Изобретение относится к станкостроению, в частности может применяться в станках для обработки концов валов.
Цель изобретения - расширение технологических возможностей устройства за счет возможности применения в станках с любым количеством и расположением инструмента.
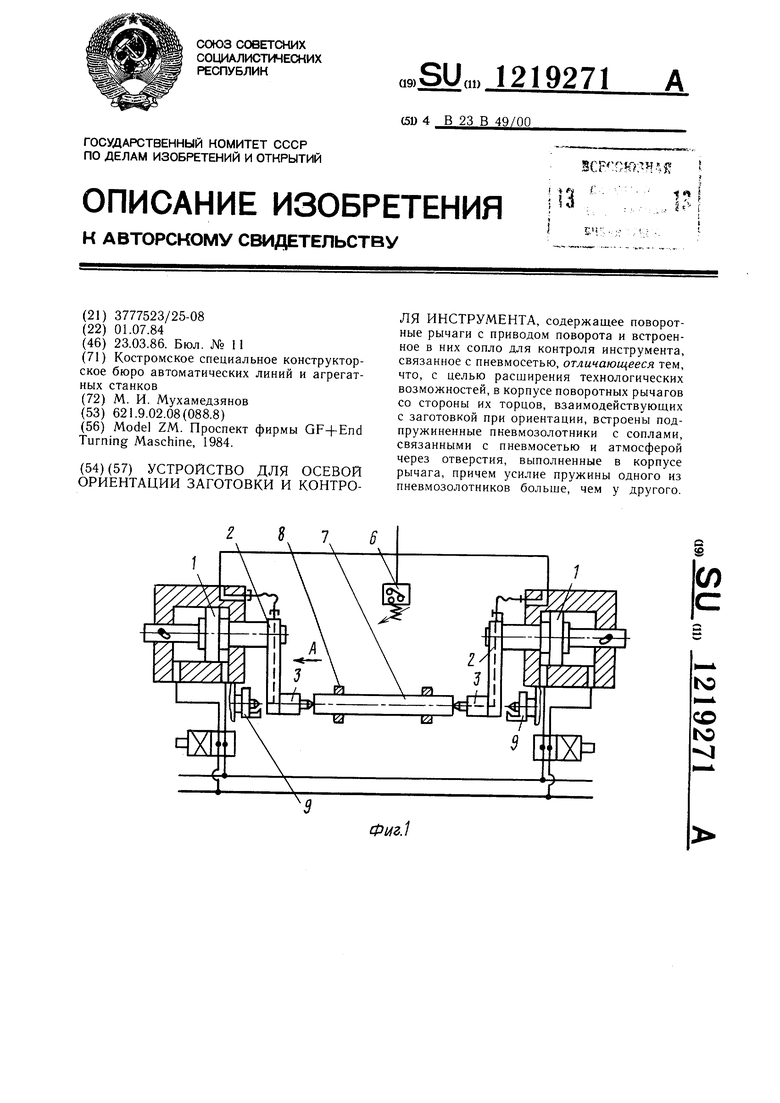
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, в положении осевой ориентации заготовки; на фиг. 3 - то же, в положении контроля наличия отверстий; па фиг. 4 - вид А на фиг. 1.
Устройство содержит привод 1, перемещающий по заданной траектории рычаг 2, на котором установлен корпус 3, несущий щуп 4, поджатый пружиной 5. Щуп 4 взаимосвязан посредством каналов пневмосети с реле 6 давления fi выполняет роль пневмо- золотника. Обрабатываемая заготовка 7 зажимается в приспособлении 8. Контролируемое сверло находится в комбинированной центровально-обточной головке 9.
Устройство работает следующим образом.
В исходном положении рычаг 2 выведен из зоны обработки (положение I на фиг. 4). После установки заготовки 7 на базовые призмы приспособления 8, рычаги 2 приводом 1 вводят корпуса 3 с щупами 4 в зону обработки (положение II на фиг. 4). При этом рычаги 2 соверщают движение по заданной траектории и ориентируют заготовку 7 в осевом направлении, причем один из торцов корпуса 3 (например, левый) в этом случае выполняет роль жесткого упора, до которого перемещает заготовку 7 подпружиненный правый щуп 4. При осевой ориентации заготовки пневмосеть отклонена пнев- мораспределителем. В левом корпусе 3 пру
5
жина 5 имеет меньщее усилие, чем пружина 5 правого корпуса 3. Поэтому при досылании заготовки 7 левый щуп 4 утапливается внутрь корпуса 3. Постоянство размера при осевой ориентации заготовки обеспечивается ограничением хода порщней привода 1 до передней крыщки корпуса.
После осевой ориентации заготовку 7 зажимают в приспособлении 8, а привод 1 выводит рычаги 2 со средствами контроля (пневмозолотники-щупы 4) из зоны обработки.
После обработки заготовки 7 комбинированной головкой 9 привод 1 вводит средства контроля поворотом рычагов 2 в зону обработки. Канал Б пневмораспределителем подключается к пневмосети. Щупы 4 вводятся в обработанные отверстия заготовки 7. При наличии обработанных отверстий (фиг. 3) подается команда на продолжение цикла работы станка. При отсутствии обработан0 ных отверстий (отсутствие сверла) канал Б пневмосети сообщается через каналы В и Г и кольцевой проточкой щупа 4 (пневмозо- лотника) с атмосферой (фиг. 2), происходит падение давления в пневмосети, срабатывает реле 6 давления и подается команда на оста5 нов станка.
Применение предлагаемого устройства обеспечивает контроль наличия сверла косвенным путем (посредством проверки наличия обработанного отверстия в заготовке), т. е. независимо от того, в какой обрабатывающей головке оно находится, что расщи- ряет технологические возможности устройства и диапазон станков, в которых возможно его применение, а именно в станках, где требуется осевая ориентация заготовки при загрузке в приспособление.
0
.З
ВНИИПИ Заказ 1192/17 Тираж 1000 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4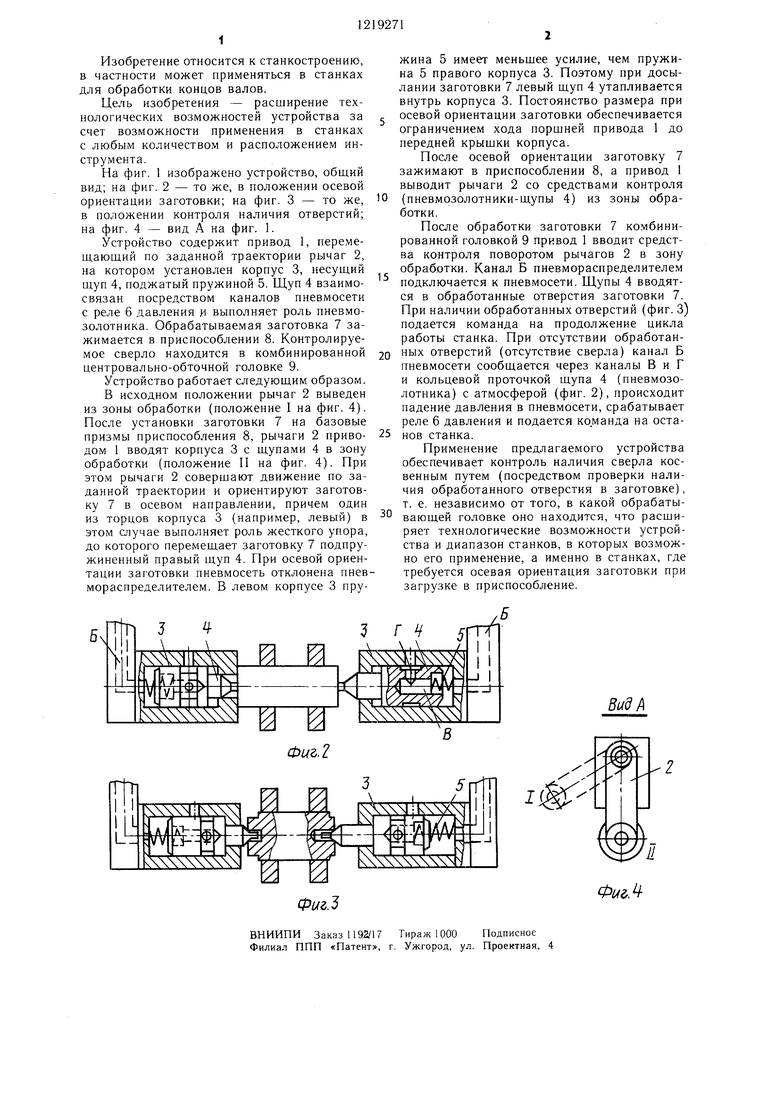
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1985 |
|
SU1238903A1 |
| Металлорежущий станок | 1987 |
|
SU1423299A1 |
| Агрегатный станок | 1982 |
|
SU1006167A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Загрузочное устройство | 1985 |
|
SU1298038A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Механизм поддерживающих роликов бесцентрово-токарного станка | 1986 |
|
SU1360904A1 |
| УСТРОЙСТВО для КОНТРОЛЯ НАЛИЧИЯ в ДЕТАЛЯХОТВЕРСТИЙ | 1972 |
|
SU345355A1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| Станок для обработки отверстий | 1987 |
|
SU1537402A1 |
| Model ZM | |||
| Проспект фирмы GF+End Turning Maschine, 1984. |
