Изобретение относится к металлообработке и инструментальному произ Водству и может быть использовано во всех случаях нарезания шлицевых изделий по методу огибания.
Цель изобретения - повышение точ кости обработки за счет максимального приближения начальной окружности вала к впадине шлицев.
На чертеже изображена схема пред латаемого способа обработки.
Способ осуществляют- следующим образом.
Исходньтй профиль шлицевого вала ABCD состоит из трех сопрягаемых участков: фасочного CD (с гарантированным размером фаски f ), расположенного под углом H l наклона к боковой стороне fr , прямобочного бокового профиля ВС, дугового участка впадины АВ. Вал имеет радиус R. окружности выступов и радиус окружности впадин. Шлицы имеют тол1217594 , , щину и припуск лЬ на чистовую обработку. Головку шлицев на участке FE выполняют rto эвольвенте ЭРЕ окружности радиуса Rj . Огибание вы- 5 полняют по начальной окружности радиуса ограниченного радиусом развертки эвольвенты зависимостью
,
где радиус развертки эвольвенты, величину которого определяют из уравнения
b + 2 U Ь
- 0
5
,
4 arcsin
.sinf
2Ri
n I -о г
Ке
2R;
где b - ширина шлицев, мм; 20 йЬ - припуск на чистовую обработку, мм;
радиус точки Е чистового профиля шлицев, мм.
R, Редактор А.Еевин
Составитель С.Ласточкин Техред О.Неце
Заказ 1039/17
Тираж 1000Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
b + 2 U
,
.sinf
n I -о г
Ке
2R;
4 arcsin
2Ri
где b - ширина шлицев, мм; йЬ - припуск на чистовую обработку, мм;
радиус точки Е чистового профиля шлицев, мм.
R, Корректор И.Муска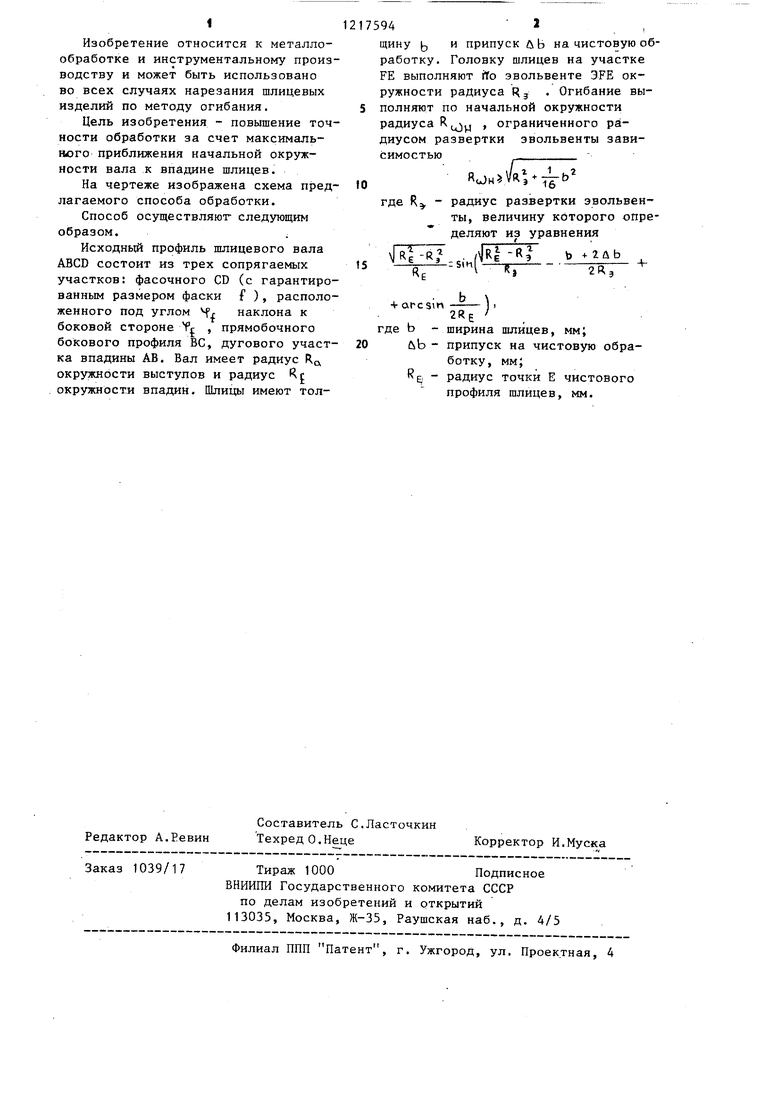
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шлицевых валов с прямобочным профилем | 1990 |
|
SU1813600A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1986 |
|
SU1414529A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1986 |
|
SU1414528A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1984 |
|
SU1313600A2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| ШЛИЦЕВОЕ ЗУБЧАТОЕ ЗАЦЕПЛЕНИЕ ДЛЯ РАБОТЫ С УГЛОМ ОТКЛОНЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2567995C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |

| Родин П.Р | |||
| Металлорежущие инструменты, Киев, Вища ппсола, 1979, с | |||
| ДИФФЕРЕНЦИАЛЬНАЯ ТЕРМИОННАЯ ЛАМПА | 1920 |
|
SU294A1 |
