(Л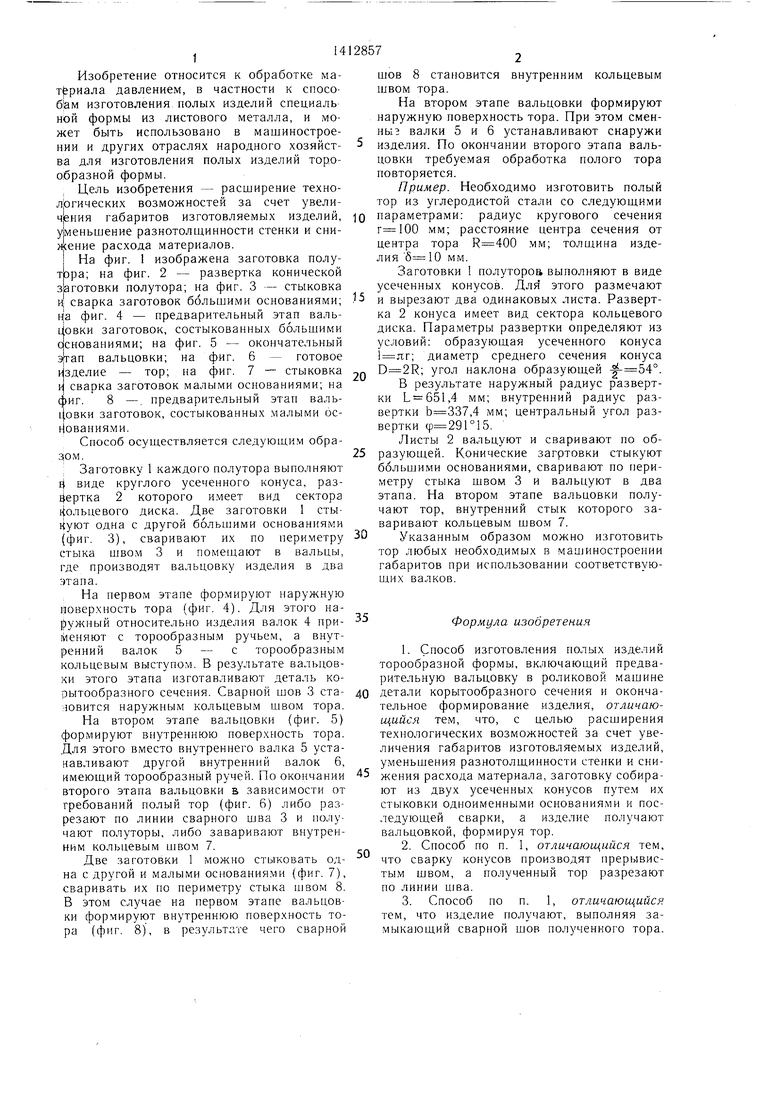
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА АППАРАТА ДЛЯ ХИМИЧЕСКИХ ПРОИЗВОДСТВ, СТОЙКОГО К ВОЗДЕЙСТВИЮ КОНЦЕНТРИРОВАННЫХ КИСЛОТ, ИЗ ТИТАНОВЫХ ЛИСТОВ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2015 |
|
RU2621745C2 |
| Неразъемное соединение трубы с сосудом | 1978 |
|
SU959961A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ СФЕРИЧЕСКОЙ ФОРМЫ | 1992 |
|
RU2053038C1 |
| Способ изготовления стальных тонкостенных осесимметричных сосудов | 2018 |
|
RU2673591C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ СФЕРИЧЕСКОЙ ФОРМЫ СО СКВОЗНЫМ ТРУБЧАТЫМ КАНАЛОМ | 1998 |
|
RU2157290C2 |
| Способ подготовки под сварку соединения | 1984 |
|
SU1234132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2002 |
|
RU2220805C2 |
| ЗАГОТОВКА ДЛЯ ЖЕСТКОЙ ПОЛОЙ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200666C2 |

Изобретение относится к обработке материала давлением вальцовкой. Цель изобретения - расширение технологических возможностей. Для этого заготовку 1 выполняют в виде усеченного конуса. Две заготовки 1 стыкуют одна с другой одноименными основаниями, сваривают по периметру стыка швов. Вальцовку производят в два этапа до получения тора. После завершения вальцовки второго этапа производят соответственно либо разрезание тора по линии сварного шва, либо сварку замыкающего шва. Способ позволит увеличить габариты изделия, в том числе за пределами возможностей существующего прессового оборудования. Кроме того, снижается расход металла, так как исключаются припуски по краям каждой заготовки, необходимые при штамповке. 2 з. п. ф-лы, 8 ил.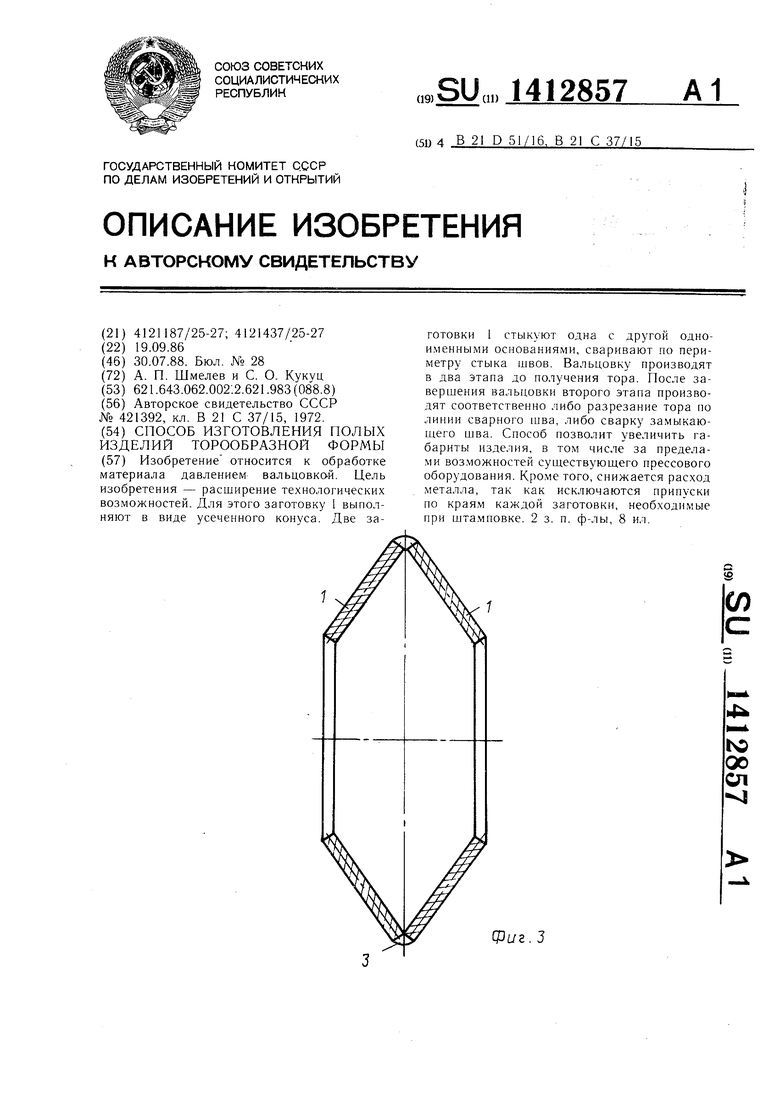
ю
00 СП
Фиг.З
Изобретение относится к обработке ма- т риала давлением, в частности к способам изготовления, полых изделий специаль ной формы из листового металла, и может быть использовано в машиностроении и других отраслях народного хозяйства для изготовления полых изделий торо- образной формы.
Цель изобретения - расширение техно- лЬгических возможностей за счет увеличения габаритов изготовляемых изделий, Q параметрами: радиус кругового сечения
yi
мм; расстояние центра сечения от центра тора мм; толщина изделия б 10 мм.
Заготовки 1 полутороа выполняют в виде усеченных конусов. Для этого размечают
и сварка заготовок ббльщими основаниями; 55 и вырезают два одинаковых листа. РазвертНа фиг. 4 - предварительный этап валь-ка 2 конуса имеет вид сектора кольцевого
Новки заготовок, состыкованных ббльщими
Основаниями; на фиг. 5 - окончательный
меньщение разнотолщинности стенки и снижение расхода материалов.
На фиг. 1 изображена заготовка полу- тЬра; на фиг. 2 - развертка конической заготовки полутора; на фиг. 3 - стыковка
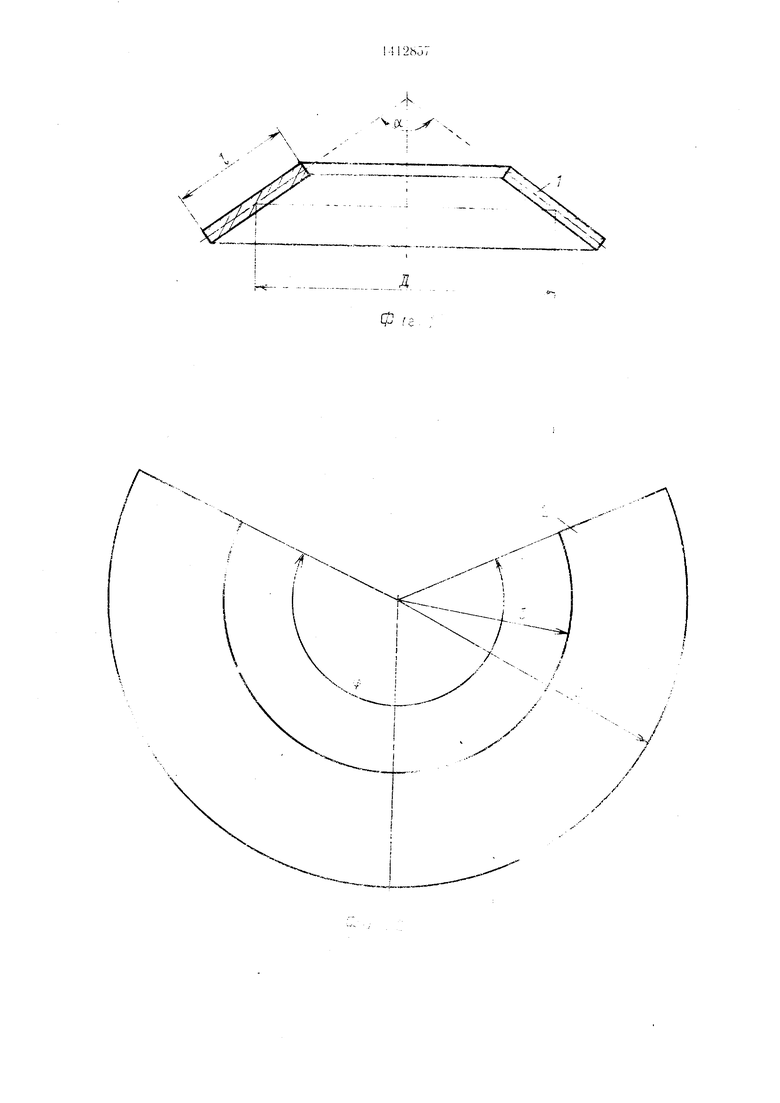
ап вальцовки; на фиг. 6 - готовое
С)ИГ.
предварительный этап валь- ,овки заготовок, состыкованных .малыми осдиска. Параметры развертки определяют из условий: образующая усеченного конуса яг; диаметр среднего сечения конуса
зделие - тор; на фиг. 7 - стыковка л угол наклона образующей . сварка заготовок малыми основаниями; наВ результате наружный радиус развертки L 651,4 мм; внутренний радиус развертки ,4 мм; центральный угол раз- Кованиями,вертки ф 291°15.
Способ осуществляется следующим обра-Листы 2 вальцуют и сваривают по обзом.25 разующей. Конические загртовки стыкуют
ббльщими основаниями, сваривают по пери- .метру стыка щвом 3 и вальцуют в два этапа. На втором этапе вальцовки получают тор, внутренний стык которого заваривают кольцевым щвом 7.
Указанным образом можно изготовить
30
: Заготовку 1 каждого полутора выполняют Е| виде круглого усеченного конуса, раз- йертка 2 которого имеет вид сектора Нольцевого диска. Две заготовки 1 сты- Нуют одна с другой большими основаниями (фиг. 3), сваривают их по пери.метру стыка щвом 3 и помещают в вальцы, где производят вальцовку изделия в два этапа.
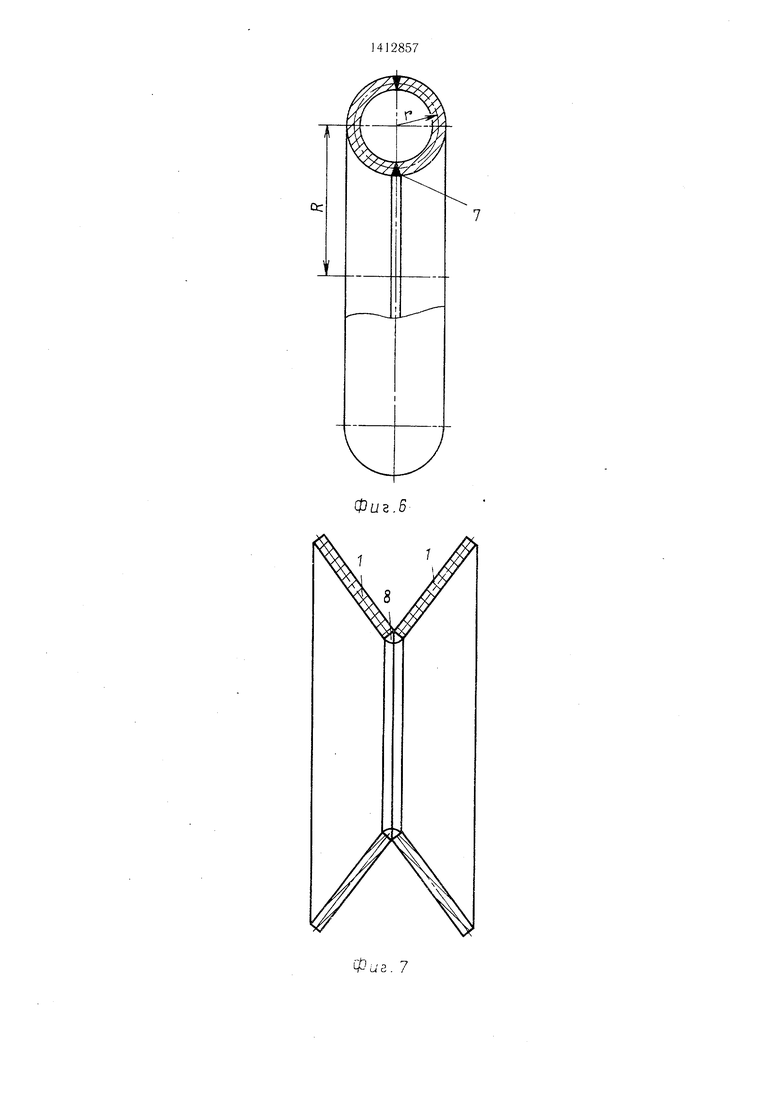
На первом этапе формируют наружную поверхность тора (фиг. 4). Для этого наружный относительно изделия валок 4 при- Зл меняют с торообразным ручьем, а внутренний валок 5 - с торообразным кольцевым выступом. В результате вальцовтор любых необходимых в мац иностроении габаритов при использовании соответствующих валков.
Формула изобретения
. Способ изготовления полых изделий торообразной формы, включающий предварительную вальцовку в роликовой машине
. Способ изготовления полых изделий торообразной формы, включающий предварительную вальцовку в роликовой машине
ки этого этапа изготавливают деталь корытообразного сечения. Сварной шов 3 ста-дО детали корытообразного сечения и оконча- ювится наружн :.1м кольцевым швом тора.тельное формирование изделия, огличаю- На втором этапе вальцовки (фиг. 5)щийся тем, что, с целью расширения формируют внутреннюю поверхность тора.технологических возможностей за счет уве- Для этого вместо внутреннего валка 5 уста-личения габаритов изготовляемых изделий, навливают другой внутренний валок 6,уменьшения разнотолщинности стенки и сни- имеющий торообразный ручей. По окончании45 женин расхода материала, заготовку собира- второго этапа вальцовки в зависимости отют из двух усеченных конусов путем их
требований полый тор (фиг. 6) либо разрезают по линии сварного шва 3 и получают полуторы, либо заваривают внутренним кольцевым швом 7.
Две заготовки 1 можно стыковать одна с другой и малыми основаниями (фиг. 7), сваривать их по периметру стыка швом 8. В этом случае на первом этапе вальцовки формируют внутреннюю поверхность тора (фиг. 8), в результате чего сварной
50
стыковки одноименными основаниями и последующей сварки, а изделие получают вальцовкой, формируя тор.
шов 8 становится внутренним кольцевым швом тора.
На втором этапе вальцовки формируют наружную поверхность тора. При этом смен- ныэ валки 5 и 6 устанавливают снаружи изделия. По окончании второго этапа вальцовки требуемая обработка полого тора повторяется.
Пример. Необходимо изготовить полый тор из углеродистой стали со следующими
параметрами: радиус кругового сечения
тор любых необходимых в мац иностроении габаритов при использовании соответствующих валков.
Формула изобретения
. Способ изготовления полых изделий торообразной формы, включающий предварительную вальцовку в роликовой машине
детали корытообразного сечения и оконча- тельное формирование изделия, огличаю- щийся тем, что, с целью расширения технологических возможностей за счет уве- личения габаритов изготовляемых изделий, уменьшения разнотолщинности стенки и сни- женин расхода материала, заготовку собира- ют из двух усеченных конусов путем их
0
стыковки одноименными основаниями и последующей сварки, а изделие получают вальцовкой, формируя тор.
V(X X
Д
/
mn
Ф(3
Фиг.6
Фиг. 7
Фиг.8
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУТОРОВ | 1972 |
|
SU421392A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
