Иаббрегение относится к технопопш автомагической двухдуговой сварки преимущественно криволинейных швов и може быть использовано при изготовлении roi} рированных ребристых панелей, криволинейных тавровых и двутавровых балок.
Известен способ автоматической сварки двумя электродами, расположенными под углом друг к другу с противоположных сторон стенки тавра fl 3Недостаток этого способа состоит в том, что он обуславливает концентрированное расплавление крймок, что вызывает образование лодрезов и снижает качество сварного соединения. Эгот недостаток усугубляется при сварке криволинейных
IUBOB,о
Известен способ сварки,тавровых соединений, по которому сварку проюводят . двумя электродами, расположенными в одной плоскости под углом друг к другу с разных сторон от стенки тавра. При сварке электроды перемещают вдоль л№НИИ шва и колеблют в одном направлении в плоскости перпендикулярной к оси ш шва С 2 .,.
Недостатком данного способа является то, что при сварке криволинейных швов, когда необходтзмо слежение за дугой , последнее невозможно осуществить при колебании эректродов.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является,способ автоматической двухдуговой сварки, при котором электроды располагают с раашлх сторон стешда тавра под углом друг к другу в плоскооти,- перпендикулярной линии стыка деталей и вдоль этой линии смещают один электрод относительно другого на расстояние, равное 2-5 толщинам свариваемых ДО талей f 3.
Недостатке известного способа явлJ ется то, что он предполагает постоянную величину смещения электродов, заданную в зависимости от толщины материала.
Однако при сварке криволинейных швов с различным радиусом кривизны (например, при сварке гофрированных панелей) изменяются условия теплоотвода. На прямолинейном участке теплоотвод в основной металл равномерный. На малых радиусах кривизны уменьшается расстояние между отдельными участками шва и ко№центрируется тепло в металле, находящемся внутри дугсюбразного шва. Чем меньше радиус кривизны, тем выше темдература разогрева шва и околошовной §0ны. Следовательно, при постоянном режиме сварки на криволинейных участках шва появляются прожеги стенки, изменяются габариты шва и величина зоны термического влияния, увеличивается деформация узла - все это снижает качество сварного соединения.
Целью изобретения является повышение качества сварного соединения путем обеспечения равномерного теппоотвода при сварке участков шва, имеющих кривизну.
Поставленная цель достигается тем, что согласно способу автоматической двухдуговой сварки тавровых соединений, при котором электроды располагают с разных сторон стенки тавра под углем друг, к другу в плоскости, перпендикуля1 « ной линии стыка деталей,и вдоль этой линии смещают один электрод относитель.но другого на расстояние, равное 2-5 толщинам свариваемых деталей, при сварке участков шва, имеющих кривизну в г процессе сварки этих участков, изменяют продольное смещение одного электрода относительно другого, при этом величину смещения определяют по формуле
2
ек
-),
(1 +
п - о;Г1Г
где в,
- величина смещения на криволинейном участке, шва;
б
-величина смещения на прямоплинейном участке шва;
R
-радиус кривизны шва.
На фиг. 1 показано расположение горелок под углом друг к другу по разные стороны стенки таврового соединения; на фиг. 2 - вид А на фиг. 1, (величины продольного смещения электродов на участках шва с различной кривизной).
Сущность способа заключается в следующем.
Гофрированную панель 1, собранную с. поперечно расположенными стенками 2, имеющими очертания одного края в форме 2 гофр, устанавливают вертикально. При таKOtA положении панели линия стыка деталей будет иметь.криви;зну в горизонтальной плоскости. Сварочные электроды 3 и 4 устанавливают под углом ot друг к другу по разные стороны стенки 2 панели (фнг 1)т Электроды устанавливают иа прямолинейном участке соединения по. разные стороны привариваемого ребра под углом d друг к другу. Затем электрод 4 смещают относительно электрода 3 в сторону противоположную направлению сварки на расстояние Ср (2 - 5), в зависимости от толщины свариваемозго материала. На электроды 3 и 4 подают : 310 Tos к начинают процесс сварки. При пе- реходе прямолинейного участка пинии соедине шя деталей в криволинейный с радиусом кривизны R-, смешают электрод 4 назад по ходу сварки на определенную величину и весь участок проваривают при таком расположении эле тродов. Когда электроды достигают участ ка с радиусом криввзнь Ro или Р.,, элекн трод 4 ойещают на другую величину и этот участок проваривают. Таким образом в процессе сварки на переменной кривизне линии соединения деталей электрод 4 постоянно сметцают на определенную величину.Величина смещения зависит от степени нагрева свариваемых деталей. Если на прямолинейном участке соединения теплоотвод равномерный, то на внешнем радиу се кривда ны R происходит перегрев обшивки, а на внутреннем радиусе Rn - перегрев ребра. Величину смещения электродов по . всей криволинейной траектории шва определяют заранее по формуле где е. - величина смещения на криволинейном участке шва; 65 п - величина смещегаш на прямолинейном участке шва; R - радиус кривизны шва. В результате изменения величины сме. щенвя электродов в процессе сварки в зависимости от радиуса кривизны шва, достигается равномерное формщювакие сварного ш.ва, отсутствие прожегов, что приводит к повышению качестве сварного соединения. Пример. Сваривали ребристые гофрированные панели из стали В НС - 2 с толщиной обшивки 1,5 и 2,5 мм и ребрами соответствен } 1,0 и 2,0 мм. Линия шва имела-и прямолинейные участки и криволинейные с радиусами кривизвы 10, 20 и 30 мм. /. - 60 А, : Режим сварки: D. м/ч. 8р 2-3 мм. При приварке ребер по известному способу наблюдались прожеги ребер при малом радиусе кривизны. На участках с меньшим тешюотводом, когда ребро вдается в обшивку, наблюдалось увеличение габаритов шва, увеличение зоны терм№ческого влияния. Это значительно снижало качество узла. В таблтще приведены величины смещения электродов на различной кривизне шва.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
| Способ автоматической двухдуговойСВАРКи ТАВРОВыХ СОЕдиНЕНий | 1978 |
|
SU799926A1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Способ изготовления сварных конструкций | 2017 |
|
RU2674049C1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1976 |
|
SU626905A1 |
| Способ получения таврового соединения | 2023 |
|
RU2822529C1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |

СПОСОБ АВТОМАТИЧЕСКОЙ ДВУХДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ, при котором электроды располагают с разных сторон стенки тавра под углом друг к другу в плоскости,перпендикупяр1к й к линии стыка деталей н вдоль этой линии сметают один электрод относительно другого на расстояние равное 2-5 толщинам свариваемых деталей, отличающийся тем, что, с целью повышения качества сварного ооедв нения путем обеспечения. равнс 1ерного теплоотвода при с.варке участков шва, . имеющих кривизну, в процессе сварки участков имеющих кривизну, изменяют продольное смещение одного электрода относительно другого, при атом величину смещения определяют по формуле ), е,(1 кП O.IR ЕК - величина смещения на цапвОПЙ где нейном участке шва, мм; (Л е - величина смещения на прямолв п нейном участке шва, -Мм; R - радиус кривизны шва. со Од сд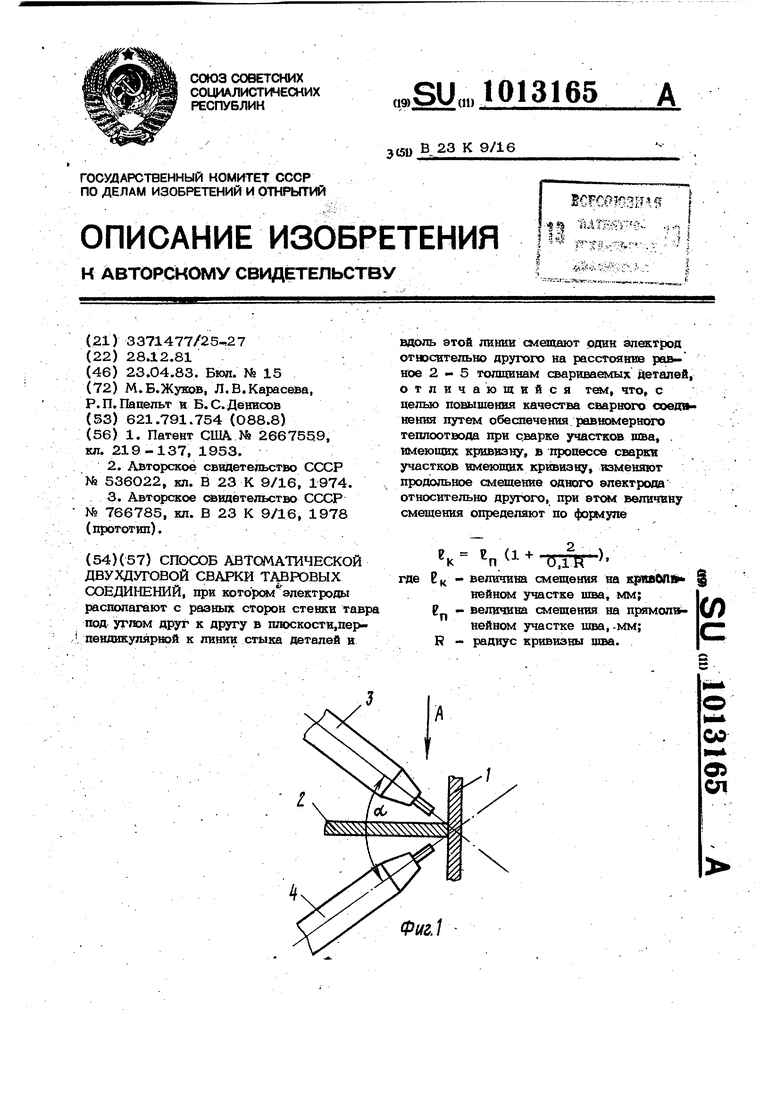
Затем ребра приваривали по тому же режиму, ш с изменением ветгачиф смещения в процессе сварки на криволиненых участках в соответствии с данными таблицы.
После сварки по предлагаемому способу отсутствовали прожеги, наблюдалось равномерное формирование шва на всех участках и в результате равномерного разогрева отсутствовала деформация сварной панели.; v
Применение предлагаемого способа в промышленности позволит повысить качество сварных узлов, увеличить их ресурс и снизить затраты на их изготовление на 20 - 30% в результате снижения полваров и правки узлов.
Наибольшая эффективность способа., проявляется при сварке крупногабаритных панелей из дорогостоящего материала (шпселевых или титановых сплейов) При (сварке их известным cnoco6ciM наблюдается большой процент брака., Предлагаемый способ позволит исключить брак прн сварке гофрированных панелей, что обеопечит экономию дорогостоящего материала.
Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СИСТЕМА ВНЕШНЕГО ВОДОСТОКА С КРОВЛИ КРЫШИ ЗДАНИЯ | 2015 |
|
RU2667559C2 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
