Изобретение относится к инструменту технологического оборудования прокатного производства и может быть использовано для изготовления калиброванной круглой стали.
Цель изобретения - повышение производительности прокатки и качества изделий путем обеспечения устойчивости процесса прокатки,
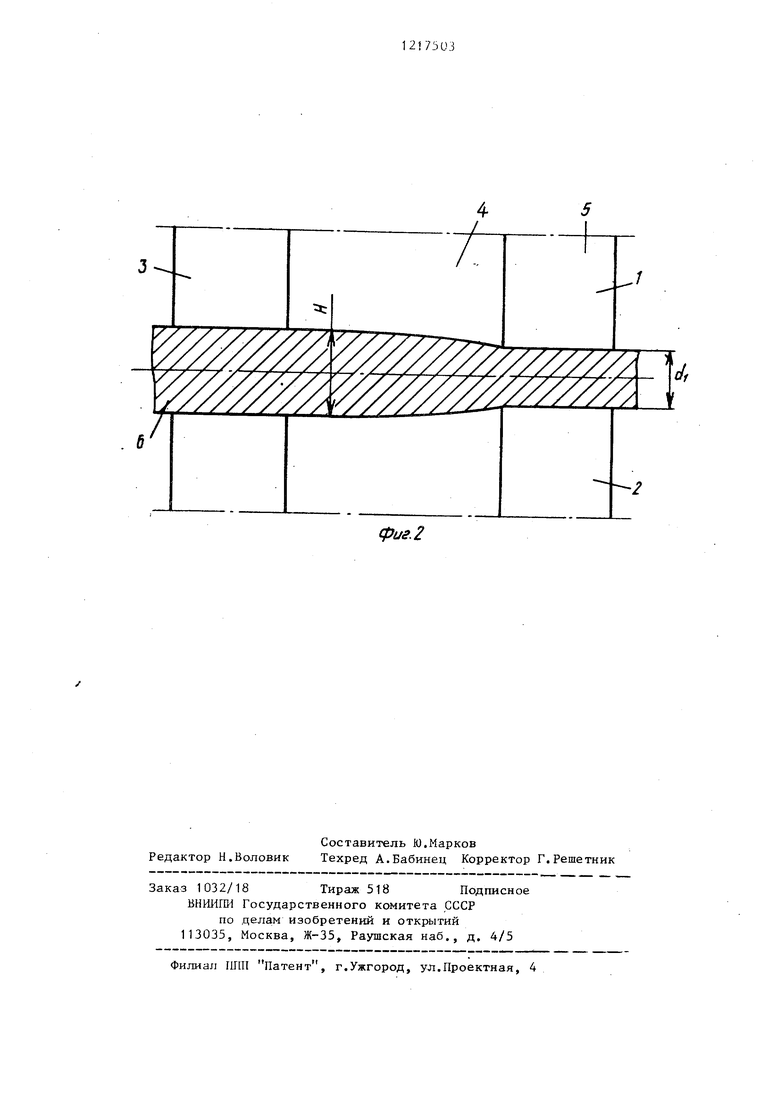
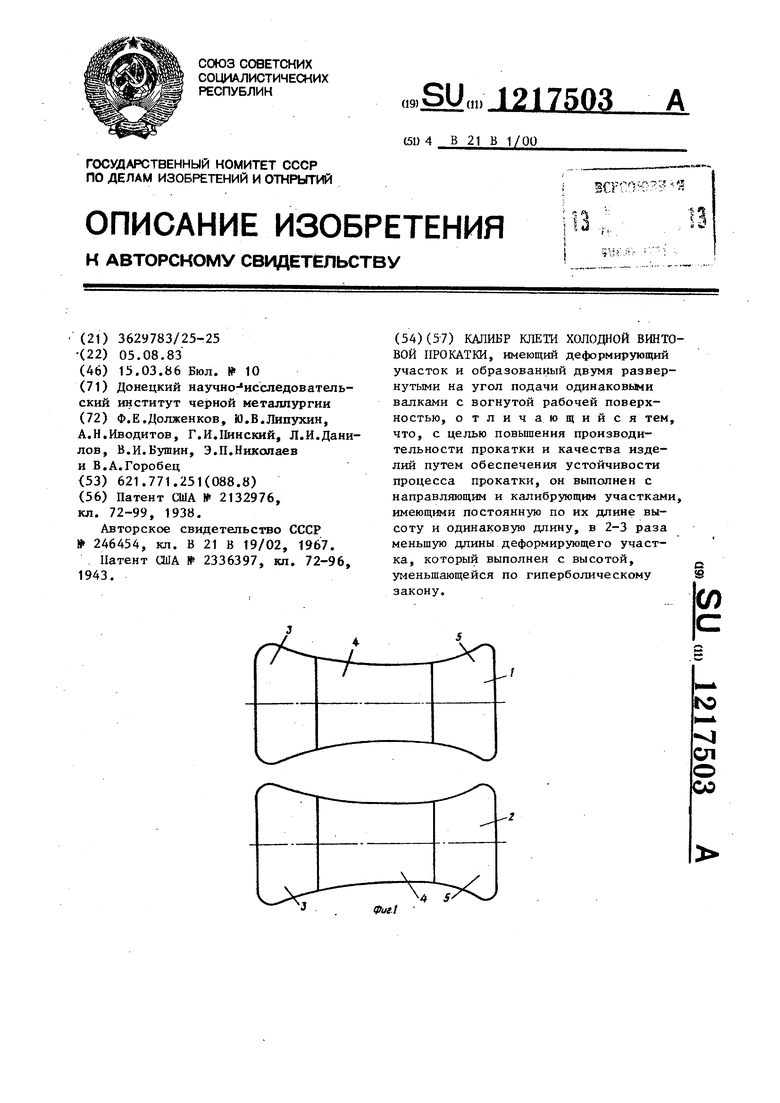
фиг. 1 изображен калибр клети холодной винтовой прокатки (вид сбоку) с осями валков развернутыми в одной плоскости с осью прокатки; на фиг.2 - сечение калибра клети плоскостью, проходящей черезь ось прокатки
Калибр клети образован двумя развернутыми на угол подачи одинаковыми валками 1 и 2 с вогнутой рабочей поверхностью, выполненными с направляющим 3, деформирующим 4 и калибрующим 5 участками.
Направляющий и калибрующий участки имеют постоянную по их длине высоту и одинаковую длину, в 2-3 раза меньшую длины деформирующего участка. Высота Н деформирующего участка- калибра выполнена с высотой уменьшающейся по гиперболическому закону.
Пруток 6 подается во вращающиеся валки, образующие калибр клети, где на направляющем участке калибра получает вращательное и поступательное движения, затем задается в деформирующий участок калибра, где обживается, после чего попадает в калибрующий участок калибра, где осуществляется выравнивание размера прутка и выглаживание его поверхности.
Выполнение деформирующего участка калибра с высотой, уменьшающейся в направлении прокатки по гиперболи- ческому закону, позволяет обеспечить контакт обрабатываемой заготовки с валками калибра по всей длине дефор- . мирующего учасфка. Совместно с выпол032
нением направляющего и калибрующего участков калибра с постоянной высотой и одинаковой длиной, а также с указанным соотношением длин участков, обеспечивает устойчивость процесса прокатки по безлинеечной схеме и, следовательно, повышение производительности прокатки и качества изделий.
Предлагаемый калибр опробован при производстве калиброванной круглой стали диаметром 40-80 мм из углеродистых, низколегированных и легированных марок стали на двухвалковой с
косорасположенными валками машине винтовой прокатки с минимальным диаметром валков 335 и длиной бочки 470 мм. Горячекалиброванный подкат очищают от окалины и подвергают холодной прокатке в калибре. Радиусы валков, образующих калибр, рассчитывают исходя из диаметра стали 80 мм и угла подачи 23. Соотношение длин капибра с учетом радиусов по буртам
валков составляет 105:210:105 мм, вследствие чего достигается качественная обработка прутков всего сорта- мента.
Дпина деформирующего участка,
равная 210 мм, определена из условия обеспечения двух перекаток максимального диаметра сортамента прокатываемых прутков. На калибре удалось достичь повьшение точности размеров круглой стали до уровня 5 кл. по ГОСТ 7417-75 на калиброванную сталь, прямолинейности прутков до 0,3 мм на погонный метр и шероховатости
по)зерхности до R (1,1-2,0) мкм.
Процесс прокатки устойчив, смещения заготовки с оси прокатки и пробуксовываний на направляющем участке не наблюдалось.
У/////
Ш
Редактор Н.Воловик
Составитель Ю.Марков
Техред А.Бабинец Корректор Г.Решетник
Заказ 1032/18Тираж 518Подписное
ВНШ1ГШ Государственного комитета СССР
по дела.м изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал гит Патент, г.Ужгород, ул.Проектная, 4
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПРОХОДНОЙ РЕВЕРСИВНОЙ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ БОЛЬШОГО ДИАМЕТРА | 2018 |
|
RU2693418C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 2000 |
|
RU2170632C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРУТКОВ ПРОКАТКОЙ | 1992 |
|
RU2009733C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| ЖИДКОСТНО-ГАЗОВЫЙ СТРУЙНЫЙ АППАРАТ | 1998 |
|
RU2132976C1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 0 |
|
SU246454A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| МЕТАЛЛИЧЕСКАЯ НЕРАЗРЕЗНАЯ БАЛКА | 2007 |
|
RU2336397C1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
