Изобретение относится к сварочным устройствам для сварки пластмассовых труб.
Известно устройство для сварки пластмассовых труб включающее центрирующее устройство, закрепленное на раме, на направляющих которого установлены неподвижный и подвижный зажимы (каретки), при этом подвижная каретка снабжена гидравлическим приводом, имеющим два гидроцилиндра, и снабженным гидростанцией и блоком управления, для перемещения и создания усилия осадки, а также съемным устройством для механической обработки и нагрева свариваемых поверхностей, / см. Соколов В.А., Шестель Л.А. Муштайкин Ю.Р. Переносные установки ПСУ-225 и ПСУ-400М для сварки полиэтиленовых трубопроводов в полевых условиях / Сварочное производство - 1999. - №9. - С. 49-50.
Недостатки устройства заключаются в том, что гидравлический привод выполнен заодно с подвижным зажимом центрирующего устройства, что снижает производительность процесса сварки, из-за включения в цикл сварки времени охлаждения в течение которого, все устройство находится у свариваемого стыка.
Задачей изобретения является повышение производительности процесса сварки пластмассовых труб.
Данный технический результат достигается тем, что для повышения производительности процесса сварки пластмассовых труб предложено устройство, включающее: центрирующее устройство, закрепленное на раме, направляющие на которых установлены неподвижный и подвижный зажимы, причем подвижный зажим снабжен гидравлическим приводом с гидроцилиндрами, который соединен с гидростанцией и блоком управления, согласно заявляемому техническому решению, в комплект устройства входят не менее двух центрирующих устройств, включающих две направляющие жестко связанные с рамой, на которых закреплена пара неподвижных зажимов с возможностью их регулировочных смещений, и пара подвижных зажимов, установленных с возможностью свободного перемещения по направляющим, и жестко связанных между собой, а гидравлический привод, соединенный с гидростанцией и блоком управления, выполнен съемным относительно каждого центрирующего устройства, подвижный зажим снабжен фиксаторами с упругими элементами, обеспечивающими перемещение зажимов.
На Фиг. 1 представлен главный вид проектируемой установки.
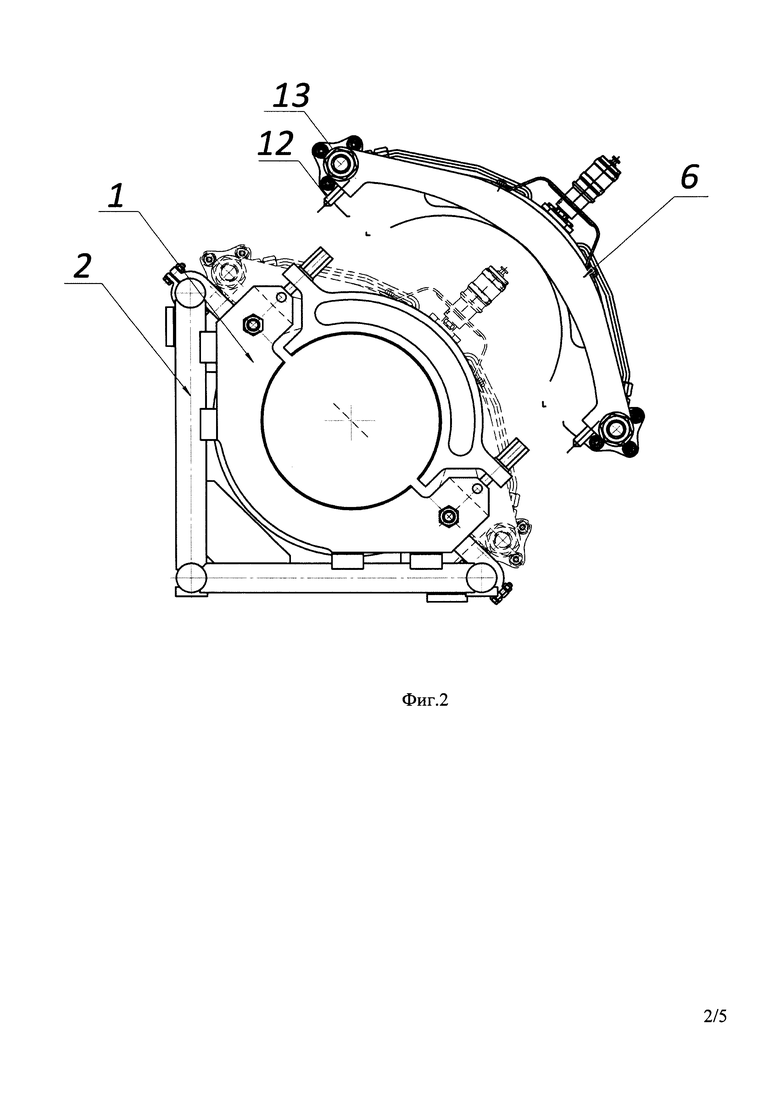
На Фиг. 2 представлен вид слева проектируемой установки.
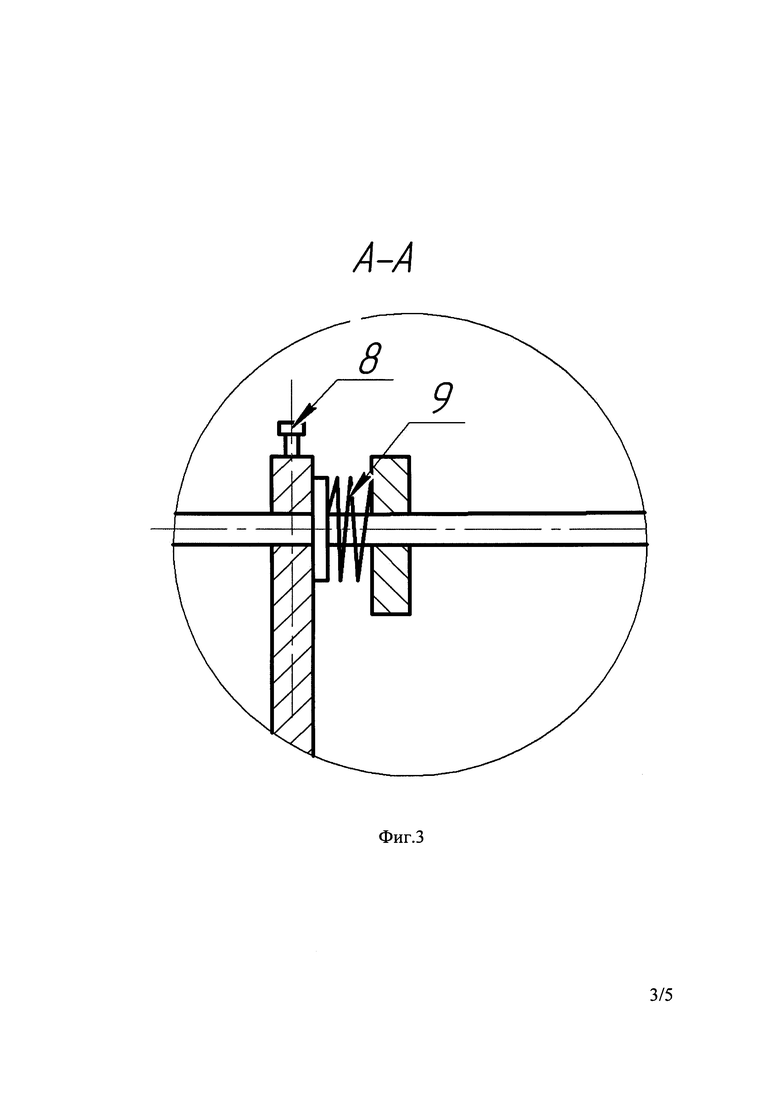
На Фиг. 3 разрез А-А (см. фиг. 1)
На Фиг. 4 представлен торцеватель
На Фиг. 5 представлен нагреватель
Устройство для сварки полиэтиленовых труб содержит центрирующее устройство 1, закрепленное на раме 2, на направляющих 3 которого установлены неподвижный 4 и подвижный 5 зажим, подвижный зажим 5, снабжен гидравлическим приводом 6 с гидроцилиндрами 7 и соединен с гидростанцией (на черт, не показано) и блоком управления (на черт, не показано), согласно заявляемого технического решения, в комплект устройства входят не менее двух центрирующих устройств 1, включающих две направляющие 3 жестко связанные с рамой 2, на которых закреплена пара неподвижных 4 зажимов с возможностью их регулировочных смещений, и пара подвижных 5 зажимов, установленных с возможностью свободного перемещения по направляющим 3, и жестко связанных между собой, а гидравлический привод 6, соединенный с гидростанцией (на черт, не показано) и блоком управления (на черт, не показано), выполнен съемным относительно каждого центрирующего устройства 1, подвижный 5 зажим снабжен фиксаторами 8 с упругими элементами 9, обеспечивающими перемещение подвижных 5 зажимов.
Рама 2 устройства выполнена в виде сварного каркаса из труб, и имеет отверстия для крепления неподвижных 4 зажимов и двух направляющих 3, кроме того, рама 2 снабжена упорными кронштейнами (на черт не показано), предназначенными для взаимодействия с упорами гидравлического привода 6.
Закрепленное на сварной раме 2 центрирующее устройство 1 включает две направляющие 3 жестко связанные с рамой 2, на которых закреплена пара неподвижных 4 зажимов, с возможностью их регулировочных смещений, и пара подвижных 5 зажимов, установленных с возможностью свободного перемещения по направляющим 3, и жестко связанных между собой при помощи шпилек (на черт, не показано). Кроме того, каждый из подвижных 5 зажимов снабжены двумя втулками с упругими элементами (пружинами сжатия) 9, и фиксирующими элементами (винтами) 8, для фиксации их относительно направляющих.
Гидравлический привод 6 устройства выполнен в виде пары зажимов 10 связанных между собой корпусом 11 гидроцилиндра, шток 12 которого снабжен упорами 13, взаимодействующим кронштейном (на черт, не показано) рамы 2.
В состав устройства помимо центрирующих устройств и гидравлического привода, соединенного с гидростанцией и блоком управления входят:
Торцеватель, например, торцеватель установки ПСУ-225 - (Фиг. 4), который необходим для подрезания торцов свариваемых труб механическим путем.
Нагреватель, например, нагреватель установки ПСУ-225 - (Фиг. 5), предназначенный для нагрева и оплавления торцов свариваемых труб.
Станция управления, подключенная к центрирующему устройству(1), торцевателю (фиг. 4) и нагревателю (фиг. 5) и, представляющая собой размещенный в раме гидравлическую станцию состоящую из электродвигателя масляного бака и насоса, панели управления с регулятором температуры, клапана с джойстиком для управления гидроцилиндрами, коммутирующей аппаратурой, гидравлическими шлангами и электрическими питающими кабелями (на черт, не показаны) - (на черт, не показана), предназначена для управления всеми режимами работы (давление при нагреве стыка - 0,001 МПа, давление на этапах оплавления и осадки 0,02 МПа), перемещение подвижных зажимов (5), поддержание температуры нагревателя -210°С. Станция управления обеспечивает последовательное выполнение операций процесса: сведение и разведение зажимов установки путем перемещения ручки-джойстика. Регулирования и поддержания необходимого уровня давления в гидравлической системе установки.
Рассмотрим работу устройства для сварки полиэтиленовых труб.
Трубы, предназначенные для сварки, закрепляют в одном из центрирующих устройств 1, с помощью неподвижного 4 и подвижного 5 зажимами. С помощью торцевателя подрезают торцы свариваемых труб перед сваркой. На подвижный зажим 5 устанавливают гидравлический привод 6, с помощью которого перемещают подвижный зажим 5 по направляющим 3 относительно стыка, создавая давление осадки (Р=0,02МПа), необходимое для начала процесса сварки. С помощью нагревателя, который устанавливают на направляющие центрирующего устройства 1, нагревают стыкуемые кромки пластмассовой трубы до образования сварного шва. После чего подвижный зажим фиксируют на направляющих 3 с помощью фиксаторов 8 и оставляют на свариваемом стыке труб, сохраняя давление осадки на уровне 0,02МПа за счет фиксации подвижного зажима 5 от перемещения в течение всего периода охлаждения сварного шва. Гидравлический привод 6 снимают и вместе с торцевателем, нагревателем и станцией управления, перемещают на следующий стык свариваемых стык труб, что позволяет продолжать процесс сварки, исключая время охлаждения стыка из общего цикла сварки стыка.
Таким образом, увеличивается производительность процесса сварки, за счет сокращения времени, которое тратится на охлаждение всем устройством. Время охлаждения в несколько раз превышает время, затрачиваемое на операции торцевания и нагрева заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2006 |
|
RU2314923C1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1435482A1 |
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для сварки труб из термопластов | 2017 |
|
RU2665389C2 |
| Устройство для дугоконтактной сварки трубы с концевой деталью | 1979 |
|
SU854632A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1397300A1 |
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1796477A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ ТЕЛ ВРАЩЕНИЯ | 2011 |
|
RU2506146C2 |



Изобретение относится к сварочным устройствам для сварки пластмассовых труб. Предложено центрирующее устройство, закрепленное на раме, на направляющих которого установлены неподвижный и подвижный зажимы. Подвижный зажим снабжен гидравлическим приводом с гидроцилиндрами и соединен с гидростанцией и блоком управления. В комплект центрирующего устройства входят не менее двух центрирующих устройств, включающих две направляющие, жестко связанные с рамой, на которых закреплена пара неподвижных зажимов с возможностью их регулировочных смещений и пара подвижных зажимов, установленных с возможностью свободного перемещения по направляющим и жестко связанных между собой. Гидравлический привод, соединенный с гидростанцией и блоком управления, выполнен съемным относительно каждого центрирующего устройства, подвижный зажим снабжен фиксаторами с упругими элементами, обеспечивающими перемещение подвижных зажимов по направляющим. Техническим результатом изобретения является увеличение производительности процесса сварки за счет сокращения времени, которое тратится на охлаждение всем устройством. 5 ил.
Устройство для сварки пластмассовых труб, содержащее центрирующее устройство, закрепленное на раме, направляющие, на которых установлены неподвижный и подвижный зажимы, подвижный зажим снабжен гидравлическим приводом с гидроцилиндрами и соединен с гидростанцией и блоком управления, отличающееся тем, что в комплект устройства входят не менее двух центрирующих устройств, включающих две направляющие, жестко связанные с рамой, на которых закреплена пара неподвижных зажимов с возможностью их регулировочных смещений и пара подвижных зажимов, установленных с возможностью свободного перемещения по направляющим и жестко связанных между собой, а гидравлический привод, соединенный с гидростанцией и блоком управления, выполнен съемным относительно каждого центрирующего устройства.
| Сварка и монтаж полимерного трубопровода | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Ионный преобразователь трехфазного тока промышленной частоты в однофазный ток повышенной частоты | 1961 |
|
SU143115A1 |
| US 2014231025 A1, 21.08.2014 | |||
| СПОСОБ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2283231C2 |

