Изобретение относится к машиностроению и может быть использовано для сборки цилиндрических свертных втулок с временно образованным зазором, образующимся за счет их низкотемпературного охлаждения, и также соединений цилиндрических деталей с незначительными постоянными зазорами.
Известно устройство для сборки и посадки втулок в блок автомобильных двигателей, состоящее из верхнего и нижнего дисков, центрирующего стержня и упорной втулки. Втулка фиксируется выступающей частью по внутреннему диаметру. Нижний диск имеет направляющую часть с небольшой конусностью, позволяющей центрировать втулку при сборке. Втулку ориентируют по отверстию охватывающей детали.
Наиболее близким к предлагаемому устройству по технической сущности и достигаемому результату является устройство для сборки цилиндрических втулок, включающее сборочную цангу в виде чаши с лепестками и ориентирующим стержнем, промежуточную базу в виде цанги с чашей и лепестками, а также тяги с конусом и центрирующим отверстием для ориентирования по нему центрирующего стержня сборочной цанги.
В случае, когда охватываемой деталью является свертная г (особенно крупногабаритная) втулка, указанными устройствами осуществить сборку не представляется возможным, так как не обеспечивается надежное закрытие стыка, нарушается цилин- Дричность втулки, происходит перекос и заклинивание.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что устройство для сборки втулки с корпусной деталью, содержащее сборочную цангу, центрирующий стержень, промежутоную базу, выполненную ъ виде цанги и тяги, снабжено полым корпусом, выполненным с конической внутренней поверхностью, и рабочим органом, выполненным в виде оправки с глухим отверстием, сборочная цанга выполнена в виде зажимных лепестков и полого хвостовика, установленного в полом корпусе, а центрирующий стержень выполнен в промежуточной базе, при этом лепестки цанги установлены с возможностью взаимодействия с конической внутренней поверхностью корпуса, рабочий орган установлен в полом хвостовике цанги с возможностью осевого перемещения, а центрирующий стержень расположен соос- но глухому отверстию рабочего органа с возможностью осевого перемещения в нем
Предлагаемое устройство отличается от прототипа тем, что промежуточная база содержит центрирующий стержень, а центрирующий элемент сборочной цанги
выполнен в виде рабочего органа, установленного в сборочной цанге с возможностью его ориентирования, по центрирующему стержню промежуточной базы.
На чертеже изображено устройство для
0 сборки цилиндрических свертных втулок, общий вид.
Устройство содержит промежуточную базу 1-й сборочную цангу 2. Промежуточная база 1 содержит центрирующую цангу 3,
5 тягу 4 с конусом 5, центрирующим стержнем б и гайку 7.
Сборочная цанга 2 содержит полый хвостовик 8, установленный в полом корпусе 9 с возможностью поворота, имеющем конус0 ную внутреннюю поверхность 10, зажимные лепестки 11, наружные поверхности которых выполнены под конус с уклоном аналогично внутренней конусной поверхности 10 сборочной цанги 2.
5 Устройство снабжено также рабочим органом, выполненным в виде поршня 12, закрепленного на оправке 13 с глухим отверстием 14. Поршень 12 установлен внутри торцовой поверхности полого хвостовика 8
0 сборочной цанги. Центрирующий стержень 6 установлен в глухом отверстии 14 оправки 13 соосно этому отверстию.
Центрирующая цанга 3 промежуточной базы 1 имеет лепестки 15.
5 Промежуточная база установлена в отверстии корпуса 16, а свертная втулка 17 установлена в лепестках 11 сборочной цанги 2. Полый корпус 9 и полый хвостовик 8 имеют ручки соответственно 18 и 19.
0 Сборка предварительно охлажденных цилиндрических свертных втулок производится следующим образом.
Предварительно в отверстие охватывающей детали 16 устанавливают промежу5 точную базу 1 и закрепляют ее там с помощью лепестков 15 цанги 3, разжимаемых конусом 5, втягиваемым внутрь центрирующей, цанги 3 ,тягой 4 под действием поворота гайки 7. Охватываемую деталь 17
0 захватывают сборочной цангой 2. Для этого сборочную цангу 2 устанавливают на деталь 17 до упора в ее торец поршня 12. Затем полый корпус 9 поворачивают ручкой 18 относительно полого хвостовика 8, при этом
5 конусная поверхность 10 полого корпуса находит на конусную поверхность лепестков 11 сборочной цанги 2. При этом лепестки 11 обжимают по наружной поверхности охватываемую деталь 17 до закрытия стыка ее. После этого сборочную цангу 2 вместе с
деталью 17транспортируют из холодильной камеры.
Предварительное ориентирование осуществляется с помощью отверстия 14 оправки 13 по центрирующему стержню 6 промежуточной базы 1. Стержень 6 имеет направляющую часть с небольшой конусностью, позволяющей быстро и надежно центрировать втулку при сборке. После предварительного ориентирования прово- дят установку охватываемой детали 17 в отверстие охватывающей детали 16 до упора в ее торец лепестками 11. После этого полый корпус 9 поворачивают ручкой 18 в обратном направлении относительно хво- стовика 8. Лепестки 11 освобождаются от действия конических поверхностей 10 полого корпуса и разжимаются. Охватываемая деталь 17 освобождается. После этого с помощью поршня 12 и оправки 13 окон- чательно вталкивают охватываемую деталь 17 в отверстие охватывающей детали 16 с временным зазором, ореинтируя ее окончательно по взаимосопрягаемым поверхностям.
После выравнивания температуры деталей 16 и 17 удаляют с позиции сборки сборочную цангу 2 и промежуточную базу 1, отпустив гайку 7.
При использовании предлагаемого уст- ройства повышаются точность ориентирования свертных втулок и скорость сборки в 2-4 раза. При этом исключается перекос втулки, повреждение контактирующих поверхностей сопрягаемых деталей.
Формула изобретения Устройство для сборки цилиндрических свертных втулок с корпусной деталью, содержащее сборочную цангу, центрирующий стержень, промежуточную базу, выполненную в виде зажимной цанги и тяги, о т- личающееся тем, что, с целью расширения технологических возможностей, оно снабжено полым корпусом, выполненным с конической внутренней поверхностью, и рабочим органом, выполненным в виде оправки с глухим отверстием, сборочная цанга выполнена в виде зажимных лепестков и полого хвостовика, установленного в полом корпусе, а центрирующий стержень выполнен в промежу- точной базе, при этом зажимные лепестки сборочной цанги установлены с возможностью взаимодействия с конической внутренней поверхностью корпуса, рабочий орган установлен в полом хвостовике сборочной цанги с возможностью осевого перемещения, а центрирующий стержень расположен соосно глухому отверстию рабочего органа с возможностью осевого перемещения в нем.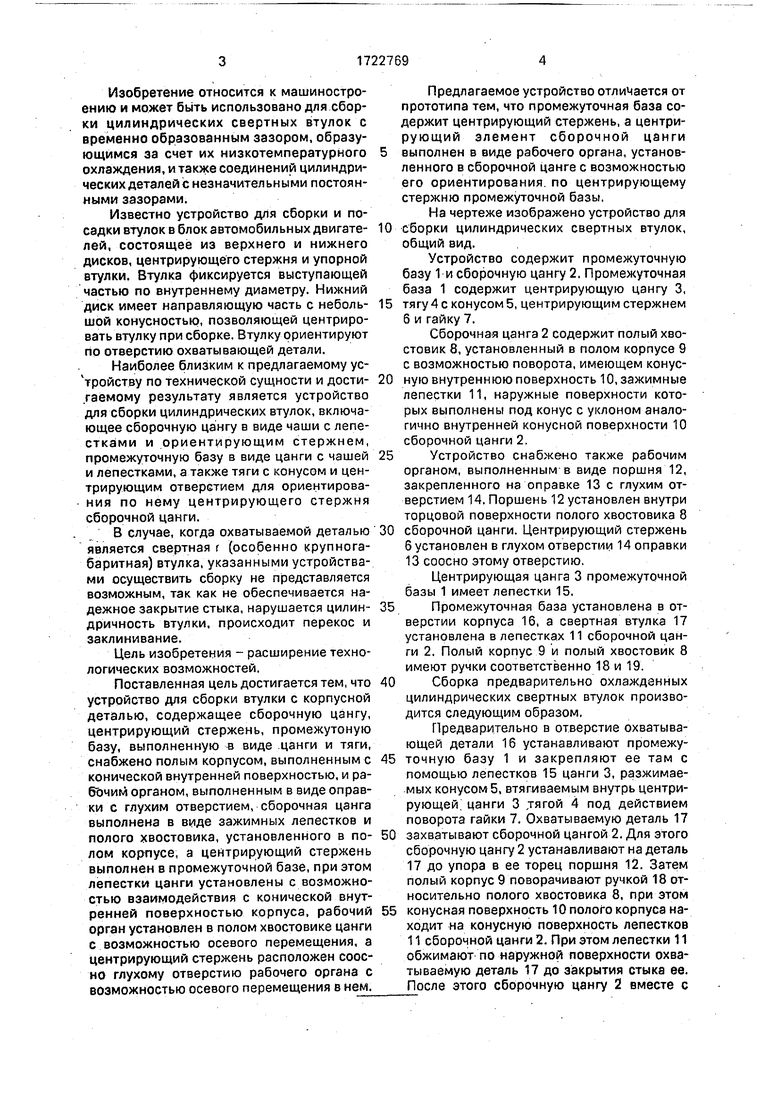

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки цилиндрических втулок и устройство для его осуществления | 1985 |
|
SU1269963A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для сборки запрессовкой охватываемой и охватывающей детелей | 1988 |
|
SU1668087A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для сборки и сварки металлоконструкций | 1983 |
|
SU1130447A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| Устройство для зажима деталей | 1979 |
|
SU850314A1 |
Использование: сборка цилиндрических свертных втулок с временно образованным зазором за счет низкотемпературного охлаждения. Сущность изобретения: устрой ство содержит промежуточную базу 1 и сборочную цангу 2. Промежуточная база крепится и ориентируется в отверстии корпусной детали посредством лепестков центрирующей цанги 3. Свертную втулку 17 крепят в лепестках 11 сборочной цанги 2. Ориентирование центрирующего стержня 6 осуществляют посредством отверстия 14 в оправке 13 рабочего органа. 1 ил.
| Авторское свидетельство СССР | |||
| Способ сборки цилиндрических втулок и устройство для его осуществления | 1985 |
|
SU1269963A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
