Изобретение относится к обработке металлов давлением и может быть ис- йользовано в машиностроении для раз- Деления прутка на мерные заготовки с одновременным формированием на них фасок.
Цель изобретения - упрощение конструкции и экономия металла.
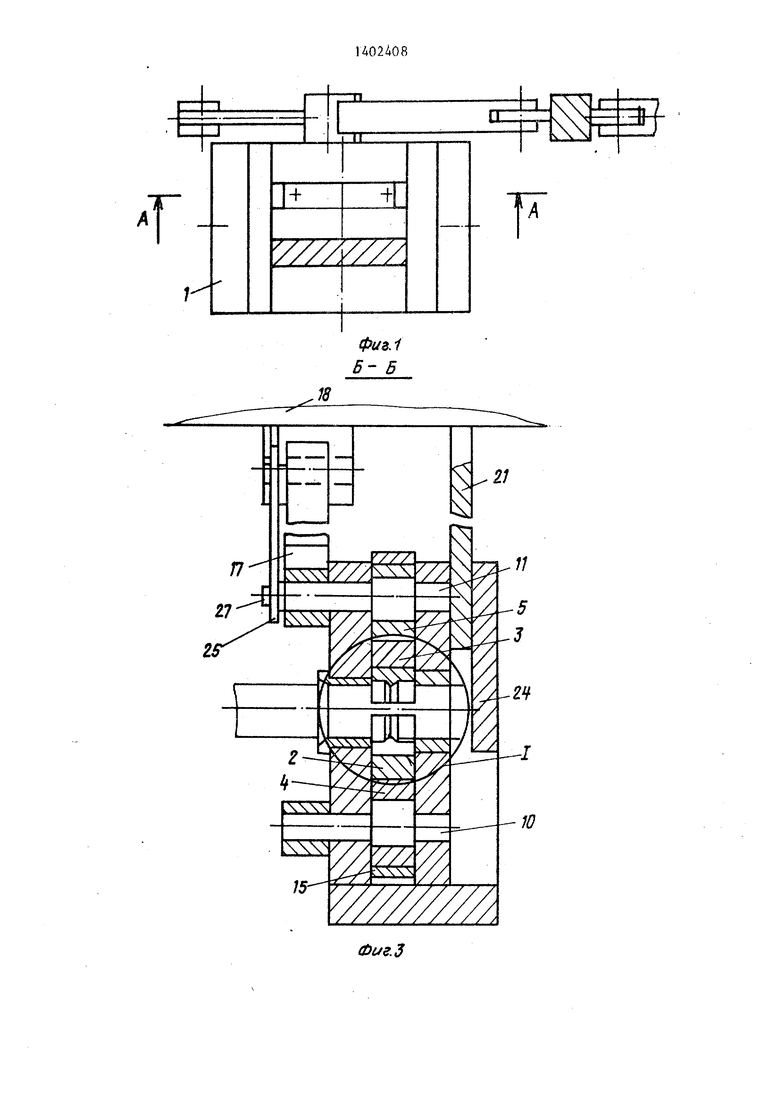
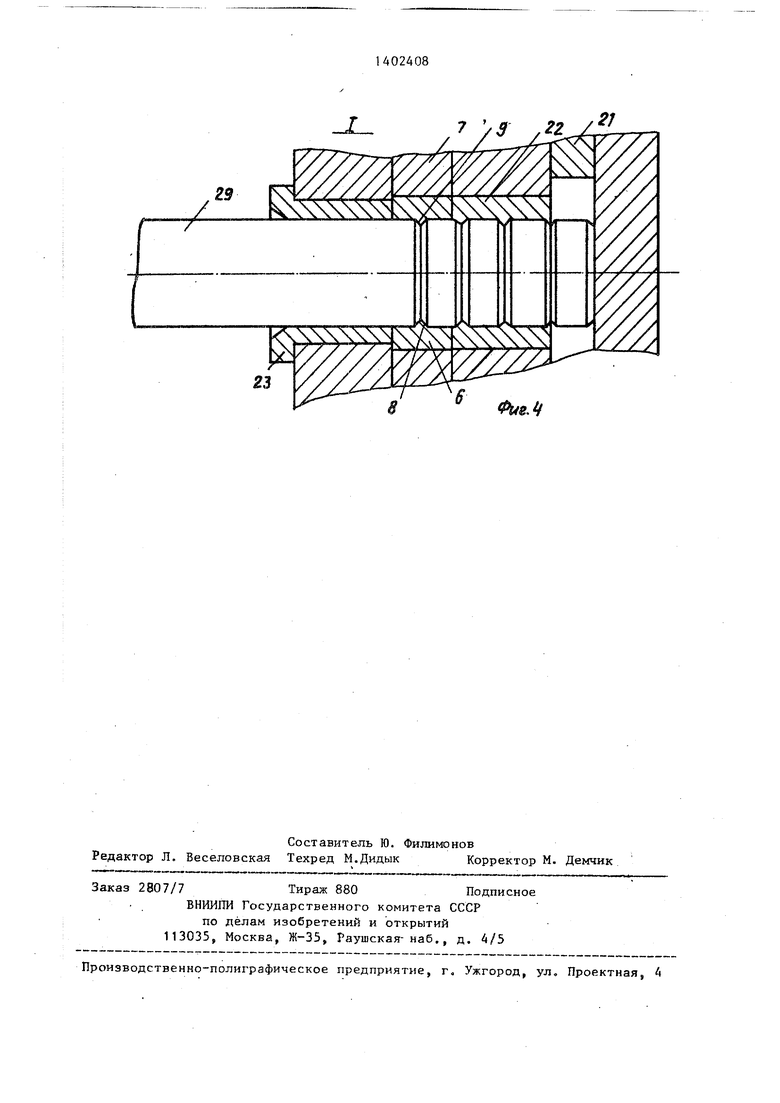
На фиг. изображен штамп резки Проката без верхней плиты, вид в йлане; на фиг, 2 - сечение А-А на фиг. ; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг, 4 - узел 1 фиг. 3,
Штамп для резки проката содержит Станину I, пуансоны 2 и 3 с размещен 1|ыми в них ползушками 4 и 5, В пуан- фонах 2 и 3 закреплены ножи 6 и 7, 1|1меющие на внутренней поверхности 1(шиновые выступы 8 и 9. В корпусе I 1|азмещены эксй(ентриковые валы 10 и |l, контактирующие рабочей частью с йолзушками 4 и 5, На валу 11 закреп- jjieH двуплечий рычаг 12, на валу 10 - 1|ычаг 13. .
; Оба рычага связаны серьгой 14„На йуансонах 2 и /3 установлены крышки. 15. На рычаг 12 установлен ролик 16, йонтактирующий с клином 17, закрепленным в верхней плите 18. На оси ll9 клин подпирается подпружиненным р|оликом 20. На верхней плите 18 за феплен нож 21. В корпусе 1 размеще- направляющие втулки 22 и 23 и jtoop 24i На верхней плите 18 закреп- цепа серьга 25, вращакицаяся на оси 26 и контактирующая с пальцем 27 посредством продольного паза 28,
Штамп работает следующим образом.
Пруток 29 подается до упора 24. Включают ход пресса. Клин 17 поворачивает рычаг 12 и связанный с ним рычаг 13, при этом эксцентриковые части валов 10 и 11 сводят пуансоны 2 и 3 с закрепленными на них ножами
Q
5 0 5
О
0
j
5
6 и 7. Клиновые выступы 8 и 9 сначала формуют надрезку на поверхности заготовки и калибруют заготовку по диаметру, при этом отрезаемая загот товка получает осевой зажим (заготовка удлиняется и упирается в упор 24). Положение надрезов должно быть таким, чтобы при подаче заготовки-до упора 24 надрезы обозначили место реза, т.е. находились под режущими кромка- ми ножей. При дальнейшем ходе ползуна пресса нож 21 отрезает заготовку.
При обратном ходе серьга 25 упирается поверхностью паза 28 в палец 27 и система рычагов и связанные с ней пуансоны с ножами возвращаются в исходное положение. В дальнейшем цикл повторяется.
Формула изобретен и я
Штамп для резки проката, содержащий корпус с неподвижным втулочным ножом, верхнюю плиту с подвиж- ныЫ ножом и механизм надрезки проката, отличающийся тем, что, с целью упрощения конструкции и экономии металла, механизм надрезки выполнен в виде двух пуансонов с закрепленными в них ножами с клиновыми выступами, образукщими калибрующее отверстие для проката, и установленных в корпусе с возможное-, тью возвратно-поступательного перемещения двух эксцентриковых валов, установленных в корпусе с возможностью взаимодействия с пуансонами, рычагов, закрепленных одними концами на эксцентриковых валах, серьги, шарнирно связанной со свободными концами рычагов, и подпружиненного клина, шарнирно закрепленного на верх- ней плите с возможностью взаимодействия с одним из рычагов.
ЛДAL
т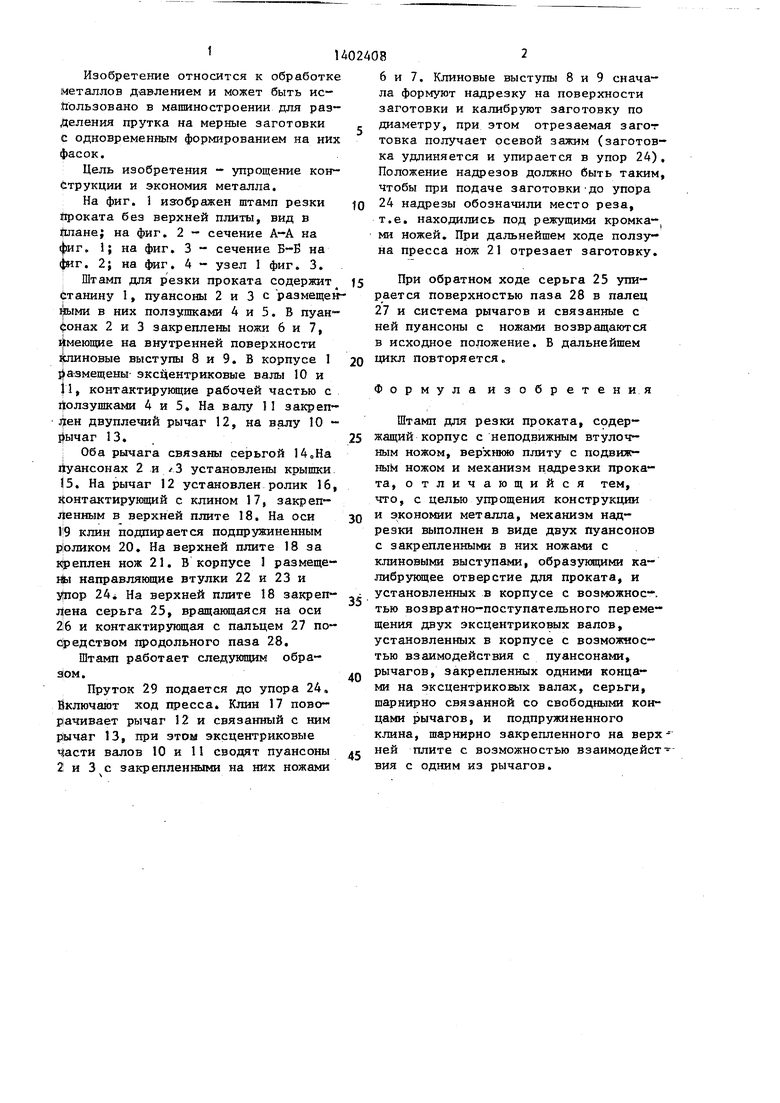
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| Устройство для изготовления зонта из проволоки и металлической ленты | 1975 |
|
SU527236A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для резки проката | 1982 |
|
SU1058725A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Комбинированный штамп для изготовления деталей типа втулок | 1972 |
|
SU442873A1 |
Изобретение относится к обработке металлов давлением. Цель - упрощение конструкции пггампа и экономия металла. Механизм надрезки и зажима проката по оси подачи выполнен в виде пары пуансонов 2 и 3 с симметрия но расположенными в них ножами 6 и 7, имеющими по внутренней поверхности выступы для выдавливания канавки. Пуансоны 2 и 3 установлены с возможностью возвратно- поступательного перемещения от ползушек через эксцен- рики, валы, рычаги, ролики и клинья, установленные на осях в верхней плите штампа. Клиновые выступы сначала ; формуют надрезку на поверхности заготовки и калибруют ее по диаметру. Отрезаемая заготовка получает осейой зажим, а при дальнейшем ходе ползу на пресса отрезается ножом. 4 ил. А-А f:f /7///// j :/ 77: j с ;е и с Ю X)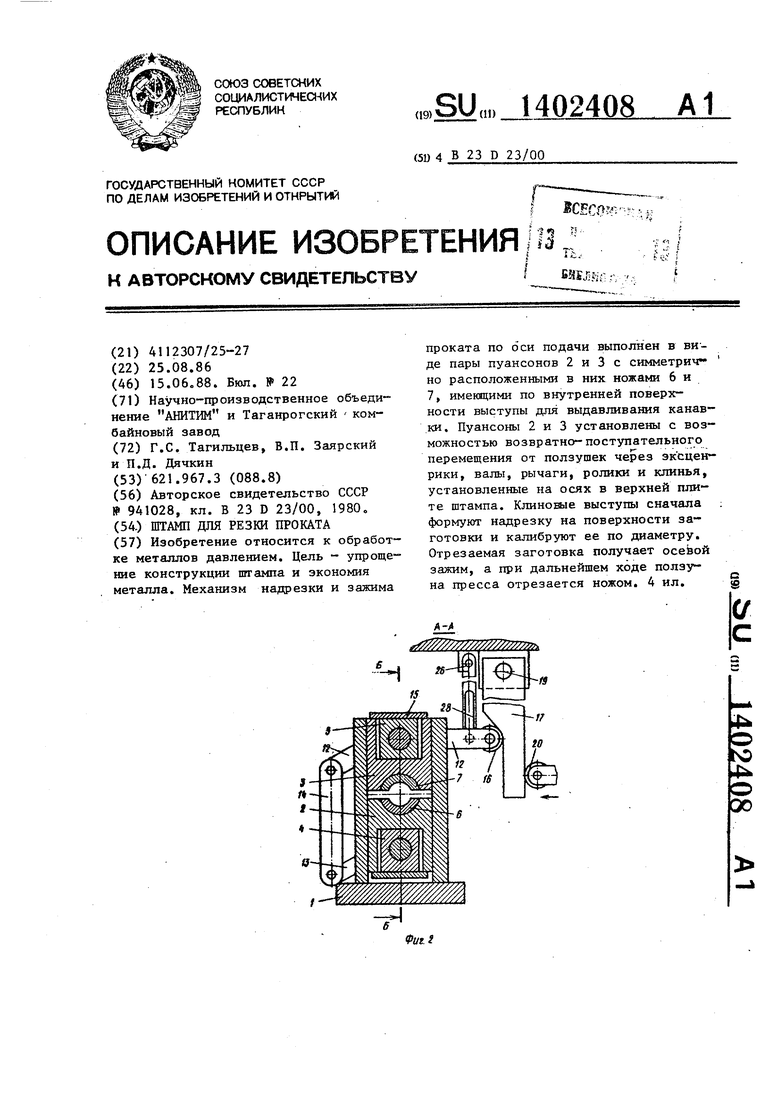
Г
+
У///////.
fi
Фиг.З
7 / ,2 /
2J
ФЫ8,
| Штамп для резки проката | 1980 |
|
SU941028A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
