1
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки пластмассовых труб нагретым инструментом встык.
Целью изобретения является повышение надежности сварных соединений за счет обеспечения контроля величины осадки,
На чертеже изображена схема предлагаемого устройства.
Устройство для сварки пластмассовых труб содержит paiviy 1, на которой смонтированы неподвижный 2 и подвижный 3 зажимы и жестко закреплен сектор 4, вьшолненный с дугообразной прорезью 5. На секторе 4 шарнирно установлены планка 6 и рычаг 7, связанные между собой посредством крючка 8, шарнирно закрепленного на конце планки 6, На другом конце крючка 8 выполнен паз, в который входит штырь, закрепленный на рычаге 7. Рычаг 7 связан с подвижньв зажимом 3 посредством передающего стержня 9, шарнирно закрепленного одним концом на рычаге 7, а другим закрепленного на подвижном зажиме 3, Планка б и рычаг 7 снабжены фрикционными фиксаторами 10 и 11 соответственно. Оси фиксаторов 10 и II установлены в дугообразной прорези 5 сектора 4, Устройство содержит та1сже торцеватель 1; нагреватель 13 и блок 14 управления Длина f крючка 8 определена из соотношения
Е (q+ 2f) --Tjгде а - толщина нагревателя, мм;
R - длина планки, мм,
г - плечо передающего стерж ня, мм;
f - уменьшение длины свариваемой трубы (осадка), мм.
f 0,01 г, отсюда
Е (q + 0,02 г) --- (мм).
Устройство работает следующим образом.
Свариваемые трубы 15 и 16 закрепляются в неподвижном зажиме 2 и подвижном зажиме 3 соответственно. Затем с помощью торцевателя 12 осуществляют торцовку свариваемых труб. После торцовки в зазор между трубами вставляют нагреватель 13, который устанавливают вблизи торца неподвижной трубы 15, после чего с помощью
194002
рычага 7, соединенного с подвижным зажимом 3, трубу 16 прижимают к нагревателю, который прогревает одновременно два торца. На начальном этапе
5 нагрева, когда формируется первич- ньй грат, оператор поддерживает усилие,, приложенное к рычагу 7. После того, как первичный грат сформировался, оператор с помощью фрикцион50 кого фиксатора II прикрепляет рычаг 7 к сектору 4.
На втором этапе нагрева трубы 15 и 6 вместе с находяпц1мся между ними нагревателем 13 поддерживают в фик15 сированном положении. В течение второго этапа оператор с помощью фрикционного фиксатора 10 прикрепляет планку 6 к сектору 4 и снимает крючок 8 с рычага 7. При этом планка 6
20 превращается в ограничитель движения рычага 7, сдвинутый на расстояние, которое определяется с учетом толщины нагревателя и величины осад25
ки f 1, + f,. где i, ---- за
висит от толщины нагревателя а ,
. 2fR
в ,зависит от величины осад - г
ки 2,
В комплект устройства входит набор крючков различной длины в зави35
симости от сортимента свариваемых пластмассовых труб.
После окончания процесса нагрева оператор освобождает фрикционный фиксатор 11 и с помощью рычага 7 отводит трубу 16, Затем оператор удаляет из зазора нагреватель 13. После удаления нагревателя оператор с помощью рычага 7 перемещает трубу 16 по направлению к неподвижной трубе 15, В тот момент, когда в процессе движения рычаг 7 приближается к планке на. исходное состояние 1, труба I6 приближается к неподвижной трубе 15 на расстояние, равное толщине нагревателя 13. Когда в процессе дальнейшего движения рычаг смещается на расстояние 1, труба 16 приходит в соприкосновение с неподвижной трубой 15, При дальнейшем дви- женин, когда рычаг 7 проходит оставшееся расстояние Ц, происходит процесс осадки, который сопровождается дальнейшим смещением трубы 16 и образованием основного грата. Процесс
31219400
осадки заканчивается, когда рычаг тора 11 рычаг 7 прижимают к секто- упирается в закрепленную планку 6. ру 4, в таком положении происходит Затем с помощью фрикционного фикса- остывание сварного соединения.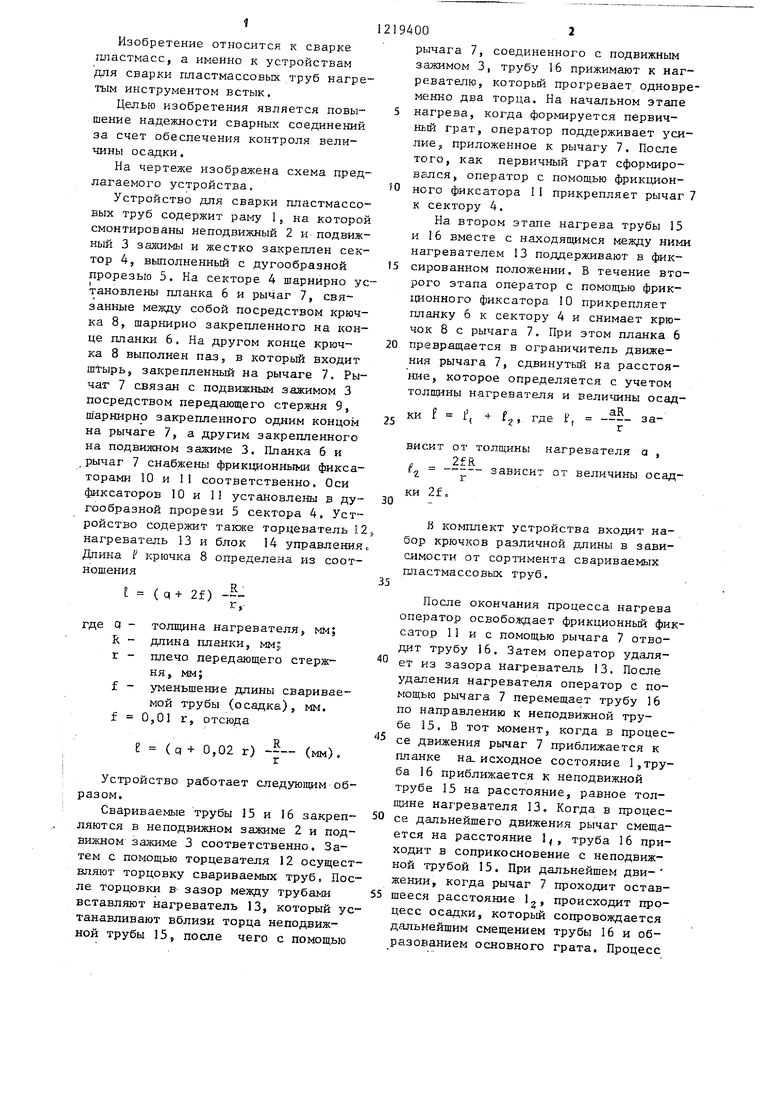

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пластмассовых труб | 1989 |
|
SU1666339A1 |
| Устройство для сварки пластмассовых труб | 1988 |
|
SU1537563A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2006 |
|
RU2314923C1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1399162A1 |
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1435482A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2018 |
|
RU2684379C1 |
| Устройство для сварки пластмассовых труб | 1983 |
|
SU1168431A1 |
| УСТАНОВКА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ | 2001 |
|
RU2190530C1 |
| Устройство для сварки труб из термопластов | 2017 |
|
RU2665389C2 |

| Зайцев К.И., Мацюк Л.Н | |||
| Сварка пластмасс.-М.: Машиностроение, 1978, с.195 | |||
| Шестопал А.Н | |||
| Сварка и склеивание пластмасс в строительстве | |||
| - Киев: Будивельник, 1983, с,46 |
