1
Изобретение относится к технологическим процессам сборки, в частности к способам образования неподвижного соединения охватывающей и охватываемой деталей, последняя из которых выполнена с буртом.
Цель изобретения - повьшение надежности и качества соединения за счет исключения концентрации напряжений и обеспечения более раннего начала переориентации направления усадки охватывающей детали и, следовательно, уменьшения зазора между торцом охватьгоающей детали и торцом бурта, выполненного на охватьгоаемой детали.
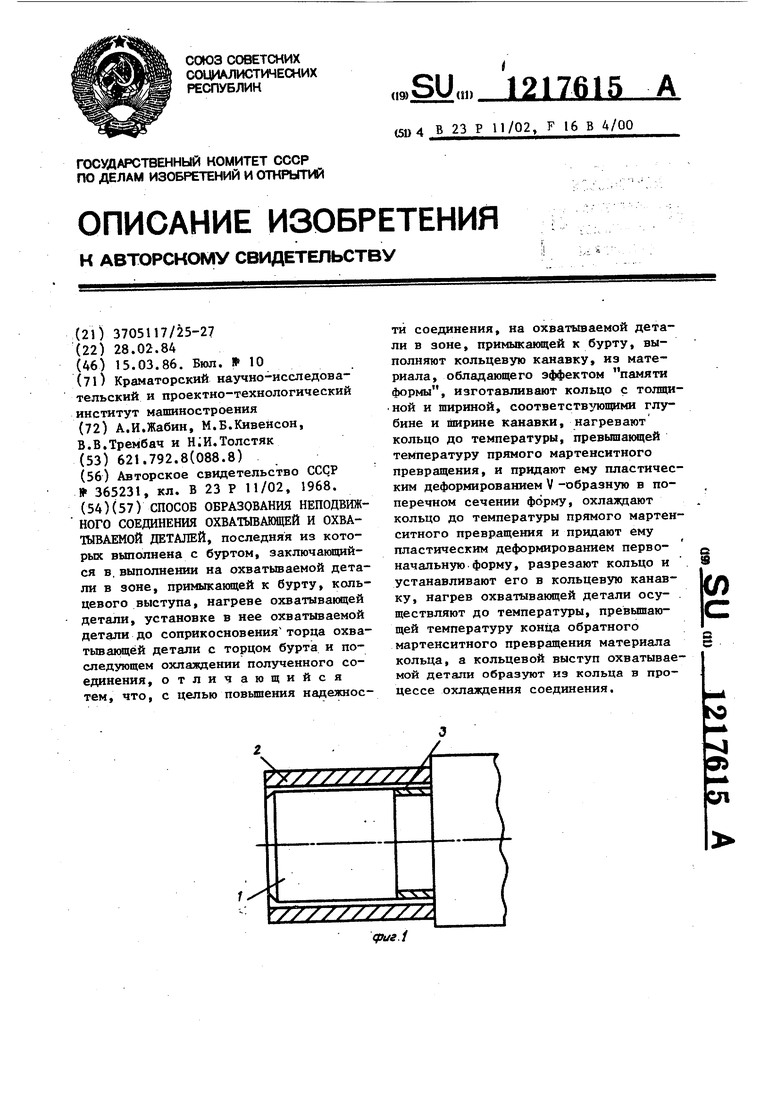
На фиг.1 изображено соединение охватываемой детали 1 и охватывающей детали 2 в положении, когда нагретая охватьшающая деталь с тепловым зазором надета .на охватьгоаемую деталь; на фиг,2 - то же, в положении, когда кольцо 3 из материала с эффектом памяти формы восстановило V-образную форму; на фиг.З - то же, после остывания охватывакщей детали,
Способ осуществляют в следующей последовательности. . .
На охватываемой детали в зоне, примыкающей к бурту, выполняют коль- цевзто. Из материала с эффектом памяти формы, например из никели- да титана изготавливают кольцо с толщиной и щириной, соответственно равными глубине и щирине канавки. Нагревают цилиндрическое кольцо до температуры,, превьшакщей температуру прямого мартенситного превращения. Пластически деформируют нагретое кольцо, придавая ему одним из известных способов, например раскаткой V-образную в поперечном сечении форму. Охлаждают кольцо до температуры прямого мартенситного превращения и пластически деформирзпот его при этой температуре до получения первоначальной формы. Разрезают кольцо и устанавливают его в канавку на охватываемой детали. Нагревают охватывающую деталь до температуры, превышающей температуру обратного мартенситного превращения мета- риала кольца, и осуществляют сборку соединения.
При этой, нагреваясь в результате теплообмена с охватывающей деталью до температуры вьппе температу
176152
ры обратного мартенситного превращения, будет стремиться приобрести форму, которая ему была придана в результате пластической деформации
5 (V-образную).- Благодаря этому в зоне расположения кольца контакт между ним и охватывающей деталью наступит раньше, чем на других участках соединения, а натяг в зтой зоне будет
0 способствовать появлению сил сцепления между охватывающей деталью-кольцом и охватываемой деталью, в связи с чем произойдет изменение направления продольной усадки охватьгеающей
15 детали усадка будет происходить в направлении к зоне контакта), что предотвратит образование зазора в стыке между торцами соединяемых деталей. После остывания соединения V-об20 разное кольцо, деформируемое сжимающейся охватьшающей деталью, примет цилиндрическую форму и ляжет в кольцевую канавку, благодаря чему концентрация напряжений в этой зоне бу25 дет минимальной.
Пример. Осуществляли сборку
Н8 соединения по насадке D 500
Охватывающая деталь-кольцо из материала сталь 40 с наружным диаметром 600 мм, с длиной посадочной поверхности 300,мм. Охватываемая деталь- вал из материала сталь 20 с номинальным посадочным диаметром равным 5 500 мм, на охватываемой детали вблизи торца прорезали канавку шириной Ъ 10 мм, глубиной h 5 мм. Изготавливали кольцо из никелида титана с наружным диаметром Д 500 мм, диаметр внутренний D, 490 мм, высота кольца В 10 мм.
40
Кольцо нагревали до температуры Та, превьшгающей температуру М„ прямо- го мартенситного превращения,
Т 120°С М. 65°С.
Кольцо пластически деформировали, придавая ему V-образную (в поперечном сечении) форму. При этом наружный диаметр кольца выполняли в размер D (500+2)мм. Кольцо охлаждали до температуры Т 50 с, обеспечивающей протекание мартенситного превращения, и деформировали его до получения первоначальной формы,
кольцо устанавливали в канавку на охватываемой детали.
Охватьгоающую деталь нагревали до температуры Т - 194°С, превышающей температуру конца обратного мартен- ситного превращения материала кольца (А к 105° с, устанавливали охватывающую деталь (кольцо) на охватываемую (вал) до упора торцов охватывающей детали и бурта.
При этом в зоне контакта собранных деталей происходило естественное охлаждение охватывающей детали и быстрый нагрев кольца из никелида титана (в связи с тем, что его геометрические и весовые параметры во много раз меньше, чем у охватывающей петагга). Время нагрева кольца до тем2176154
пературы 100-110°С не превьштало 2-3 мин. При нагреве кольца до температуры выгае температуры окончания обратного мартенситного превращения J (А ( 105 С) кольцо приобретало V- образную форму, которая была ему при придана в результате пластической деформации.
После приобретения кольцом У-об- 10 разной формы между ним и поверхностью охватывакяцей детали наступал контакт, а следовательно, возникалиi силы сцепления, действие которых вызвало переориентирование направ- 5 ления усадки в сторону кольца, что предотвращало образование зазора между торцами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение законцовок труб из композиционных волокнистых материалов с металлическими деталями и способ его реализации | 2017 |
|
RU2669114C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2289499C1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей из материалов с различными коэффициентами линейного расширения | 1983 |
|
SU1136921A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ ФОРМООБРАЗУЮЩИМИ ЭЛЕМЕНТАМИ ИЗ СПЛАВОВ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2007 |
|
RU2372416C2 |
| Металл-полимерный композиционный материал с двухпутевым эффектом памяти формы и способ получения изделий из него | 2019 |
|
RU2710681C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ | 1990 |
|
RU2023579C1 |
| ИСПОЛНИТЕЛЬНЫЙ ЭЛЕМЕНТ ЗАМКОВОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ ИЗ СПЛАВА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2014 |
|
RU2555890C9 |
| Устройство для поверхностного пластического деформирования канавок на наружных поверхностях деталей | 1987 |
|
SU1668120A1 |
| Устройство для сборки охватываемой и охватывающей деталей | 1986 |
|
SU1318384A1 |
| СПОСОБ СБОРКИ ОБРАЗЦА, ПРИМЕНЯЕМОГО ДЛЯ ИСПЫТАНИЯ НА ОДНООСНОЕ ПЛАСТИЧЕСКОЕ РАСТЯЖЕНИЕ, В ВИДЕ СТЕРЖНЯ СО ВТУЛКАМИ ИЗ МАТЕРИАЛА, ОБЛАДАЮЩЕГО ПАМЯТЬЮ ФОРМЫ | 2017 |
|
RU2678853C1 |
Фие.2
.
Фиг.З
Редактор Ю.Середа
Составитель С.Сопочкин
Техред Л.Микеш Корректор Е.Сирохман
Заказ 1040/18Тираж 1000 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПШ1 Патент, г. Ужгород, ул. Проектная, 4
| 0 |
|
SU365231A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
