Изобретение относится к станкостроению и может быть использовано при автоматизации технологического оборудования, в частности загрузочных устройств металлорежущих станков.
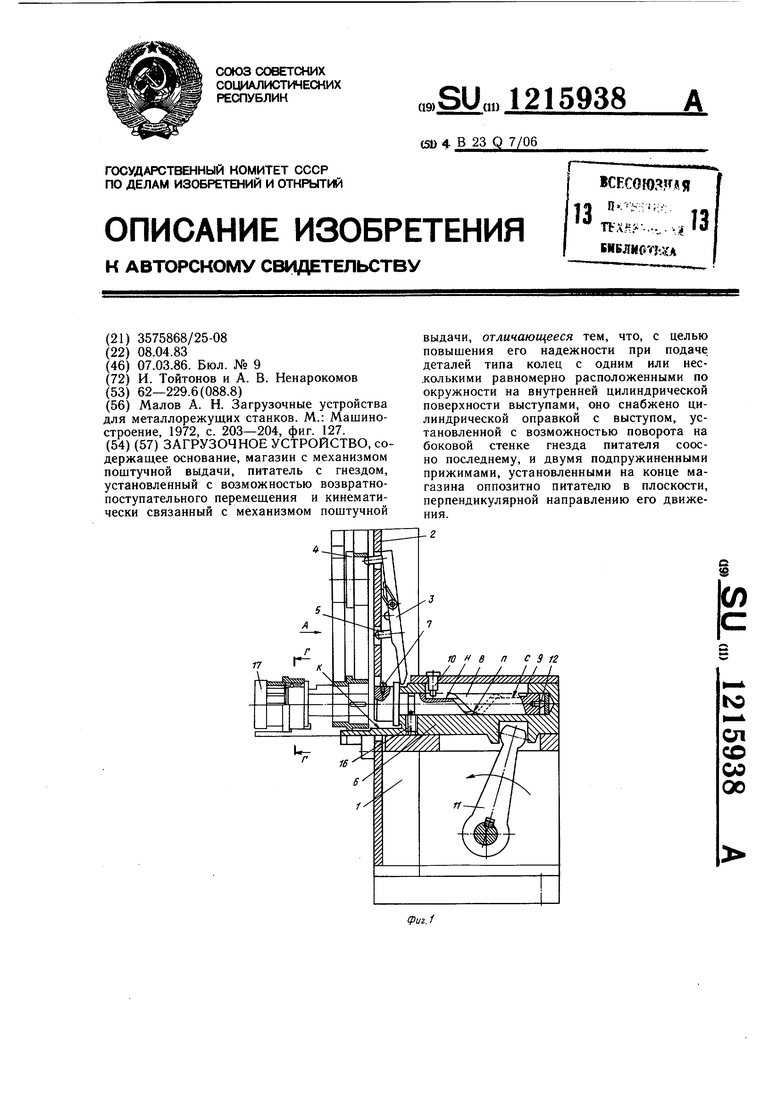
Целью изобретения является повышение надежности при подаче деталей типа колец с- одним или несколькими равномер- Н.О расположенными по окружности на внутренней цилиндрической поверхности выступали.; ,
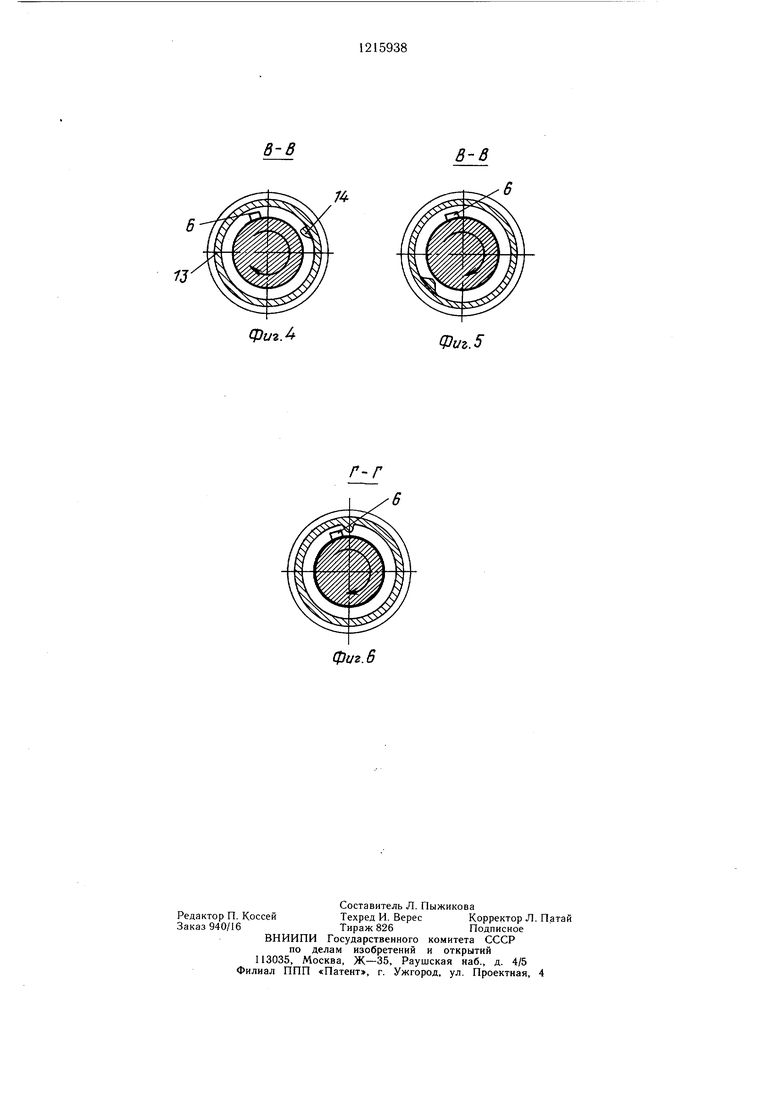
: (На фиг. 1 изображено загрузочное уст- рЬйство в разрезе, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 и 5 - различные первоначальные положения высту10
последнему установлен упор со сферической головкой 12.
Деталь 13 (фиг. 3) с выступом 14 удерживается от возможных осевых смещений подпружиненными прижимами 15, которые прикреплены к магазину 2.
В питателе 6 установлен упор 16, который удерживает оправку 7 от осевого смещения. Конструкция содержит также зажимное устройство.
Устройство работает следующим образом.
В исходном положении питатель 6 находится в крайнем правом положении. Вращая рычаг 11 по стрелке D, питатель совместно с цилиндрической оправкой 7 соверщает поступательное перемещение
па детали по отношению к поводку ; 15 справа налево, при этом упор 10 сколь- на фиг. 6 - ориентированное положениезит по прямому участку Н направляющей 8,
подпружиненный рычаг 3 поворачивается так, что упор 4 выходит из магазина, пропуская деталь 13 до упора 5. В исходном состоянии гнездо питателя 6
ном 2 с отсёкателем 3, выполненным в 20 находится в крайнем правом положении, виде подпружиненного рычага, имеющего деталь буртиком опирается о поверхность /С
и удерживается от перекоса двумя подпружиненными прижимами 15. При перемещении питателя цилиндрическая оправка входит в отверстие детали 13 и, пренезависимо от первоначального положения выступа.
Загрузочное устройство включает основание 1 с закрепленным на .нем магазидва упора 4 и 5. Рычаг получает перемещение от питателя 6, на боковой поверхности гнезда которого установлена цилиндрическая юправка с упором 7, жестко
закрепленная на направляющей 8, снабжен- одолевая силу трения, опорные поверхности ной винтовой линией П и прямыми; участками Я и С, и установленной с возможностью возвратно-поступательного перемещения с одновременным вращением вокруг собственной оси в питателе 6. Последний установлен с возможностью возвратно-поступательного перемещения и выполнен с пазом 9, в котором расположен упор 1б, смонтированный жестко в корпусе загрузочного устройства. Питатель 6 получает
30
гнезда питателя скользят относительно наружной поверхности детали. Деталь удерживается от осевого смещения подпружиненными прижимами 15. После того, как торец цилиндрической оправки упрется в торец детали, поворачиваясь, цилиндрическая оправка 7 поворачивает деталь до своего полного оборота, пока деталь не займет ориентированного положения. Далее деталь извлекается из магадвижение от рычага 11. Для плавногозина и подается к зажимному приспособвращения цилиндрической оправки соосно лению.
последнему установлен упор со сферической головкой 12.
Деталь 13 (фиг. 3) с выступом 14 удерживается от возможных осевых смещений подпружиненными прижимами 15, которые прикреплены к магазину 2.
В питателе 6 установлен упор 16, который удерживает оправку 7 от осевого смещения. Конструкция содержит также зажимное устройство.
Устройство работает следующим образом.
В исходном положении питатель 6 находится в крайнем правом положении. Вращая рычаг 11 по стрелке D, питаодолевая силу трения, опорные поверхности
гнезда питателя скользят относительно наружной поверхности детали. Деталь удерживается от осевого смещения подпружиненными прижимами 15. После того, как торец цилиндрической оправки упрется в торец детали, поворачиваясь, цилиндрическая оправка 7 поворачивает деталь до своего полного оборота, пока деталь не займет ориентированного положения. Далее деталь извлекается из магазина и подается к зажимному приспособ6-5
В
L
J
/
15
/5
Фиг.
в-в
в-в
фич.
Фиг. 5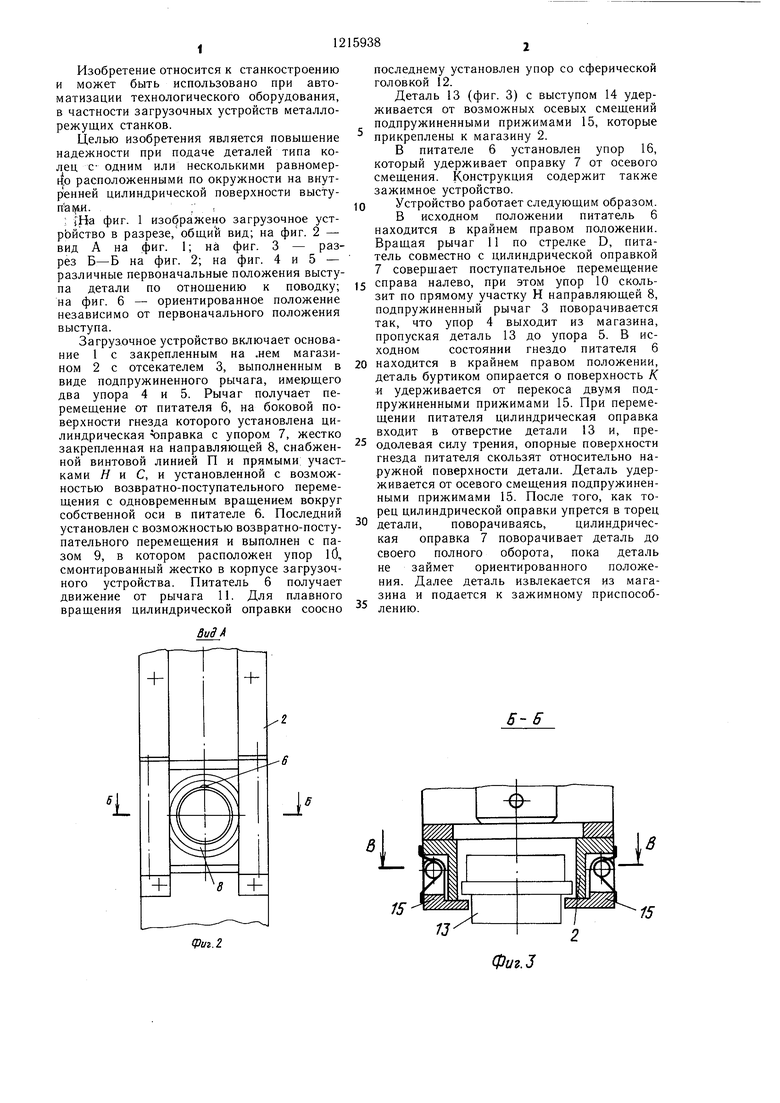
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для загрузки и базирования заготовок в стеклоформующей машине | 1981 |
|
SU977416A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Загрузочно-разгрузочное устройство | 1979 |
|
SU841912A1 |
| Загрузочное устройство | 1985 |
|
SU1335402A1 |
| Загрузочное устройство | 1988 |
|
SU1576272A1 |
| Питатель токарного многошпиндельного станка | 1985 |
|
SU1323331A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1331631A1 |
| Устройство для ориентирования при сборке детали типа втулки с боковым отверстием | 1980 |
|
SU946879A2 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1984 |
|
SU1191159A1 |
фиг.6
| Малов А | |||
| Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| М.: Машиностроение, 1972, с | |||
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
