реагирующие на образование на грани слитка углубления в результате ее оплавления, например ультракоротковолновые измерители расстояний типа радиовысотомеров.
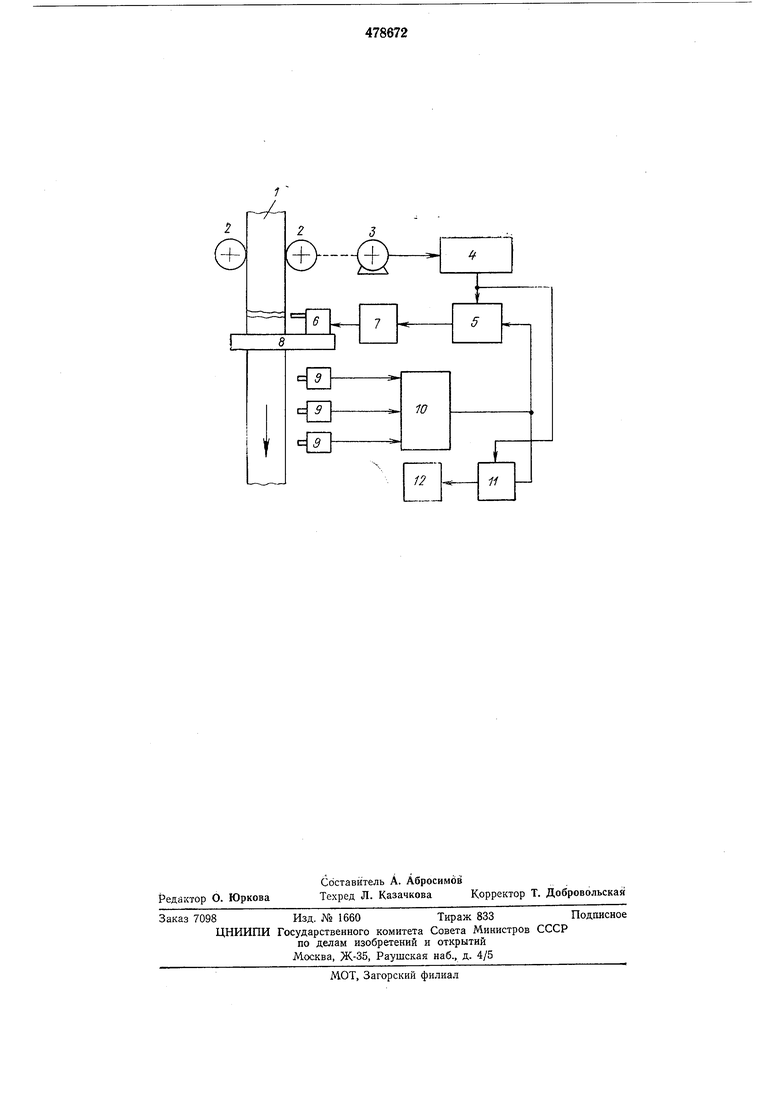
На чертеже показана блок-схема предлагаемого устройства.
Устройство содержит слиток 1, тянущие валки 2, датчик перемещения слитка 3, устройство измерения текущей длины слитка 4, схеиу управления перемещением резака 5, резак 6, привод перемещения резака 7, тележку газорезки 8, датчики 9 начала оплавления и прорезания грани слитка, схема «ИЛИ 10 логического сложения, реле времени И и блок аварийной остановки тянущих валков 12.
Устройство работает следующим образом.
Слиток 1 перемещается вниз тянущими валками 2, на оси которых установлен датчик перемещения слитка 3, например сельсин-датчик, выход которого подсоединен к входу устройства измерения текущей длины слитка 4. При перемещении слитка на длину, равную мерной, на выходе устройства измерения текущей длины слитка 4 появляется сигнал, который поступает на вход схемы управления перемещением резака 5, и одновременно с этим происходит сцепление тележки газорезки 8 со слитком. Схема управления перемещением резака 5 перемещает резак 6 посредством привода, перемещением резака 7 из исходного положения в направлении грани слитка 1 и останавливает резак 6 у грани слитка для ее разогрева и оплавления. На стенках камеры газорезки, не указанных на чертеже, установлены несколько, например три, датчиков 9 начала оплавления и прорезания грани слитка, реагирующих на наличие или отсутствие оплавления кромки слитка резаком 6. Датчики 9 визированы на боковую грань слитка таким образом, что место пореза последовательно проходит в результате перемещения слитка через зоны визироваия каждого датчика. Выходы датчиков 9 подключены к входам схемы «ИЛИ 10 логического сложения, выхоД которой подключен к входу схемы управления перемещением резака 7. На выходе схемы «ИЛИ 10 сигнал появляется лишь в случае фиксации одним из датчиков 9 оплавле- ния и прорезания боковой поверхности грани слитка. Выходной сигнал схемы «ИЛИ 10 является разрешающим для схемы 5 на дальнейшее выполнение программы реза после оплавления и прорезания кромки слитка. Выход «ИЛИ 10 схемы логического сложения соединен с входом реле времени 11, выход которого подсоединен к входу блока аварийной остановки тянущих валков 12. Вход реле времени 11 подсоединен также к выходу устройства измерения текущей длины слитка 4. Если за установленный период времени с момента сцепления тележки газорезки 8 со слитком 1 на выходе схемы 10 не появляется сигнал, фиксирующий наличие пореза на грани слитка, то реле времени 11 подает сигнал на блок аварийной остановки тянущих валков 12, вытягивание слитка 1 валками 2 прекращается, и установка непрерывной разливки металла останавливается.
Предмет изобретения
Устройство для автоматического унр.авления порезом слитка на установках непрерывной разливки металлов, содержащее датчик перемещения слитка, блок измерения текущей длины слитка, блок управления перемещением резаков по программе и привод перемещения резаков, отличающееся тем, что, с целью повышения надежности пореза слитка, устройство снабжено датчиками начала оплавления слитка, выходы которых соединены с входами схемы «ИЛИ, выход .которой соединен с входом блока управления перемещением резаков и входом реле времени, выход которого соединен с блоком аварийной остановки тянущих валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления порезом слитка на машине непрерывного литья металла | 1984 |
|
SU1217567A1 |
| Способ автоматического управления порезом слитка на установках непрерывной разливки металла | 1981 |
|
SU975192A1 |
| Система автоматического управления машиной непрерывной разливки стали | 1962 |
|
SU490091A1 |
| Способ автоматического контроля температуры поверхности литой заготовки при непрерывной разливке | 1981 |
|
SU1041205A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Устройство автоматического измерения длины слитка в машине непрерывного литья металла | 1981 |
|
SU1022777A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1972 |
|
SU327964A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ | 1995 |
|
RU2082950C1 |
| Устройство газорезки машины непрерывного литья заготовок | 1977 |
|
SU738755A1 |
| Устройство для резки вертикального непрерывнолитого слитка | 1990 |
|
SU1734934A1 |