Изобретение относится к сварке пластмасс, а именно к устройствам для сварки полимерных-материалов.
Цель изобретения - повышение качества сварного тва путем увеличения удельного давления в зоне соединения.
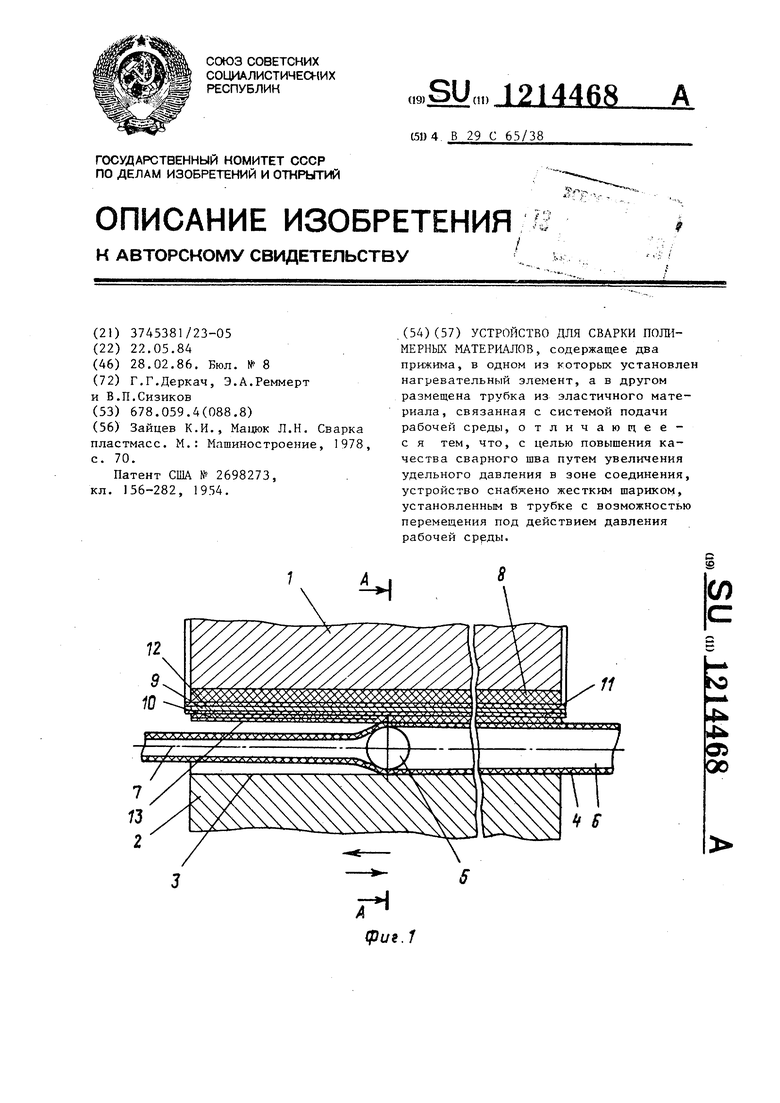
На фиг.1 изображено устройство, общий вид; на фиг.2 - сечение А-А на фиг,.
Устройство для сварки полимерных материалов содержит два прижима: регулируемый верхний 1 и нижний 2. В пазу 3 .нижнего прижима 2 уложена эластичная трубка 4, изготовленная, например, из селиконовой резины, в которой находится хесткий шарик 5. Трубка 4 имеет две полости 6 и 7 и связана с системой- подачи рабочей среды (не показана). Верхний прижим 1 снабжен амортизирующей прокладкой 8 и нагревательным элементом 9 в виде металлической ленты, соединенной с источником тока (не показан). Нагревательный элемент 9 изолирован с двух сторон слоем IО и слоем 1 изоляционного термостойкого нелипкого материала, например стеклолакоткани. Свариваемые материалы 12 и 13 размещены между прижимами 1 и 2.
Устройство работает следующим образом.
10
15
144682
UlapifK 5 находится в крайнем правом положении. При этом трубка 4 не касается свариваемых материалов 12 и 13. Обе полости 6 и 7 трубки 5 4 соединены со сливом.
Включением электрического тока элемент 9 нагревается до опреде ленной температуры. В полость 6 подается под давлением рабочая среда, в в предлагаемом устройстве - жидкость, полость 7 соединяется со сливом. Таким образом, шарик 5 продвигается по трубке 4 с заданной скоростью, величина которой подбирается в зависимости от свойств свариваемых полимерных материалов. Шарик 5 растягивает трубку 4, прижимая свариваемые материалы 12 и 13 к нагревательному элементу 9. При этом создается высокое, удельное давление в месте контакта шарика 5 со свариваемыми поверхностями. Трубка 4 с жидкостью воздействует на сваренньм шов с меньшим удельным давлением, способствуя луч- 25 шему формированию и остьшанию его. Выйдя из контакта с нагревательным элементом 9, шарик 5 оказывается в крайнем левом положении.
Следующий после передвижения свариваемых материалов процесс сварки происходит при подаче жидкости под давлением в полость 7 трубки 4, при этом полость 6 трубки 4 соединена со сливом.
20
30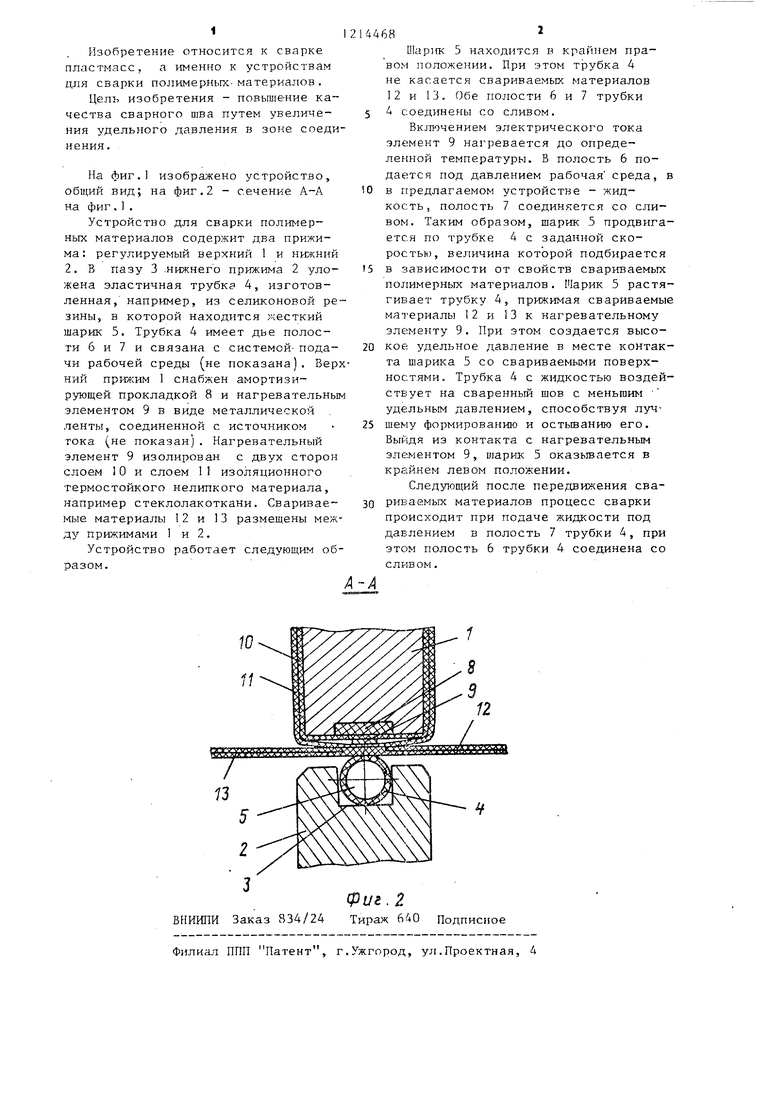
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления источника микропотока паров веществ и ручной сварочный инструмент для его осуществления | 2022 |
|
RU2796964C1 |
| Устройство для термоимпульсной сварки полимерных пленок | 1981 |
|
SU979136A1 |
| Устройство для контактной тепловой сварки термопластичных материалов | 1981 |
|
SU1014735A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
| Устройство для сварки рукавов из термопластичных материалов | 1990 |
|
SU1729780A1 |
| Устройство для стыковой сварки труб | 1987 |
|
SU1407836A1 |
| Индукционно-нагревательное устройство | 1990 |
|
SU1712102A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 1973 |
|
SU408820A1 |
| ИНДУКЦИОННАЯ СВАРКА ПОЛИМЕРНЫХ ЭЛЕМЕНТОВ ПОСРЕДСТВОМ ЭЛЕКТРИЧЕСКИ ПРЕРЫВАЕМОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 2017 |
|
RU2729263C1 |
| Устройство для сварки кольцевых швов | 1978 |
|
SU859092A1 |
Фиг. 2
ВЕШИЛИ Заказ 834/24 Тираж 640 Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| Зайцев К.И., Маивок Л.Н | |||
| Сварка пластмасс | |||
| М.: Машиностроение, 1978, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| ФРИКЦИОННЫЙ ГАСИТЕЛЬ КОЛЕБАНИЙ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2018 |
|
RU2698273C1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| ,.s fi Kt:i KKirr,;v-.ri9, KKK / (Л ю -й 4 а 00 (/г | |||
| / | |||
