Копировальные станки для шлифования и полирования профиля пера лопатки авиационного двигателя путем обкатки заготовки и копира широкой бесконечной абразивной лентой известны.
Отличительной особенностью предлагаемого станка того же типа является выполнение обкатываемого абразивной лентой копира в виде цилиндрического ролика с сообшением заготовке перемещений относительно неподвижной оси этого ролика при помоши копиров, обеспечивающих ей четыре степени свободы. Такое выполнение предлагаемого станка предотвраш,ает быстрый износ копира, обкатываемого абразивной лентой.
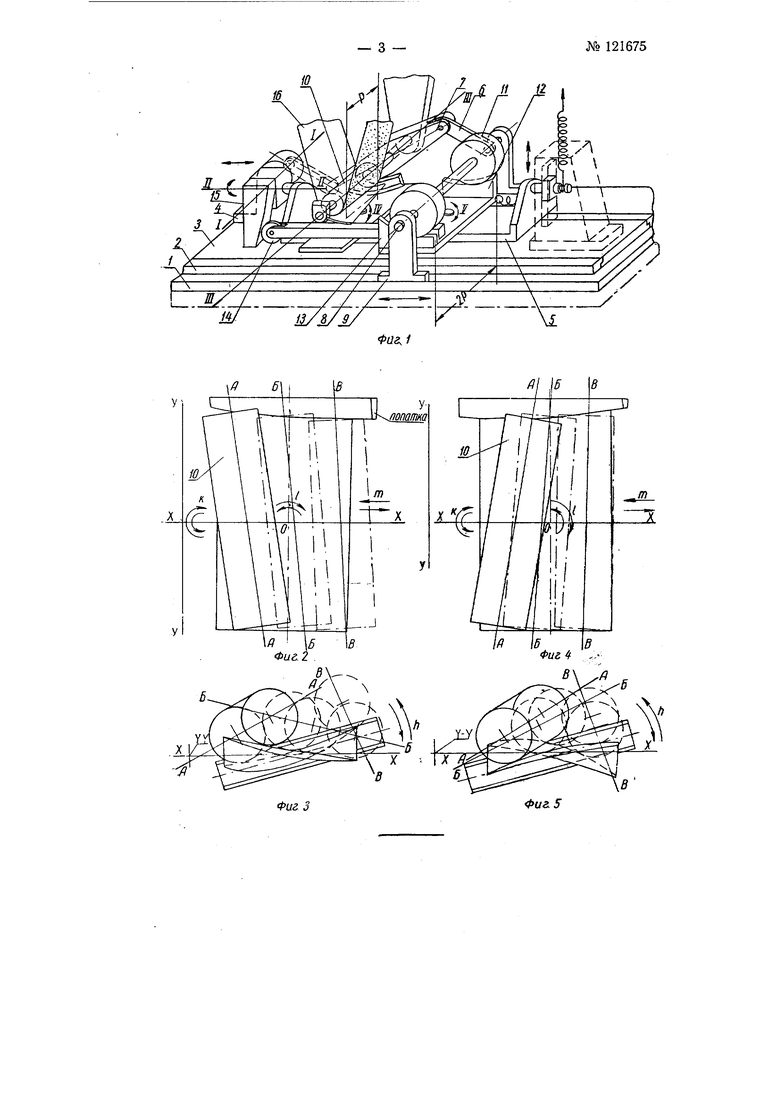
На фиг. 1 показан обший вид предлагаемого станка; на фиг. 2 и 3 показаны сверху и сбоку схемы обкатки на станке корытца лопатки; на фиг. 4 и 5 - спинки лопатки.
По плите / (фиг. 1), закрепляемой на столе машины, в направляющих 2 перемещается плита 3, на которой укреплена стойка 4, обеспечивающая две степени свободы люльке 5 относительно осей /-/ и //-//.
Благодаря системе рычагов 6-7 при продольной подаче стола перемещаетс ось 5 роликов, укрепленная в кронщтейне 9. Стойка 4, а вместе с ней и люлька 5, перемещаются со скоростью, равной скорости стола машины,, но в противоположном направлении.
Относительно неподвижной оси ///-/// обкатываемого абразивной лентой копира в виде ролика /О лопатка проходит вдвое меньший путь, чем ролики // относительно копиров 12-13.
При повороте люльки 5, а вместе с ней лопатки и копиров /2-13 относительно оси //-If, вследствие постоянного контакта ролика /4 с копиром /5 обеспечивается третье необходимое движение лопатки и кот пиров /2-13 относительно осей /К и V. Перемещение люльки относи№121675. 2 -
тельно оси /-/ этого движения не вызывает, так как копир переносится также относительно оси /-/. Диаметр роликов 11 в два раза больше диам етра ролика 10, обкатываемого абразивной лентой 16.
Профили копиров 12-13 подобны профилям детали в двух крайних сечениях, но увеличены в два раза. Расстояние между копирами в два раза больше расстояния между двумя крайними сечениями у лопатки (2Р и Р).
Таким образом для обеспечения обкатки по всему профилю, лопатке сообш,аются перемещения относительно неподвижной оси /Я-/// ролика 10 по стрелкам т, п, k w. I (фиг. 2). Перемеш,ение в направлении стрелки т вызывает три других перемеш;ения, осуществляемых от трех копиров, которые удовлетворяют сопряжению поверхности обкаточного ролика 10 с поверхностью профиля. Оси АА, ББ и ВВ являются осями обкаточного ролика 10 в трех различных положениях в процессе обкатки. Перемещение в направлении п происходит относительно оси Y-У, в направлении К относительно оси X-X и в направлении / относительно оси О.
Предмет изобретения
i i Копировальный станок для шлифования и полирования профиля пера лопатки авиационного двигателя путем обкатки заготовки и копира широкой бесконечной абразивной лентой, отличающийся тем, что, с целью устранения быстрого износа обкатываемого абразивной лентой копира, последний выполнен в виде.цилиндрического ролика с сообщением относительно его неподвижной оси перемещений заготовке от копиров, обеспечивающих ей четыре степени свободы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальный станок | 1970 |
|
SU446397A1 |
| Станок для шлифования турбинных лопаток | 1973 |
|
SU651939A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| Способ обработки лопаток | 1975 |
|
SU541652A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Копировальный станок для полирования изделий с криволинейным профилем | 1960 |
|
SU140704A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный копировальный станок для обработки лопаток | 1960 |
|
SU141073A1 |