1
Изобретение относится к заготовительному производству машиностроительных предприятий и может быть использовано, для разделения проката круглого поперечного сечения на мерные заготовки.
Известно устройство для резки проката круглого поперечного сечения содержащее подвижную верхнюю и неподвижную нижнюю плиты, связанные направляющими колонками, корпус, закрепленный в верхней плите и снабженный разрезным втулочным ножом с механизмом его сжатия, втулочный нож, закрепленный на нижней плите соосно разрезному ножу, и упор (см.авт.св. СССР № 398357, кл. В 23 D 23/00, 1972).
Недостатком известного устройства является невозможность получения качественных заготовок при резке, проката из различных материалов из-за невозможности изменения величины силы зажима проката.
Целью изобретения является расширение технологических возможностей устройства для резки проката.
Указанная цель достигается тем, что в устройстве для резки проката круглого поперечного сечения, содержащем подвижную верхнюю и неподвижную нижнюю плиты, связанные направляющими колошсами, корпус, закреп- ленньй в верхней плите и снабженный {зазрезным втулочным ножом с механизмом его сжатия, втулочный нож, закрепленный на нижней плите соосно разрезному ножу, и упор, корпус выполнен с соосными пазами, размещенными по обе стороны относительно разреза разрезного втулочного ножа перпендикулярно его оси, а механизм сжатия 1эазрезного втулочного ножа выполнен в виде ползушек, размещенных в указанных пазах корпуса с возможностью перемещения и взаимодействия с разрезным втулочным ножом, при этом каждая из ползушек снабжена средством регулировочного перемещения в виде приводных подвижных в направлении, параллельном оси разрезного втулочного ножа, клиньев.
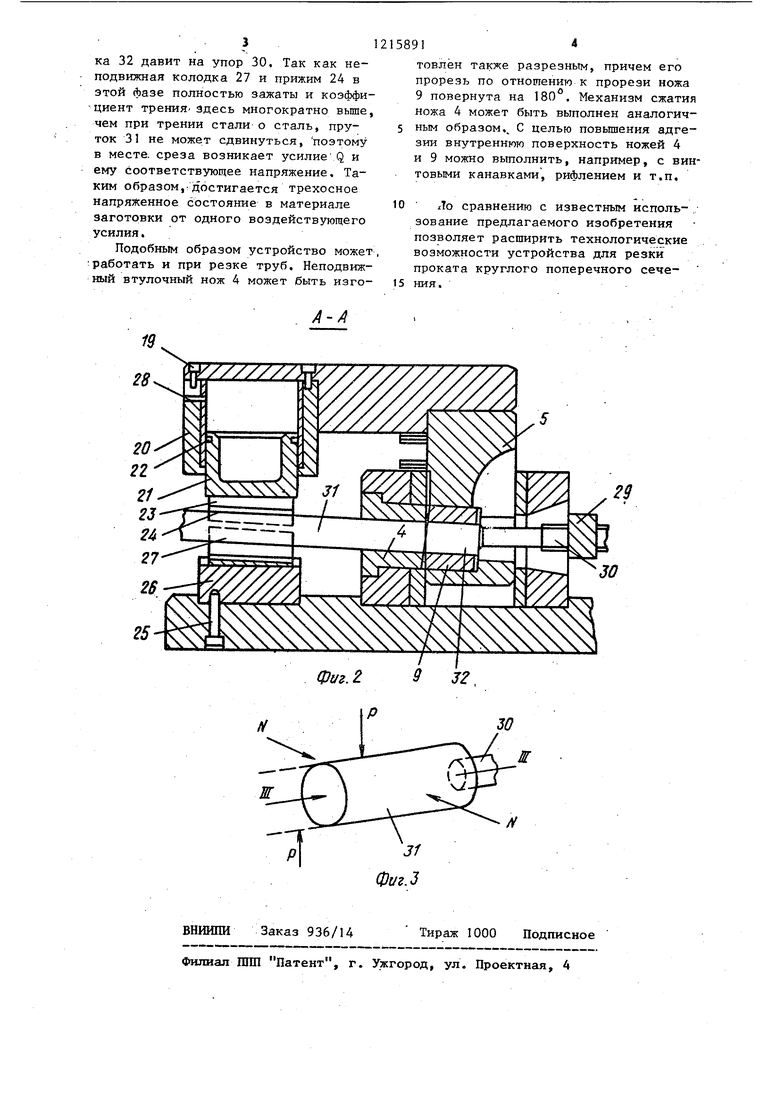
На фиг.1 изображено устройство для резки проката круглого поперечного сечения, поперечный разрез; на ,фиг,2 - разрез А-А на фиг.1; на фиг.З - схема воздействия усилий на заготовку.
25
58912
Устройство для резки проката круглого поперечного сечения содержит нижнюю плиту 1 , к которой б.олта- ми 2 прикреплен корпус 3 с выемкой , под неподвижный втулочньй нож 4 с направляющими 33 под корпус 5, смонтированный на верхней плите 6. Последняя удерживается в своем исходном положении пружинами 7 и колон10 ками 8. В корпусе 5 расположен разрезной втулочный нож 9 с плоскостями 10 разреза, перпендикулярными по отношению к его оси. Разрез выполнен с нижней стороны ножа 9, а плос т
г кости 10 разреза расположены с зазот ipOM 11. Механизм сжатия разрезного .втулочного ножа 9 выполнен в виде ползушек 12 с кулачковой торцовой поверхностью, которые от поворота
2Q предохраняются винтами 13, В корпусе 3 по обеим сторонам направляющих под корпус 5 расположены средства регулировочного перемещения ползу- шек 12 в виде клиньев 17 с болтами 18 и промежуточных элементов 15 с наклонной поверхностью 16, контактирующей с клиньями 17, и прижимными роликами 14.
К верхней плите 6 болтами 19 прикреплен пневмоцилиндр 20, поршень 21 которого с уплотнением 22 переходит в шток 23 с выемкой для верхнего прижима 24. К нижней плите 1 прикреплена болтами 25 нижняя неподвижная колодка 26 с накладкой 27. Полость
над поршнем 21 соединена отверстием 28 с источником сжатого воздуха.
В балку 29, прикрепленную к корпусу 2, ввинчен продольно регулируемый упор 30 для настройки требуемой длины отрезаемой заготовки 32 от прутка 31 или от трубного проката.
После окончания перемещения разрезаемого прутка 31, ограничиваемого упором 30, ползун пресса взаимодействует с верхней плитой 6, которая вместе с корпусом 5 начинает перемещаться по направлению к нижней плите, при этом нарастает усилие резки Р, создающее соответствукяцее напряже50 кие в металле заготовки. В то же время начинают перемещаться ползуш- ки 12 по направлению к и тем самым осуществляется обжатие будущей отрезанной заготовки 32 в раз55 резном втулочном ноже 9, вплоть до момента отделения заготовки. Под воздействием возникающей составлякяцей N усилия будущая отрезанная заготов30
40
45
3
ка 32 давит на упор 30, Так как неподвижная колодка 27 и прижим 24 в этой фазе полностью зажаты и коэффи циент трениЯ Здесь миогократно вьппе чем при трении стали о сталь, пруток 31 не может сдвинуться, поэтому в месте, среза возникает усилие Q и ему соответствующее напряжение. Таким образом,Vдостигается трехосное напряженное состояние в материале заготовки от одного воздействующего усилия.
Подобным образом устройство может
сработать и при резке труб. Неподвижный втулочный нож 4 может быть изго/f - А
15891
товлён также разрезньтм, причем его прорезь по отношению к прорези ножа 9 повернута на 180 , Механизм сжатия ножа 4 может быть выполнен аналогич- 5 ным образом,, С целью повышения адгезии внутреннюю поверхность ножей 4 и 9 можно выполнить, например, с винтовыми канавками, рифлением и т,п,
10 Ло сравнению с известным исполь- . зование предлагаемого изобретения позволяет расширить технологические возможности устройства для резки проката круглого поперечного сече15 ния.
25
Ж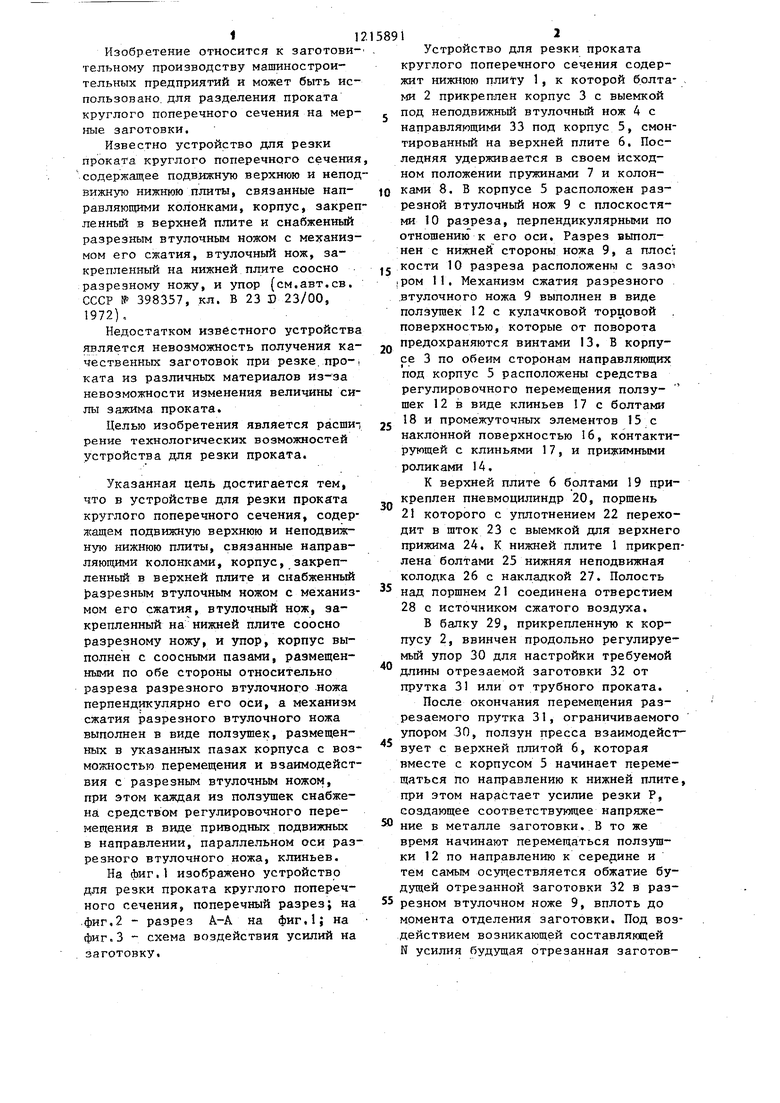
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2007 |
|
RU2339489C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2099165C1 |
| Устройство для резки проката на мерные заготовки | 1986 |
|
SU1338982A1 |
| Штамп для резки проката | 1979 |
|
SU837621A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для резки проката круглого поперечного сечения | 1983 |
|
SU1151380A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Штамп для резки проката | 1986 |
|
SU1402408A1 |

ВНИИПИ Заказ 936/14 Тираж 1000 Подписное Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
