 83A/2A
Фкяиап ШШ Пвтент г., уа.Проектная, 4
Тираж 640 Подпксяое
