1
Изобретение относится к сварочному производству, в частности к сварке замкнутых швов, имеющих конфигурацию любой формы, например для герметиза-ции малогабаритных тонкостенных стыков корпусов изделий электронной техники: интегргшьных схем, квантовых излучателей, кварцевых резонаторов и др., в электронной и других отраслях промышленности.
Известно устройство для сварки Кольцевых швов, содержащее размещенные на станине сварочную головку и закрепленные соосно один другому два корпуса со шпинделями, выполненными с концентричными каналами подачи и слива охлаждающей жидкости и закрепленными в корпусе зажимными полыми оправками fl .
Недостатком известного устройства является то, что в теплообменных полостях имеют место застойные зоны нагретой жидкости в местах максимально необходимого теплообмена, в то время как основной поток охлаячдающей жидкости не участвует в теплообмене, протекая в стороне от зacтoйнызt зон.
Это yctpoйcтвo не позволяет производить герметизацию корпусов ряда
изделий электронной техники сваркой, так как из-за недо зтаточного теплоотвода имеют место прожоги свариваемых деталей и разрушение структуры кристаллов многослойных полупроводниковых материалов, являющихся преобразователями энергии в этих изделиях.
Цель изобретения - повышение ка10чества сварки путем улучшения теплоотвода.
Поставленная цель достигается тем, что устройство для сварки кольцевых швов, содержащее размещенные на
15 станине сварочную головку и закрепленные соосно один другому два корпуса со шпинделями, выполненными с концентричными каналами подачи и слива охлаждакицей жидкости и закрепленными
20 в корпусе э ажимными полыми оправками, снабжено сепарирующими втулками, размещенныт-вд в полостях зажимных оправок и закрепленными на шпинделях, при этом на торцах втулок выполнены
25 калиброванные пазы, а высота втулок соответствует высоте глубины полостей оправок,
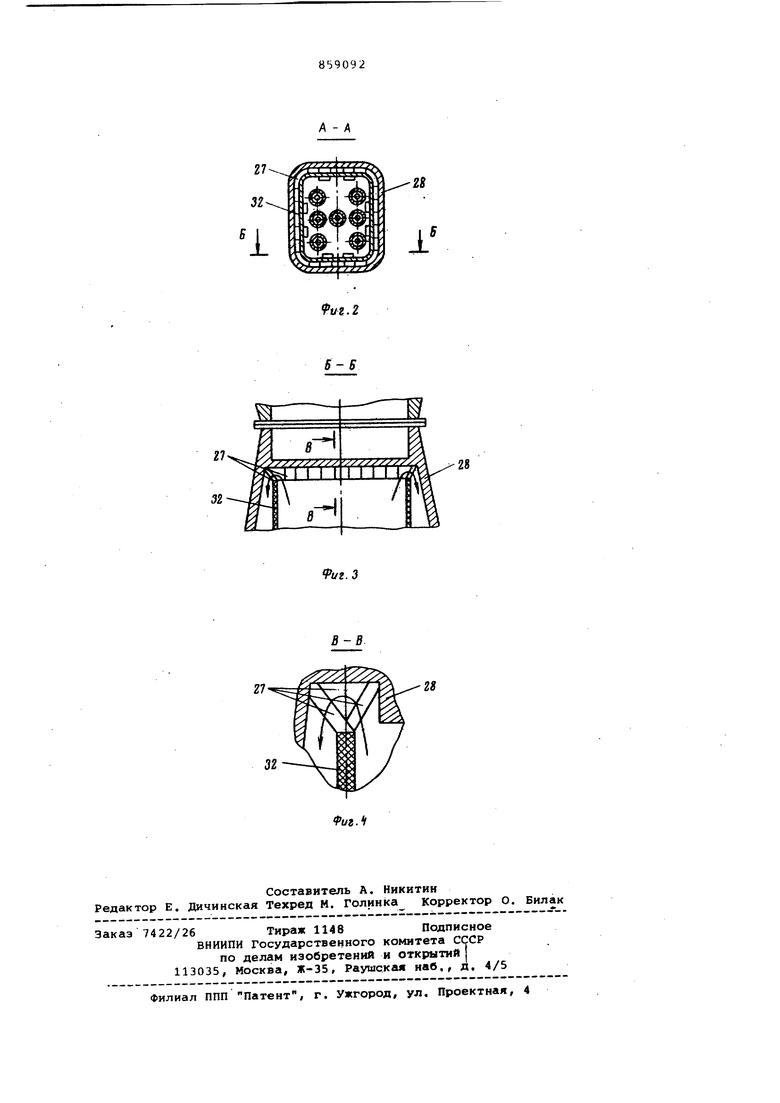
на фиг, 1 изображено предлагаемое устройство, общий ВИД1 на фиг,2 разрез А-А на-фиг, 1| на фиг, 3 30
разрез Б-В на Фиг, 2 на фиг, 4 разрез В-В на фиг, 3,
Устройство для сварки кольцевых швов состоит из станины 1. в соосных отверстиях которой вмонтированы в верхней части - совершающий возвратно-поступательные движения корпус 2-, а в нижней - корпус 3 с трубопроводами подачи 4 и 5 и слива жидкости 6 и 7,
В канале корпуса 2 на опорных шарикоподшипниках установлен шпиндель 8 с каналом слива 9, многоканальным переходом 10, термоизоляционной трубкой 11 с каналом 12 подачи жидкости ,
В канале корпуса 3, соосно шпинделю 8 корпуса 2, на опорных шарикоподшипниках установлен шпиндель 13 с 14 слива, многоканальным переходом 15, термоизоляционной трубкой 16 с кг налом 17 подачи жидкости ,
В зонах перехода жидкости от трубопроводов корпусов ползуна и опоры в каналы вршдающихся шпинделей смонтированы герметичные теллоизоляционные уплотнители - манжеты и многоканальные сепараторы 18-21,
На рабочем торце шпинделя корпуса 2 закреплена в фиксированном положении зажимная полая оправка 22 посредством гайки 23, В-оправке 22 с одной стороны выполнено гнездо, по форме и размерам соответствующее 1 рышке свариваемого изделия, а с другой - теплообменная полость, разделенная на зоны подачи 24 и слива 25 жидкости посредством сепарирующей втулки 26 с калиброванными пазами 27 выполненными на теплообменном торце. Высота втулки 26 соответствует глубине полости.
На рабочем торце шпинделя 13 корпуса 3 закреплена в фиксированном положении зажимная оправка 28 посредством гайки 29,
В оправке с одной стороны выполнено гнездо по форме и размерам соответствующее корпусу свариваемого изделия и гнезда для электрических выводов этого изделия, а с другой стороны - теплообменная полость, разделенная на Oribi 30 подачи и слива 3 жидкости посредством сепарирующей втулки 32,
fla приводных торцах шпинделей закреплены шестерни 33 и 34, обеспечивающие синхронное вращение деталей свариваемого изделия посредством кинематической связи с электроприи-одом устройства.
На координатном механизме устройства закреплена сварочная головка 35 сопло которой перемещается во время сварки изделия 36 возле линии свариваемого стыка 37 посредством электропривода по заданной программе сварки
Трубки 11 и 16 и сепараторы 26 и 32 выпвлнены из термоизоляционного
материала, например Фторопласта, что исключает нагрев жидкости в каналах 12 и 17 и зонах 24 и 30 теплообменнь полостей оправок от воды, протекающе в зонах 25 и 31 и каналах 9, 14, 10 и 15 шпинделей 8 и 13,
Оправки 22 и 28 изготовлены из материала, обладающего хорошей теплопроводностью, например из меди.
Устройство работает следующим образом,
В исходном состоянии корпус 2 поднят в крайнее верхнее положение. Вмете с ним подняты шпиндель 8 с зажимной оправкой 22, В открытое гнездо нподвижной оправки 28 устанавливают герметизируемого изделия 36 и совмещенную с ним по линии свариваемого стыка 37 крышку. Затем корпу 2 опускают в крайнее нижнее положение. При этом корпус, изделия, крышка и часть отбортовок изделия 36 обжимаются оправками 22 и 28 и контактируют с ними, чем обеспечивается хороший теплообмен между изделием
36и оправками 22 и 28,
Сварка стыка 37 осуществляется следующим образом.
Источник нагрева 35 совершает только продольные движения эо время сварки прямолинейных участков и воз вратно-поступательные продольные и поперечные при одноврег енг.Оп вращении посредством шестерен 33 и 34/ шпинделей 8 и 13 и свариваемого изделия 36 во время сварки кркэолинейных участков.
Сварка осуществляется с перекрытием 25-50% длины шва.
Во время сварки охлаждение стыка
37и поверхности свариваемого издели происходит следующим образом.
Холодная жидкость, например вода, под давлением в трубопроводе протекает последовательно через трубопроводы 4 и 5, сепараторы 18 и 21, каналы 12 и 17 трубок 11 и 16, внутренние зоны 24 и 30 теплообменных полостей оправок 22 и 28 и калиброванные пазы 27 сепарирующих втулок 26 и 32, где происходит максимальный теплообмен между оправками и охлаждающей жидкостью. Затем, нагретая жидкость вытекает через внешние зоны 25 и 31 теплообменных полостей оправок 22 и 28, многоканальные переходы 10 и 15 и каналы слива 9 и 14 шпинделей 8 и 13, многоканальные сепараторы 19 и 20 и трубопроводы 7 и 6 в ванну устройства восстановительного охлаждения,
После оконча.ния .цикла сварки корпус 2 с оправкой 22 автоматически поднимается, а шпиндели 8 и 13 и источник нагрева 35 возвращаются в исходное состояние.
Свариваемое изделие 36 извлекают из гнезда оправки 28.
Далее повтор -,;ог очередной цикл герметизации псследукыих изделий 36,
Для свар1чи изделий другой конфигурации оправки 22 и 28 с сепарирующими втулками 26 и 32 являются сменными деталями, как и элементы программы сварки.
В пределах конструктивных возможностей,теплообменные полости в оправках 22 и 28 максимально приближены к торцам оправок, тактирующим с отбортовкой свариваемых деталей, изделия 36 у стыка 37, а калиброванные пазы 27 сепарирующих втулок 26 и 32 образуют в местах контакта со стенками оправок 22 н 28 узкие щели и малые отверстия по всему периметру торцов,
Этим достигается контакт всего объ ема охлаждающей жидкости, протекающей через пазы 27, и все каналы устройства с наиболее нагреваемой частью оправок 22 и 28, отвод тепловой энергии от свариваемого стыка 37 и близлежащих участков корпуса и крышки свариваемого изделия 36.
В то время, как температура пламени горелки около , температура корпуса, крышки и мо нтажного пространства внутри свариваемого изделия на предлагаемом устройстве остается сравнительно низкой - менее 45°С, что обеспечивает сохранность кристаллических полупроводниковых структур, из которых выполнены основные узлы герметизируемых изделий 36,
Известно, что в ряде случаев перекристаллизация этих структур наступает при , после чего такие изделия не пригодны для эксплуатации,
Внедрение устройства позволяет повысить выход годных дорогостоящих изделий в 1,5 раза, значительно увеличить линейную скорость сварки с 8 до 45 м/н, повысить качество свариваемых швов.
Формула изобретения
Устройство для сварки кольцевых швов, содержащее размещенные на станине сварочную головку и закрепленные соосно один доугсииу два корпуса со шпинделями, выполненными с концентричными каналами подачи и слива охлаждающей жидкости и закрепленными в корпусе зажимными полыми оправками, отличающееся тем, что, с целью повышения качества сварки путем улучшения теплоотвода, устройство снабжено сепарирующими втулками, размещенными в полостях зажимных оправок и закрепленньини на шпинделях, при этом на торцах втулок выполнены калиброванные пазы, а высота втулок соответствует высоте глубины полостей оправок.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 598374, кл. В 23 К 37/04, 12.12.76 (прототип),
-33
18
..{ 7.
гг
J.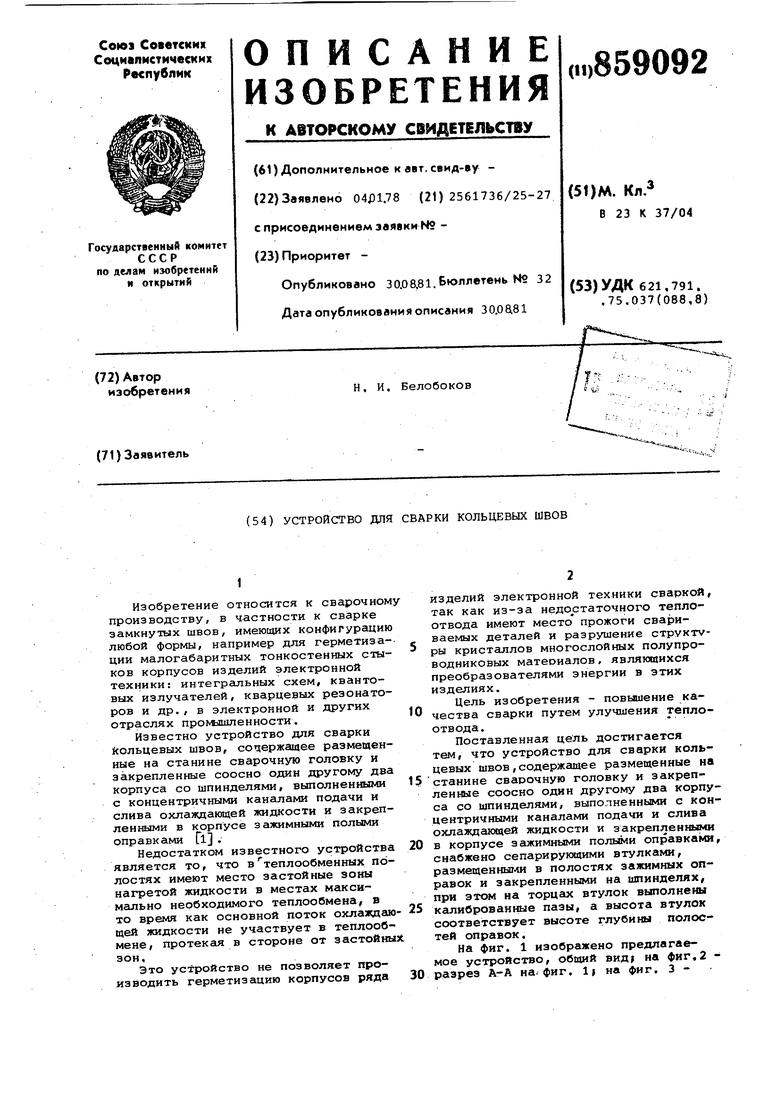
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1978 |
|
SU816731A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Центратор для сборки труб под сварку | 1985 |
|
SU1298028A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Комбинированный инструмент | 1987 |
|
SU1468669A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
52
