«
Изобретение относится к термической резке листов.
Цель изобретения - повышение качества очистки днищ раскройных рам от шлака.
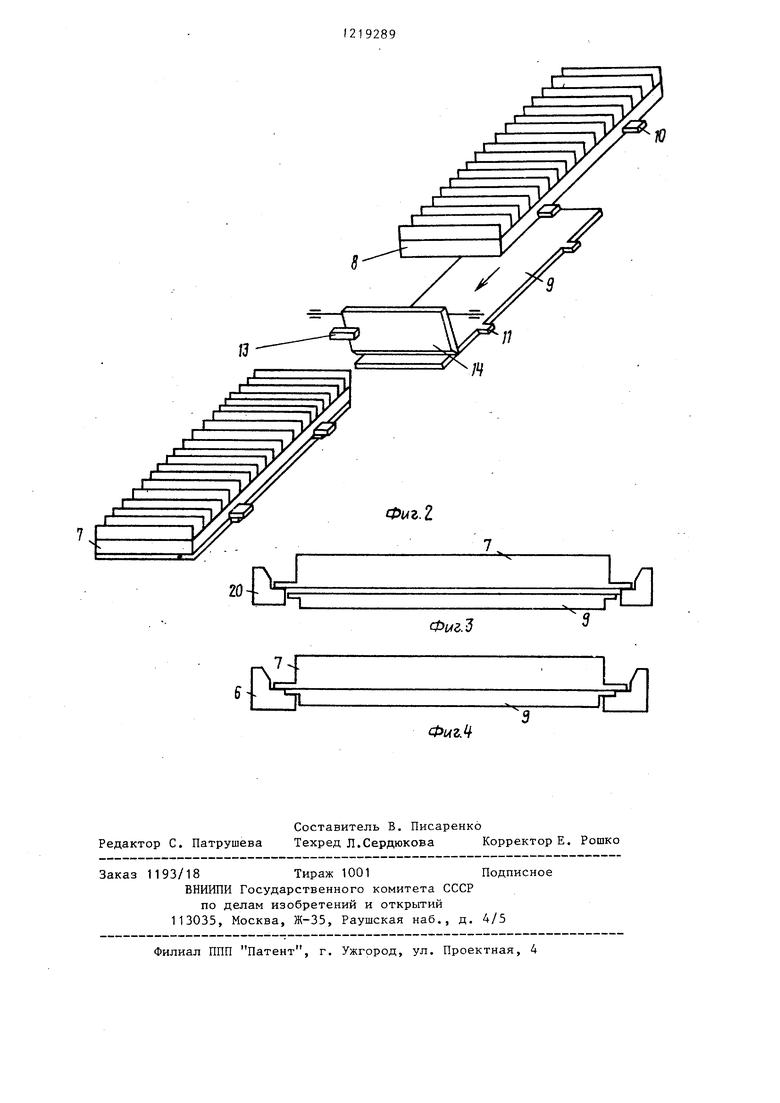
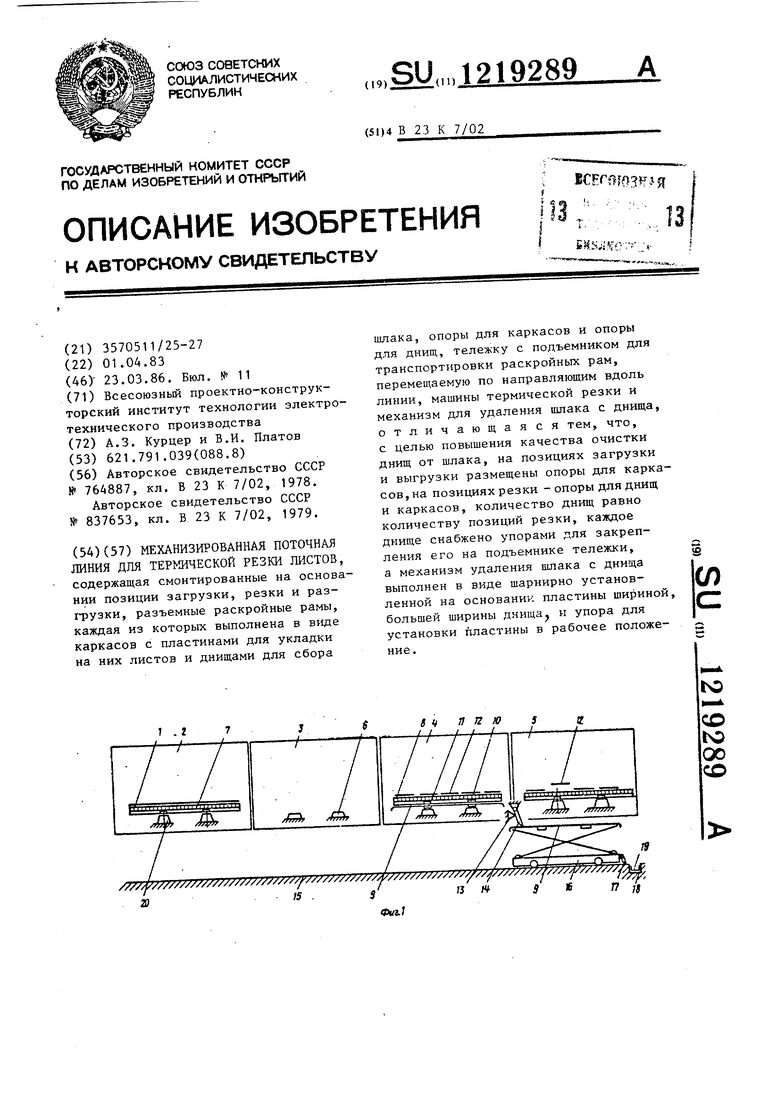
На фиг. 1 изображена механизированная поточная линия термической резки листов общий вид; на фиг. 2 - аксонометрическое изображение раскройных рам на позипиях резки; на фиг. 3 - схема взаимного расположения выступов каркасов и опор на позициях загрузки и разгрузки , на фиг. 4 - схема взаимного расположения выступов каркасов, днищ и опо на позициях резки.
Механизированная линия (поточная термической резки листов 1 содержит позиции загрузки 2, резки 3 и 4., а также разгрузки 5. На позициях 3 и
4резки установлены опоры 6 для раскройных рам 7. Рама 7 состоит из каркаса 8 с пластинами и днища 9, Каркас 8 снабжен выступами 10, а днище 9 выполнено с выступами 11
и упорами. На позициях 3 и 4 резки установлены машины термической резки (не показаны). Число позиций резки может быть две или больше дву На позиции 5 разгрузки установлен разгрузчик (не показан) для удалени деталей 12 с каркаса 8. На основани между позицией 4 резки и позицией
5разгрузки шарнирно установлена пластина с шириной, большей ширины днища, и упор 13 для установки пластины 14 в рабочее положение. Под всеми позициями проложен рельсовый путь 15, на котором установлена тележка 16 с подъемником, снабжен- .ная скрепером 17. Рельсовый путь 15 заканчивается приямком 18, в котором размещен контейнер 19 для сбора и удаления.шлака. На позиции загрузки 2 и разгрузки 5 установлены опоры 20 для раскройных рам 7.
Механизированная поточная линия термической резки листов работает следующим образом.
На фиг. 1 изображен момент работы линии, когда на позиции 3 резки закончен раскрой листа 1 и рама 7 вместе с деталями 12 перемещена тележкой 16 на позицию 5 разгрузки. После этого днище 9 захвачено подъемником тележки и транспортируется тележкой 16 в направлении
19289 .2
позиции 2 загрузки с одновременной очисткой от шлака пластиной 14, зафиксированной упором 13. На позиции 2 лежит каркас 8 с листом 1,
г подлежащим транспортировке на позицию 3 резки. Это положение агрегатов линии исходное.
При движении тележки 16 от позиции 5 разгрузки влево пластина
fQ 14 сталкивает шлак, находящийся на днище 9 после резки листа 1 на позиции 3, и одновременно зачищает днище 9 от приваренного шлака. Шлак сбрасывается на рельсовый путь 15,
5 а днище 9, очищенное от шлака, транспортируется тележкой 16 на позицию загрузки 2,
После того, как днище 9 совме-. стится в плане с каркасом 8 на пози2Q цни 2, тележка 16 поднимает днище 9 до стыковки с каркасом 8, затем приподнимает собранную раму 7 над опорами 20 и транспортирует ее вместе с листом 1 на свободную пози25 Цию резки, например позицию 3.
Когда совмещенные выступы 10 каркаса 8 и выступы 11 днища 9 совпадут в плане с опорами 6 на позиции 3, тележка 16 останавливается и опускает раму 7 на опоры 6. Тележка
16 высвобождается,забирает с позиции 5 освободившийся от деталей 12 каркас 8, переносит его на позицию 2, оставляет г- каркас 8 на опорах 2С для последующей , укладки на него листа 1 и высвобождает35 ся.Затем тележка 16 забирает с любой позиции резки, на которой она закончилась, например с позиции 4, раму 7 с .деталями 12, переносит ее на позицию 5. Если при этом в раме 7 встала на ребро мелкая деталь 12, то при прохождении рамы 7 под пластиной 14 в направлении позиции 5 деталь 12 отклонит пластину 14 и беспрепятственно пройдет под ней..
Тележка 16 при этом скрепером 17 сгребает шлак (оставшийся от предыдущей очистки днища 9) в контейнер 19, находящийся в приямке 18,
После этого тележка 16 подвеши50 вает каркас 8 на опоры 20 на позиции 5, опускает днище 9 до уровня, соответствующего очистке его пластиной 14, транспортирует днище 9 на- встречу лезвию пластины 14, тем са55 мым очищая днище 9 от шлака, и процесс повторяется.
40
45
Фиг-д
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для газовой резки изделий из листа | 1980 |
|
SU899290A1 |
| Устройство для термической резки листа | 1980 |
|
SU941044A1 |
| Поточная линия для раскроя листов | 1981 |
|
SU996121A1 |
| Поточная линия для обработки изделий | 1983 |
|
SU1183313A1 |
| Поточная линия для термической резки листов | 1990 |
|
SU1738518A1 |
| Поточная линия для термической резки листов | 1986 |
|
SU1391818A1 |
| Поточная линия для непрерывной газовой резки листов | 1976 |
|
SU591276A1 |
| Поточная линия для термической резки листа | 1980 |
|
SU903005A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для термической резки листа | 1973 |
|
SU519291A1 |
Ф1АгМ
| Стол для тепловой резки проката | 1978 |
|
SU764887A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для газовой резки изделийлиСТОВОгО МАТЕРиАлА | 1979 |
|
SU837653A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
