Изобретение относится к промыиг ленности, в которой производят термическую обработку полосового и ленточного материала..Наиболее целесообразно применение его в металлур- ической промьшшенности для непрерывной термической обработки полос из черных или цветных металлов и сплавов.
Целью изобретения является рас- ширение технологических возможностей.
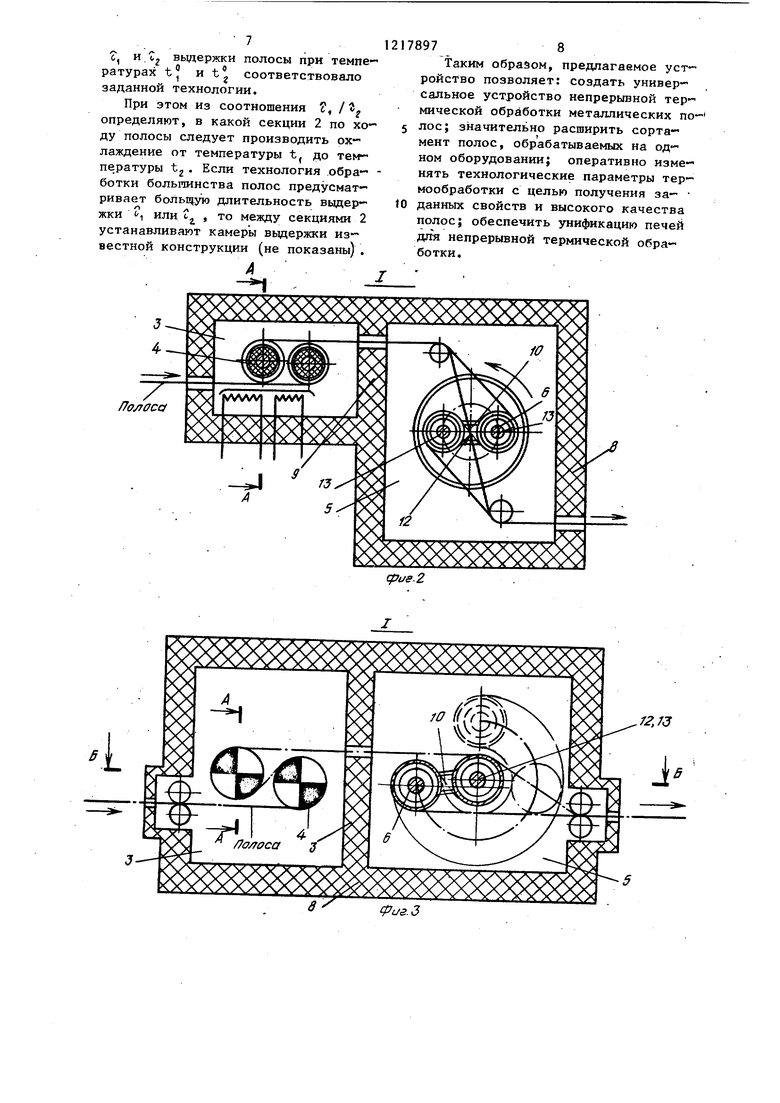
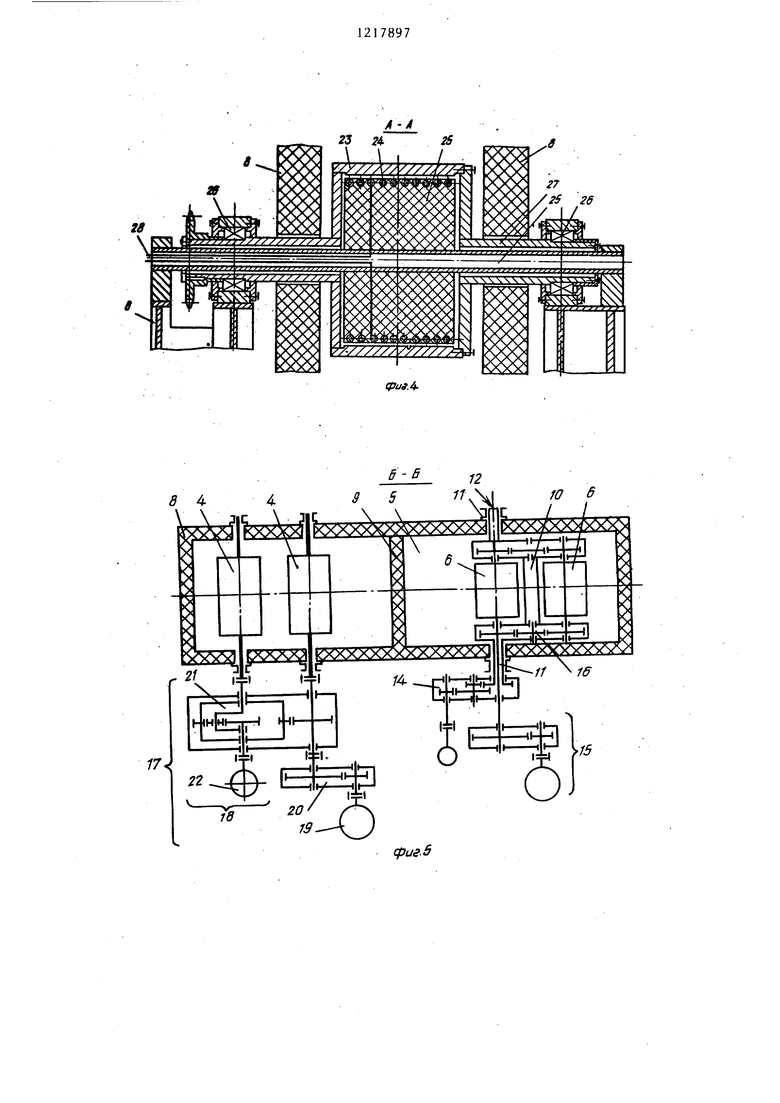
На фиг. 1 изображена транспорт- но-технологическая схема расположения оборудования; на фиг. 2 - узел 1 на фиг. 1 ( схема двухзонной секции с теплообменными роликами нагрева и охлаждения, в которой подвижная рама имеет ось поворота, не совпадающую с осью вращения роликов); на фиг. 3 - то же ( схема двухзонной секции с теплообменными роликами нагрева и охлаждения, в которой ось поворота подвижной рамы совпадает с осью одного из роликов охлаждения на фиг. 4 - разрез А-А на фиг. 2 и 3 (продольный разрез тёплообменного ролика нагрева); на г. 5 - разрез Б-Б на фиг. 3 (кинематическая схема привода теплообменных роликов, план на фиг. 6 - примеры некоторых из . возможных циклов обработки полосы в агрегате.. ,
Устройство (фиг. 1) включает участок размотки 1, ряд установленных последовательно по ходу технологического процесса двухзонных секций каждая из которых имеет камеру нагрева 3 с теплообменными роликами нагрева 4 и камеру охлаждения 5с теплообменными роликами 6 охлаждения, а также участок смотки 7 тер- мообработанной полосы..Каждая секция 2 имеет теплоизолирующий корпус 8, в котором камера нагрева 3 и камера охлаждения 5 разделены стенкой 9. Ролики охлаждения 6, размещенные в камере охлаждения 5, установлены попарно на рамах 10, снабженных цапфами 11, ось 12 которых параллельна осям 13 роликов охлаждения 6. Рамы 10 снабжены цапфами 11, которые шйрнирно закреплены на корпусе 8. Одна из цапф 11 каждой рамы 10 соединена с механизмом 14 ее Поворота. При этом ось 12 цапф И может совпадать с осью 13 вращения .с дного из роликов охлаждения 6.
Механизм вращения роликов 6 камер охлаждения выполнен в виде привода 15, соединенного с роликами 6 зубчатой передачей 16.
Механизм вращения роликов нагрева 4 выполнен в виде общего замкнутого привода 17, включающего узел 1 устанавливающий разность скоростей вращения роликов, электродвигатель 19 вращения роликов, редуктор 20. Указанный узел 18 вьтолнен в виде дифференциального редуктора 21 , снабженного управляющим элекродвигателем 22.
Внутри каждого тёплообменного ролика нагрева 4 напротив внутренней поверхности бочки 23 размещены (Нагреватели 24,закрепленные на держателях 25 (фиг. 4). При это м ролики нагрева 4, установленные в подшипниковых опорах 26 на, корпусе 8, имеют полые 27. Через полые цапфы 27 пропущены держатели 25, которые закреплены на корпусе 8. Держтели 25 снабжены также токоподвода- ми 28 к нагревателям 24, которые неподвижны относительно корпуса 8 секции 2.
Неподвижные нагреватели, установленные внутри теплообменных роликов нагрева, не имеют коллекторов и других устройств, ограничиваклцих подводимую мощность, что позволяет увеличить верхний предел температуры нагрева бочек: указанных роликов.
Привод теплообменных роликов каждой секции устройства непрерывно те рмической обработки металлических полос работает следзпощим образом.
На входе в первую секцию 2 устройства, со стороны участка размотки 1, разматьшателем или натяжными роликами (не показаны) в полосе, имющей температуру tg, создается натяжение, соответствующее напряжениям растяжения йд , которые не превьша- ют предела текучести С. материала полосы при максимальной температуре t2 ее нагрева в первой секции 2. При этом полоса получает предварительное удлинение в области упругих деформаций на величину й. Затем полоса набегает на первый по - ходу технологического процесса теп- лообменный ролик нагрева 4, и, огибая его под натяжением, приобретает к моменту схода температуру t4.
При этом происходит температур- ное удлинение полосы на величину &f( .
Одновременно в полосе происходит снижение растягивающих напряжений и, соотвефственно, уменьшается усилие прижатия ее к теплообменному ролику нагрева 4.
После схода с первого теплооб- менного ролика нагрева 4 полоса, в случае одинаковых литейных скоростей поверхностей роликов нагрева 4, имела бы уменьшенное натяжение в сравнении с Т, а в отдельных случаях, поскольку величина й( превышает область упругих деформаций полосы лРр, натяжение ее между теп- лообменными роликами нагрева 4 уменшилось бы до нуля. Но так как натяжение в набегающей ветви невозможно создать при отсутствии натяжения в сбегающей, то натяжение между теплообменными роликами нагрева 4 поддерживалось бы за счет постоянного скольжения полосы по поверхности указанных роликов.
В предлагаемом устройстве, с помощью узла 18, устанавливающего разность скоростей вращения тепло- обменных роликов нагрева 4, дифференциальным замкнутым приводом 17 вращения указанных роликов устанавливается превьппение скорости каждого последующего теплообменного ролика нагрева 4 на величину, обеспечивающую поддержание постоянного натяжения между ними. При этом величина удельного натяжения (j, полосы на участке между указанными роликами равна и больше величины удельного натяжения бд поло.сы на входе, но не пр вьш1ает предела текучести С; материала полосы при максимальной температуре tj ее в камере нагрева 3 первой секции 2.
Аналогично осуществляется поддержание натяжения между последующими теплообменными роликами нагрева 4. При этом перепад натяжений на каждом из них не должен превьшхать усилия сцепления полосы с роликом нагрева 4 Наилучшие условия для нагрева полосы реализуются при равенств е натяжений в набегающей и сбегающей ветвях полосы, так как ослабление прижима полосы на сходе с теплообменного ролика нагрева 4 несколько компбнсиру ется за счет сдвиговых деплантаций
7Н974
ее поперечных сечений и, одновременно, исключается скольжение полосы по теплообменному ролику нагрева 4.
5 После схода .с последнего тепло- обменного ролика нагрева 4 первой секции 2, полоса набегает на первый теплообменный ролик охлаждения 6, при этом наиболее интенсивное ох-
to лаждение полосы происходит в начале дуги контакта нагретой полосы с поверхностью указанного ролика. Интенсивность охлаждения зависит от величины зазора между полосой и по- 15 верхностью бочки теплообменного ролика охлаждения 6, разности температур, усилия прижатия. При этом равномерность контакта поверхности бочки ролика 6 и полосы в значи-
20 тельной степени определяет коробление последней, поскольку охлаждение полосы сопровождается ее температурным сжатием и, следовательно, участки полосы, имеющие лучший
5 контакт с поверхностью бочки теп- лообменного ролика охлаждения 6, чем соседние, интенсивно охлаждаются и, сжимаясь, еще более ухудшают условия охлаждения соседних участ-
0 ков.
Для исключения, указанного явления приводы 15 и 17, в контуре меж- ду последним теплообменным роликом нагрева 4 и первым теплообменным роликом охлаждения 6, с помощью, например, электрической цифровой системы управления, связывающей их по скорости, устанавливают превьшение скорости вращения ролика охлаждения 6 по отношению к теплообменному ролику нагрева 4, обеспечивая гарантированную вытяжку полосы на участи ке между указанными роликами 4 и 6 на величину, допускаемую материалом полосы при данной температуре, а
5 также технологическим процессом обработки.
После схода с первого теплообмен- ного ролика охлаждения 6 полоса приобретает температуру t j и одновре-
0 менно ее волокна подвергаются температурному сжатию Д f5. Вследствие неоднородности структуры материала полосы, практически всегда имеют место при охлаждении неравномерности
5 сжатия волокон полосы по ширине, вы- зьюающие в ней внутренние напряже- нкя, которые приводят к короблению полосы на втором теплообменном роли-
5
0
51
ке нагрева 6, Для исключения указан- ного явления полосу на участке между теплообменными роликами охлалодения 6 растягивают в области упругопласти- ческих деформаций, .благодаря чему .осуществляется перераспределение внутренних напряжений в сечении полосы. В предлагаемом устройстве для осуществления вытяжки полосы на учаске между теплообменными роликами охлаждения 6 последние соединены попарно зубчатыми передачами 16 с передаточным отношением, обеспечивающим превышение Скорости последующих по ходу технологического процесса теплообменных роликов охлаждения 6. При этом для улучшения условий охлаждения и исключения коробления полосы, хладоагент, поступающий в первый охлаждающий ролик, имеет температуру выше, чем поступающий в последующие. В предлагаемом устройстве в каждой секции 2 это осуществляется путем подачи в него хладоагента из второго по ходу технологического процесса теплообменного ролика охлаждения 6. После схода с последнего теплообменного ролика охлаждения 6 первой двухзонной секции 2 полоса поступает во вторую секцию 2, работа приводов которой осуществляется аналогично работе приводов первой секции 2.
При этом между первой и второй секциями 2, а также между последую- ищми замкнутым приводом 17 теплооб- меиных роликов нагрева поддерживают натяжение, при котором удельные напряжения не превышают предела текучести бд материала полосы при температуре ее нагрева во второй или последующих двухпозиционных секциях 2
После выхода из последней двух- зонной секции 2 полоса поступает на участок намотки 7, при этом натяжным устройством (не показано) или моталкой поддерживается натяжение полосы, исключающее проскальзывание ; ёе на последнем теплообменном ролике охлаждения 6.
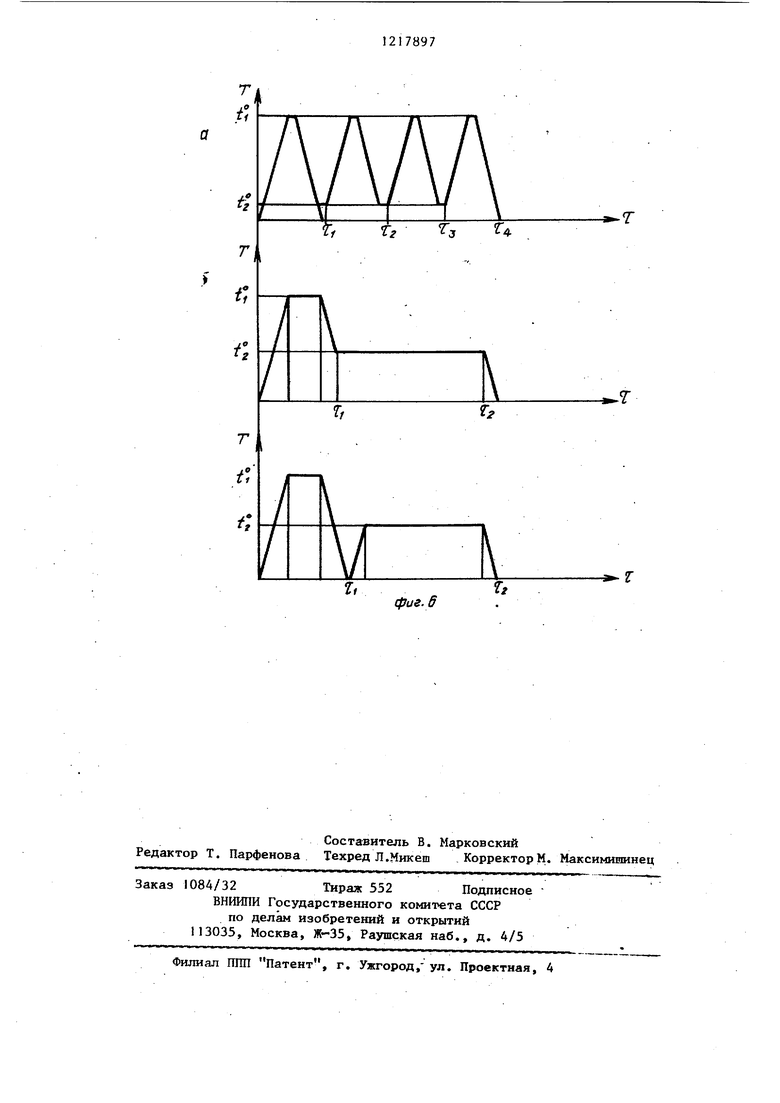
Устройство позволяет осуществлять непрерывную термическую обработку металлических полос по циклам, включающим нагрев, охлаждение и выдержку в широком диапазоне их
С.О 46 Т Э.НН}
Например, обработка полосы по циклу (а) осуществляется следующим образом.
78976
Полоса подается с участка размотки 1 в камеру нагрева 3 первой секции 2, в которой, огибая предварительно разогретые нагревателями 24 5 теплообменные ролики 4, интенсивно нагревается до температуры t ° путем контактного теплообмена с последними .
При этом замкнутым приводом 17
0 роликов 4 осуществляется натяжение полосы дпя компенсации температурных расширений последней, что обеспечивает облегчение полосой бочек 23 роликов 4, и, следователь-
5 но, минимальное тепловое сопротивление по поверхности их контакта. Нагретая до температуры t полоса поступает в камеру охлаждения 5, в которой, огибая ролики 6, охлажда-
0 ется до температуры t.
Температурное сжатие полосы в процессе охлаждения на теплообменных роликах 6 сдерживается зубчатой передачей 15, благодаря чему обеспечивается плотное ее прилегание к роликам 6. Степень охлаждения полосы в зоне 5 устанавливается путем поворота рамы 10 с установленными на ней роликами 6. Поворот рамы 10
0 в цапфах 11 относительно корпуса 8 на необходимый угол осуществляется механизмом 14. Величина угла поворота рамы 10 определяется в зависимости от степени требуемого охлажде-
5 ния полосы в зоне 5. Охлажденная
5
ДО t -полоса поступает в следующую по ходу технологического процесса секцию 2, в которой осуществляется повторный нагрев полосы до t°
0 и охлаждение до t°.
После прохождения полосой ряда двухзонных секций 2 она выходит охлажденной из последней секции 2 и поступает на участок смотки 7.
5 Таким образом в устройстве осуществляется непрерывная термоциклическая обработка полосы. Число двухзонных секций 2 в потоке определяется .технологическим процессом в зависи-
0 мости от сортамента и материала полос.
Для обработки полос по циклам .(б) и (в) охлаждающие ролики 6 не-
скольких секций 3 путем поворота 5 рам 10 выводятся из соприкоснове- .ния с полосой, а скорость транспор- тирования последней в агрегате устанавливается такой, чтобы иремя
1
и ь выдержки полосы при температурах t и t соответствовало заданной технологии.
При этом из соотношения , определяют, в какой секции 2 по ходу полосы следует производить охлаждение от температуры t, до текг- пературы t . Если технология .обра- ботки болычинства полос предусматривает больщуто длительность выдержки , или , то между секциями 2 устанавливают камеры вьщержки известной конструкции (не показаны).
2178978
Таким образом, предлагаемое устройство позволяет: создать универсальное устройство непрерывной термической обработки металлических по- 5 лос; значительно расширить сортамент полос, обрабатываемых на одном оборудовании; оперативно изменять технологические параметры термообработки с целью получения за- to данных свойств и высокого качества полос; обеспечить унификацию печей для непрерывной термической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат нерерывного отжига и дрессировки металлической полосы | 1966 |
|
SU265925A1 |
| РОЛИК ПЕТЛЕДЕРЖАТЕЛЯ | 2008 |
|
RU2373008C1 |
| Устройство для теплоснабжения технологических объектов | 1986 |
|
SU1392326A1 |
| Печной ролик | 1989 |
|
SU1772566A1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| УСТРОЙСТВО И СПОСОБ НЕПРЕРЫВНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2013 |
|
RU2623520C2 |
| ПРОТЯЖНАЯ ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЕЗУГЛЕРОЖИВАЮЩЕГО ОТЖИГА | 1996 |
|
RU2106414C1 |
| Газотурбинный двигатель | 1990 |
|
SU1795136A1 |
| Проходная печь | 1972 |
|
SU493515A1 |
| Способ квазиизотермического преобразования при сжатии и расширении газа и тепловая машина для его осуществления | 1982 |
|
SU1386038A3 |
72J3
cpus.3
8 4
Z22SSSXS222S y
т
б-В
12
6
ЕЖЕ2ЗД
3
н
К;
fVVSAA/
э
// /
М
|ф|
4
t::|.
18
20
б
т
6
15
(pus-6
фие.б
Составитель В. Марковский Редактор Т. Парфенова Техред Л.Микеш КорректорМ. Максимишинец
Заказ 1084/32 Тираж 552 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал III III Патент, г. Ужгород, ул. Проектная,
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОГО РЕЖИМА ТРЕХФАЗНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 1992 |
|
RU2044416C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
