(54)
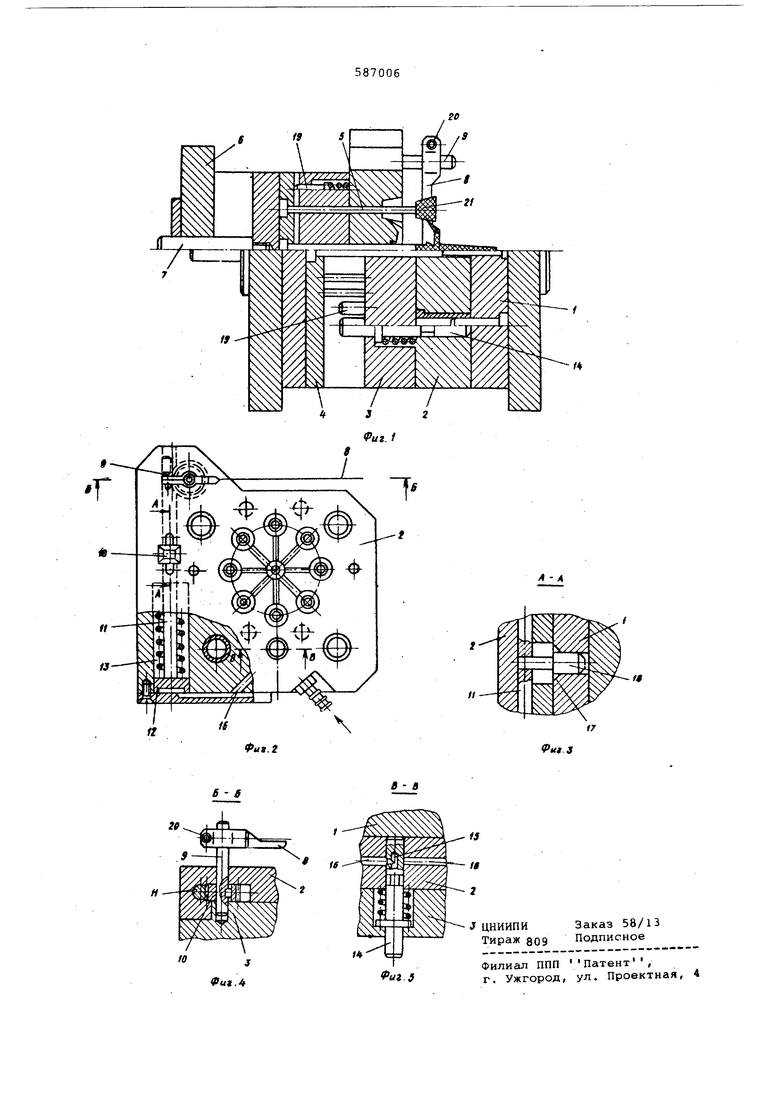
ЛИТЬЕВАЯ ФОРМА вэаимодействутощая с шестерней 10 и связанная пневмоприводом. Пневмопривод;включает поршень 12 йилиндра 13, установленный на конце зубчатой рейки, подпружиненный золотник 14, размещенный в опорной плите и плите матриц. Золотник 14 выполнен с отверстиями 15 для подачи воздуха из пневмоцилиндра по каналам 16, выполне ным в плите матриц. В неподвижног пли те 1 выполнено отверстие с фасками 17, в которое входит блокирующий упор 18, установленный в зубчатой рейке, в опорной плите размещены под пружиненные упоры 19 для отталкивания в начальный момент плиты 4 вытал кивателей. Регулирование положения планки осуществляют винтом 20. Литьевая форма работает следующим образом. После впрыска расплава в оформляющую полость подвижная полуформа отходит от неподвижной, шток 7 наталки вается на упор литьевой машины, и плиты выталкивателей останавливаются а опорная плиуа и плита матриц продолжают движение. При этом выталкиватели выталкивают изделия 21 и литники из оформляющих гнезд. При дальнейшем движении плита 4 выталкивателей воздействует на золотник 14 и упоры 19. Золотник соединяет воздухопровод 16 с линией подвода сжатого воздуха,поршень 12 перемещает зубчатую рейку 11 а она поворачивает шестерню 10.Ось 9 поворачиваясь вместе с шестерней 10, приводит в движение планку 8. Последняя, поворачиваясь над выталкивателями 5, снимает с них изделия 21 и литник. Одновременно с движением рейки 11 перемещается блокирующий упор 18. После снятия изделий и литника с выталкивателей подвижная полуформа движется на смыкание. Под воздействием усилий пружины золотника 14 и пружин упора 19 плита 4 выталкивателей отходит на величину выступающей части золотника и упоров 19 над опорной плитой 3. Золотник соединяет каналы 16 с отверстием 15 и в цилиндре 13 сбрасывается давление воздуха. Под воздействием усилия пружины рейка 11 возвращается в исходное поло жение. С возвратом в исходное положение рейки 11 планка 8 также занимает исходное положение. В случае не установки зубчатой рейки в исходное положение блокирующий упор 18 устанавли:ает ее, зайдя в отверстие с фаской 17. При другом положении блокирующего упора технологический процесс) остановится, так как плиты формы не сомкнутся. Технико-экономические преимущества формы заключаются в том, что она обеспечивает универсальную установку формы к различному типу литьевых машин . Формула изобретения 1.Литьевая форма, содержащая неподвижную литниковую плиту, подвижные плиты матриц,опорную плиту и плиты выталкивателей с выталкивателями , планку для сбрасывания залипающих на выталкивателях изделий, установленную над плитой матриц с возможностью поворота на оси, проходящей через плиту матриц, имеханизм поворота планки, отличающаяся тем, что, с целью расширения номенклатуры изготавливаемых изделий, механизм поворота планки выполнен в виде жестко связанной с осью планки шестерни и подпружиненной зубчатой рейки, взаимо действующей одним концом с шестерней, а другим концом - с приводом ее перемещения . 2.Литьевая форма по п.1, о т л и- ч а ю щ а я с я тем, что привод перемещения зубчатой рейки выполнен в виде размещенного в плите матриц поршня, установленного на конце зубчатой рейки, и подпружиненного золотника, размещенного в опорной плите и плите матриц и сообщающегося с поршнем каналами. 3.Литьевая форма по п.1, отличающая с я тем, что зубчатая рейка снабжена блокирующим упором. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР I 479642,кл. В 29 С 7/00, 1974. 2. Патент Франции 2130934, кл. В 29 Р 1/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для полимерных изделий | 1977 |
|
SU716841A1 |