И юбретемис относится к сварк, и именно к технологии ияготовлемин еиарных тйвроных и)офил{ Й и |1ане;1ей ряз жчной конфигуря- НИИ (прямолинейных и гофриронаиных) со 1Ц(лейыми сквозными отверстиями между стенкой и полкой тапра, и может быть использовано в различных отраолих промын - лснности,
lUvihto изобретении поиьнкенне нроизиодитольности при иаготоилении ребристых панелей, п которых между ребром и полкой образуют сквозиые щелевые от- нсрстия. .
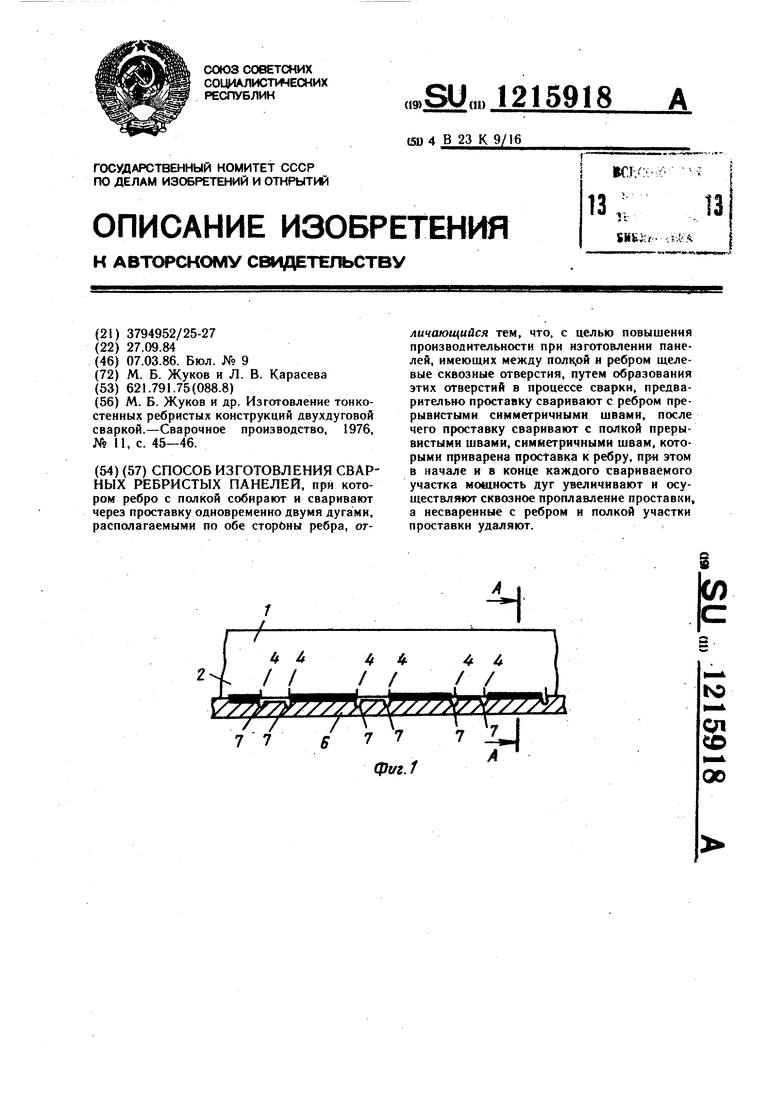
На фиг. 1 представлено ребро тавровой панели с приваренной проставкой; на фиг. 2- сечение А-А на фиг. 1; на фиг. 3 - сварное тавровое соединение с проплавлеиием про- ставки; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 и 6 - элементы соедннения соответственно прямолинейной и гофрированной тавровых панелей с отверстиями у основания ребра.
Способ осуществляют следующим образом.
Перед .сборкой таврового соединения (прямолинейного или гофрированного) на ребро 1, у его основания 2, выполненного в соответствии с конфигурацией полки 3 (прямолинейной или гофрированной), наносят разметки 4, где должны находиться отверстия 5. Закрепляют ребро I с проставкой 6. Затем к основанию 2 ребра 1 приваривают двумя дугами неплавящимися электродами, располагаемыми по разные стороны ребра, непрерывную проставку 6. Когда дуги достигают отметок 4 начала и конца расположения отверстий 5, мощность дуг увеличивают до расплавления половины толщины проставки 6 и образования в ней углублений 7, а между отметками 4 начала и конца расположения, отверстий 5 мощность дуг уменьщают до значения, при котором про- ставка 6 не приваривается к торцу ребра 1 (фиг. 1), обеспечивая прерывистый шов при непрерывном горении дуг. Затем собирают ребро I, к которому приварена проставка 6 с полкой 3, закрепляют и приваривают проставку 6 к полке 3 двумя дугами, располагаемыми по разные стороны ребра 1. Таким же образом при прохождении дугами отметок 4 начала и конца мест расположения отверстий 5 мощность дуг повыщают до расплавления половины проставки 6 и образования в проставке 6 углублений 7 со стороны полки 3. Когда дуги проходят между отметками 4 Начала и конца расположения отверстий 5, мощность дуг устанавливают такой, чтобы проставка б не приваривалась
0
5
0
5
0
.
5
0
К полке «J, обеспечивая, таким образом, про- рыпиетый тон, Зятем участки проставки 6 между ее раеплйвлениями 7, не приваренные к полке В и ребру I, удаляют, образуй от- ворстия 5 у оснований ребра 1 (фиг. 5 и 6), Пример. Изготавливают тавровую панель из етпли ( толщиной полки 2,5 мм, ребро 2,0 мм и размером нроетавки 4,0X6,0 мм, Перед сборкой полки е ребром на тореи ребра наносят разметку, где должны находиться отверстия для слива рабочего продукта. Затем к торцу ребра автоматической двухдуговой сваркой неплавящимися электродами приваривают проставку на режиме 1|сь Ьсв 70 А, V« 10 м/ч. При достижении дугами разметок начала расположения отверстий на обе дуги накладывают импульс тока и увеличивают его до значения 120 А. Во время импульса тока проставку расплавляют до половины толщины, образуя в ней углубление, а затем ток снижают до значения 25-30 А и дуги ведут до следующей разметки, т. е. до разметки конца расположения отверстия. Проставку между разметками к ребру не приваривают, из этого условия выбирают значения тока на дугах. При достижении дугами разметки конца расположения отверстия Ток на дугах опять увеличивают до значения 120 А и опять проставку расплавляют до половины ее толщины. Таким образом, прерывистыми щвами при непрерывном горении дуги к ребру приваривается проставка. Затем ребро с приваренной проставкой в приспособлении собирают с полкой и двухдуговой сваркой на тех же режимах и по той же схеме приваривают проставку к полке. В результате этого проставка имеет в местах разметки сквозные расплавления и участки, не приваренные к ребру и полке. Эти участки проставки удаляют, образуя отверстия у основания ребра. Применение предлагаемого способа в промышленности обеспечивает повышение производительности, снижение трудоемкости и себестоимости из- готовЛения сварных ребристых панелей с отверстиями у основания ребер за счет исключения работ по механической вырезке отверстий в теле ребра у его основания за счет исключения сборки ребра, имеющего отверстия у основания, с короткими участками проставок, чтобы не перегораживать отверстия в ребре, и за счет исключения коротких щвов. Предлагаемый способ приварки полосы прерывистыми щвами при непрерывном горении дуг не только повышает производительность, но и обеспечивает более высокое качество сварных соединений и ресурс их работы.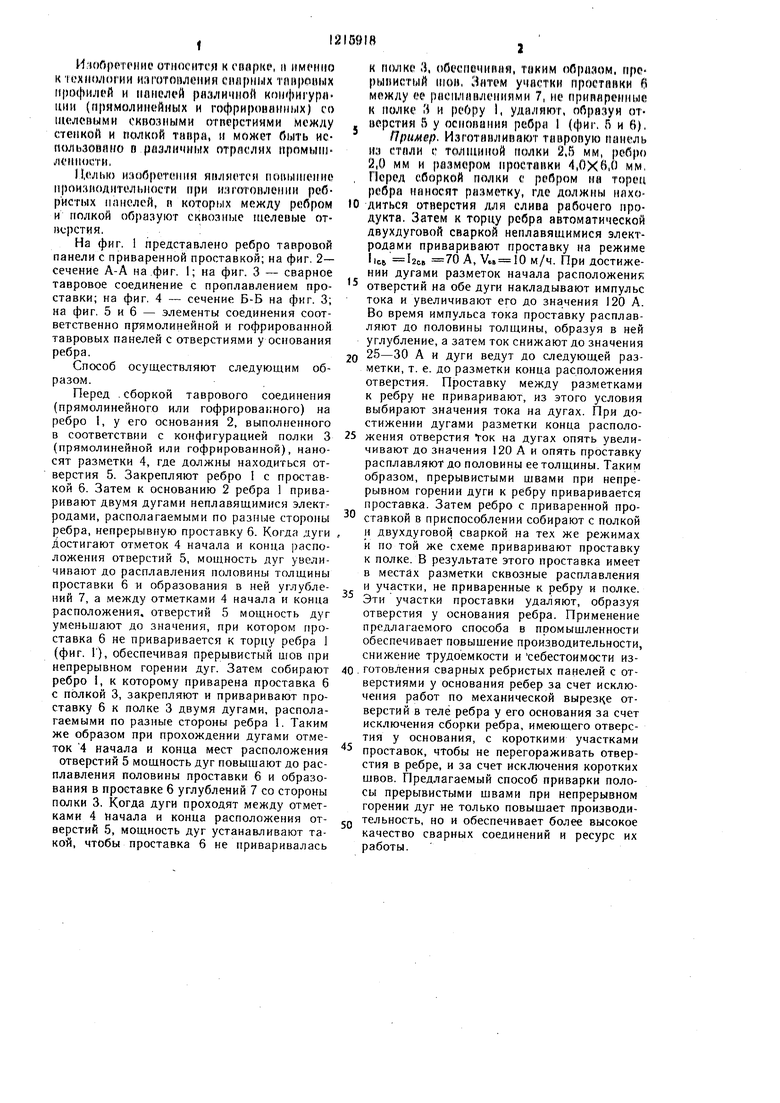
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической двухдуговой сварки тавровых соединений | 1981 |
|
SU1013165A1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
| Способ изготовления сварных конструкций | 2017 |
|
RU2674049C1 |
| Способ многоэлектродной сварки | 1984 |
|
SU1316767A1 |
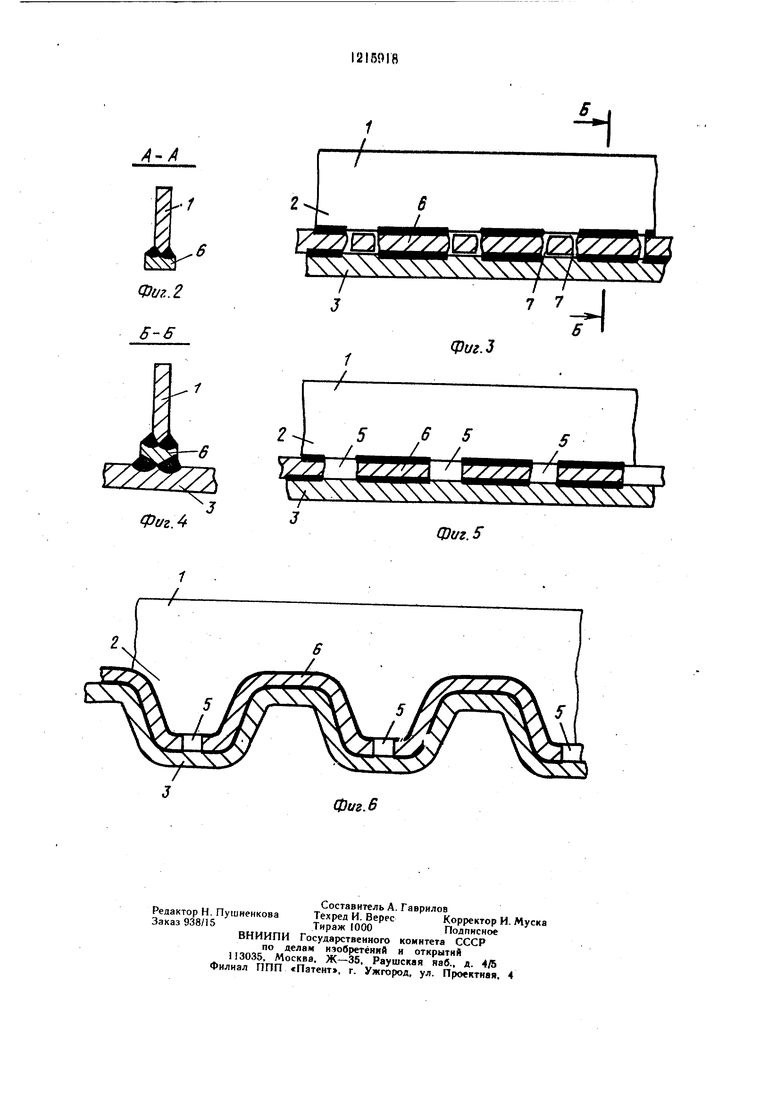
Фиг.З
Фиг А
Фиг. 5
фиг.6
| М | |||
| Б | |||
| Жуков и др | |||
| Изготовление тонкостенных ребристых конструкций двухдуговой сваркой.-Сварочное производство, 1976, № И, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
