Изобретение относится к металлообработке и инструментальному производ- ству н может быть использовано при нарезании шлицевых изделий с прямобоч ным профилем.
Целью изобретения является повышение качества обработки шлицев у нож ки за счет исключения уступа от выхода чистового инструмента и облегче- д ния условий работы его вершины.
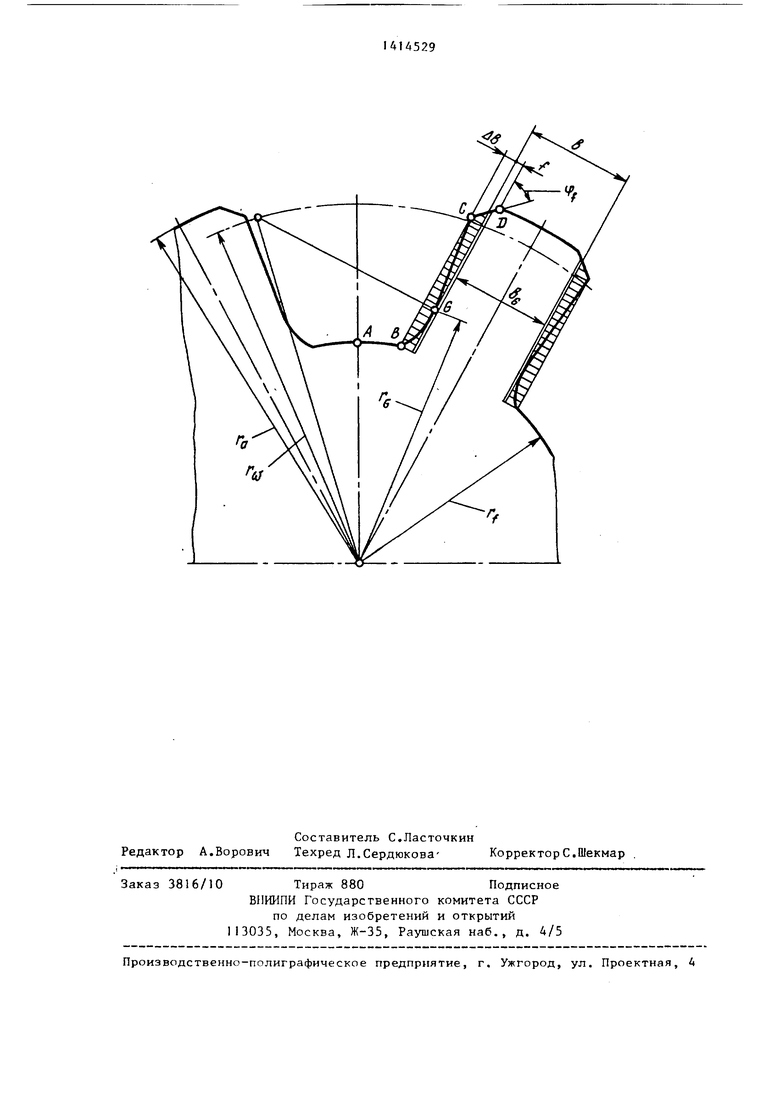
На чертеже показана схема формирования профиля шлицев по предлагаемому способу.
Исходный профиль шлицевого вала ABCD состоит из трех плавно сопрягаемых участков: фасочного CD (с гаран- тированньм размером фаски f, расположенного под углом Ч г наклона к бокст де d
номинальный внутренний диаметр вала, мм;
Sd - допуск на внутренний диамет вала, мм;
b - минимальная ширина шлицев,
и
мм
Ьд b - /5b/.
где b - номинальная ширина шлицев,
мм;
ОЬ допуск на ширину шлицев, мм. Шлицевые валы, изготовленные по предлагаемому способу, обеспечивают беспрепятственный выход вершины чистовых инструментов, так как глуби на чистовой обработки нецелесообразн ниже номинального внутреннего диаметра шлицевого соединения, вой стороне ЗС), пря мобочного боково-20 ормула изобретения
го профиля ВС, дугового участка впадины АВ. Вал имеет радиус г. окружности выступов и радиус гг окружности впадин. Шлицы имеют ширину b и припуск аЪ на чистовую обработку. Максимальное поднутрение выполняют у точки Cv, начала переходной кривой, отстоящей от центра вала на расстоя-
25
Способ обработки шлицевых валов с прямобочным профилем, при котором на боковой стороне у ножки шлицев формируют поднутрение в виде переходной кривой на глубину припуска для чистовой обработки, отличающийся тем, что, с целью повышения качества обработки ножки шлицев, глубину поднутрения, равную припуску на чистовую обработку, вьшолняют на окружности радиусом, определяемым зависимостью
и формируют по плавной кри
НИИ г.
вой к головке шлицев,
Радиус г к точке наибольшего под-
G
нутрения профиля шлицев определяется по
д
14529
т де d
номинальный внутренний диаметр вала, мм;
Sd - допуск на внутренний диаметр вала, мм;
b - минимальная ширина шлицев,
и
мм
Ьд b - /5b/.
где b - номинальная ширина шлицев,
мм;
ОЬ допуск на ширину шлицев, мм. Шлицевые валы, изготовленные по предлагаемому способу, обеспечивают беспрепятственный выход вершины чистовых инструментов, так как глубина чистовой обработки нецелесообразна ниже номинального внутреннего диа
Способ обработки шлицевых валов с прямобочным профилем, при котором на боковой стороне у ножки шлицев формируют поднутрение в виде переходной кривой на глубину припуска для чистовой обработки, отличающийся тем, что, с целью повышения качества обработки ножки шлицев, глубину поднутрения, равную припуску на чистовую обработку, вьшолняют на окружности радиусом, определяемым зависимостью
vC-nl -| fT /-vr,,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шлицевых валов с прямобочным профилем | 1990 |
|
SU1813600A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1984 |
|
SU1313600A2 |
| Способ обработки шлицевых валов с прямобочным профилем | 1986 |
|
SU1414528A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1984 |
|
SU1217594A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| ПРОТЯЖКА С ПРЯМОБОЧНЫМИ ШЛИЦАМИ | 1965 |
|
SU170821A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| ШЛИЦЕВОЕ ПРЯМОБОЧНОЕ СОЕДИНЕНИЕ ВАЛА И ВТУЛКИ | 1972 |
|
SU414443A1 |
| Способ обработки шлицевых отверстий | 1986 |
|
SU1324832A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1989 |
|
SU1701449A1 |
Изобретение относится к металлообработке и инструментальному произ водству и может быть использовано при нарезании илицевых изделий с прямобоч ным профилем. Цель изобретения повышение качества обработки шлицев у ножки за счет исключения уступа от выхода чистового инструмента и облег - чения условий работы его вершины. При обработке шлицевого вала на боковой стороне у ножки шлицев формируют поднутрение в виде переходной кривой . на глубину припуска для чистовой обработки. При этом глубину поднутрения, равную припуску на чистовую обработку выполняют на окружности усом, определяемым зависимостью Гд ()-()|()+rJj. где г - радиус к точке наибольшего поднутрения профиля шлицев, мм; г. радиус начальной окружности шлицевого о вала, мм; гл - радиус окружности впадин шлицевого вала, мм; - минимальная ширина чистового профиля шлицев, мм. 1 ил. U (Л
агг . радиус начальной окружности вшицевого вала, мм; радиус окружности впадин пшчцевого вала, мм;
г 0,5(,5j&dj ),
5
где
0
, Ьорадиус в точке наибольшего поднутрения профиля шлицев; радиус начальной окружности шлицевого вала; радиус окружности впадин шлицевого вала; минимальная ширина чистового профиля шлицев ,
f
| Сухоруков Ю.Н., Настасенко В.А | |||
| Исследование переходных кривых при обработке по методу огибания шлицевых валов с прямобочным профилем.- Известия вузов | |||
| М.: Машиностроение, 1983, № 6, с.29-33. |
