112
Изобретение относится к литью еталлов и прочих материалов, к непрерывному литью металлов и, быть использовано в системах автоатического управления порезом слит- машинах непрерывного литья ме-1 талла.
Цель изобретения - повьпиение производительности и экономия расхода горючего газа и режущего кислорода.
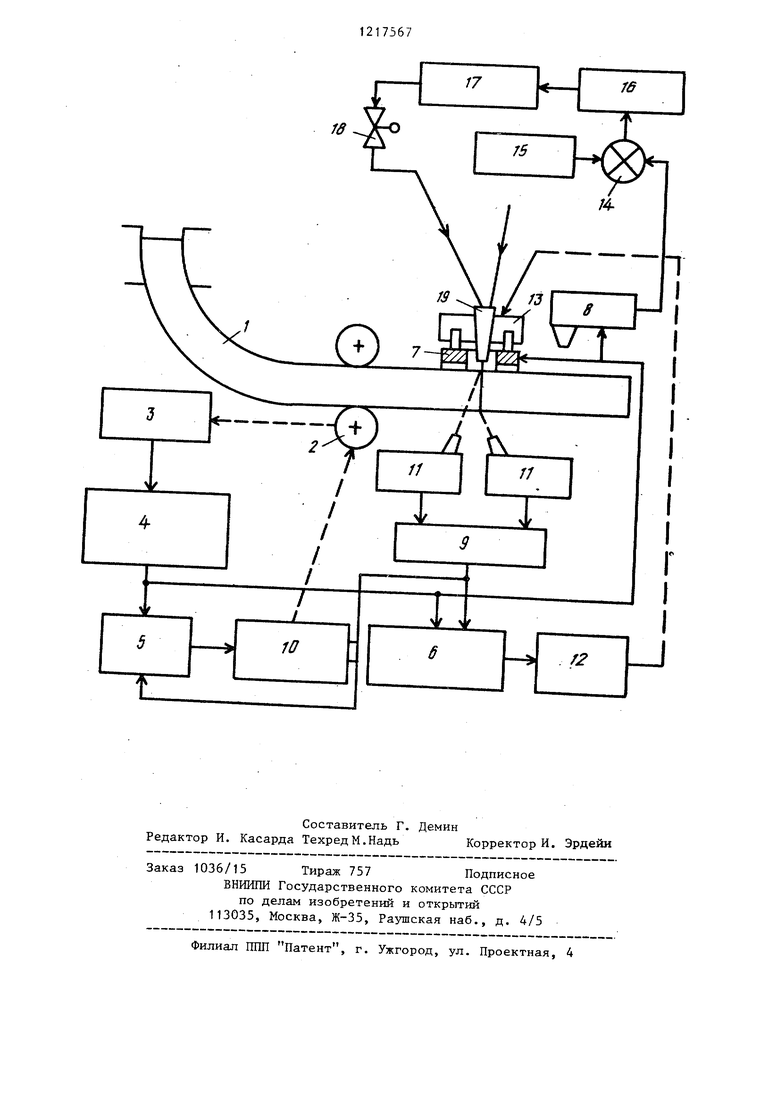
На чертеже представлена блок- схема устройства.
Устройство содержит слиток 1, Тянущие его валки 2, связанный с ними датчик 3 перемещения слитка, выход которого подключен к входу блока 4 измерения текущей длины слитка, выход которого одновременно подключен к .первому входу реле 5 времени, к первому входу схемы 6 управления перемещением резака по программе, к входу тележки 7 газорезки с приводом (не показан) и к входу датчика 8 температуры. Второй вход реле 5 времени одновременно подключен к второму входу схемы 6 управления перемещением резака по программе и к входу элемента 9 ИЛИ, а выход реле 5 времени подключен к входу блока 10 аварийной остановки тянущих валков. Выходы датчиков 11 начала оплавления и прорезания грани слитка подключены к входам элемента 9 ИЛИ. Вход привода 12 перемещения тележки резака подключен к выходу схемы 6 управления приводом резака по программе, а выходы воздействуют на тележку 13. Первый вход схемы 14 сравнения подключен к выходу задатчика 15 номинальной температуры, второй вход - к выходу датчика 8 температуры, а выход - к входу задатчика 16 номинального расхода горючего газа. Вход регулятора 17 подключен к выходу задатчика 16 номинального расхода горючего газа, а выход - к входу исполнительного вентиля 18, которьй управляет расходом 1;аза на резак 19.
Устройство работает следующим образом.
Слиток 1 перемещается вниз тянущими валками 2, на оси которых установлен датчик 3 перемещения слитка, выход которого подсоединен к вхоo
5
0
75672
ду блока 4 измерения текущей длины слитка. При перемещении слитка 1 на длину, равную мерной на выходе, блока 4 измерения текущей длины
5 слитка появляется сигнал, который поступает на вход схемы 6 управления перемещением резака по программе. Одновременно этот сигнал производит сцепление тележки 7 газорезки со слитком 1. Кроме того, сигнал поступает на реле 5 времени и на датчик 8 температуры поверхности слитка. Схема 6 управления перемещением резака по программе перемещает резак 19, который установлен на тележке 13 посредством привода 12 перемещения тележки из исходного положения в направлении грани слитка 1 и останавливает тележку с резаком у грани слитка для ее разогрева и оплавления. Замеряется температура поверхности слитка и датчиком 8 сравнивается с заданной задатчиком 15 номинальной температурой в схеме 14
5 сравнения. При отклонении ее сигнал поступает на задатчик 16 номинального расхода горючего газа. Устанавливается новое значение расхода горючего газа, регулятор 17
0 дает сигнал на отработку исполнительным вентилем 18 подачи горючего газа на резак 19.
При фиксации элементом 9 ИЛИ одновременно начала оплавления и прорезания грани слитка, что определяется датчиками 11, производят дальнейший рез слитка 1. Если за установленньй реле 5 времени период с момента сцепления тележки 7 газорезки со слитком 1 прорез не заканчивается, то тянущие валки 2 останавливаются блоком 10 аварийной остановки и вытягивание слитка прекращают .
5
40
При использовании предлагаемого устройства скорость реза захоложен- ного слитка ведется на оптимальной скорости, а расходы энергоноси- телей устанавливаются на минимально необходимых по технологии значениях. Тем самым увеличивается производительность машин непрерывного литья металла и исключается избыточное потребление газа.
Составитель Г. Демин Редактор И. Касарда ТехредМ.Надь Корректор И. Эрдейи
Заказ 1036/15 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ГШП Патент, г. Ужгород, ул. Проектная, 4
//
//
f2
u
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления порезом слитка на установках непрерывной разливки металлов | 1974 |
|
SU478672A1 |
| Система автоматического управления машиной непрерывной разливки стали | 1962 |
|
SU490091A1 |
| Способ автоматического управления порезом слитка на установках непрерывной разливки металла | 1981 |
|
SU975192A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Устройство газорезки машины непрерывного литья заготовок | 1977 |
|
SU738755A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство автоматического измерения длины слитка в машине непрерывного литья металла | 1981 |
|
SU1022777A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ | 1995 |
|
RU2082950C1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Краснов Б.И | |||
| Оптимальное управление режимами непрерывной разливки стали | |||
| М.: Металлургия, 1975, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| Устройство для автоматического управления порезом слитка на установках непрерывной разливки металлов | 1974 |
|
SU478672A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
