Изобретение относится к порошковой металлургии, в частности производству изделий из твердых сплавов, и может быть использовано для повышения их эксплуатационных характеристик.
Целью изобретения является повышение износостойкости.
Непериодические колебания в полосе частот 17 23 кГц амплитудой 2 3 мкм получены путем изменения добротности генератора и одновременным изменением добротности акустической системы.
Изменения механических свойств материала под воздействием акустических колебаний обусловлены поглощением энергии колебаний в этом материале и воздействием на него напряжений, создаваемых акустическими колебаниями.
Рассеяние энергии акустических колебаний кристаллической решеткой, точечными дефектами, дислокациями, зернами материала при одновременном воздействии напряжений, создаваемых колебаниями, приводит к перераспределению точечных дефектов, дислокаций в объеме материала, изменению внутренних напряжений. Такие изменения в структуре и приводят к улучшению механических свойств материала.
При расширении спектра частот акустических колебаний, воздействующих на материал, соответственно возрастает и количество зерен, дислокаций и других элементов структуры, на которых происходит рассеяние энергии акустических колебаний. Следовательно, рассеяние энергии акустических колебаний многих частот происходит более равномерно по всему объему материала при меньшей амплитуде колебаний по сравнению с рассеянием энергии колебаний одной частоты.
Уменьшение амплитуды акустических колебаний позволяет при обработке изделий из твердых сплавов снизить уровень напряжений, создаваемых этими колебаниями, а также ликвидировать их цикличность, так как колебания являются непериодическими. И в результате в процессе обработки изделий из твердых сплавов трещины не образуются.
Воздействие непериодических колебаний изменяет уровень внутренних напряжений, способствует перераспределению дислокаций и точечных дефектов как в карбидах, так и в связке твердого сплава. Это приводит к повышению предела прочности при изгибе до 18% а из-за отсутствия образования трещин и к повышению в 1,5 2 раза износостойкости изделий из твердых сплавов в процессе их эксплуатации.
П р и м е р. Образцы для металлографических исследований из твердых сплавов ВК-6 и Т5 К10 подвергают в течение 100 мин воздействию непериодических акустических колебаний в полосе частот 17 23 кгц амплитудой 2 3 мкм. В процессе исследования микроструктуры наличия микро- и макротрещин как до обработки, так и после нее не обнаружено.
Нешлифованные образцы размером 5х5х35 мм из твердого сплава ВК-6 для испытания на изгиб подвергают воздействию непериодических акустических колебаний в полосе частот 17 23 кгц амплитудой 2 3 мкм.
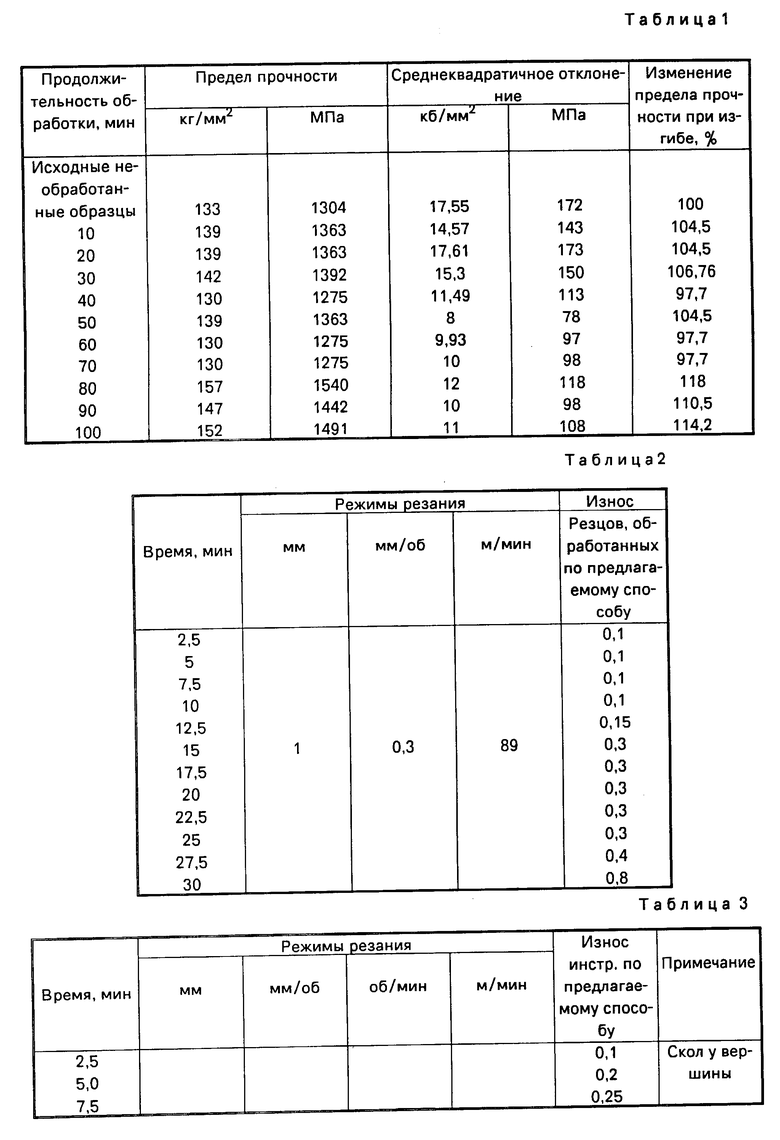
После 80 мин воздействия непериодических акустических колебаний у образцов из твердого сплава ВК-6 наблюдается увеличение предела прочности при изгибе с 133 кг/мм2 (1304 МПа) до 157,0 кг/мм2 (1540 МПа) или на 18%
Данные об изменении предела прочности при изгибе в зависимости от продолжительности обработки представлены в табл. 1.
Известный способ позволяет повысить предел прочности при изгибе твердого сплава ВК-6 на 19%
Таким образом, предлагаемый и известный способы повышают предел прочности при изгибе твердого сплава ВК-6 практически одинаково (на 18 и 19% соответственно).
Однако предлагаемый способ обеспечивает отсутствие роста существующих и образование новых трещин различных размеров при обработке.
Воздействию непериодических акустических колебаний в полосе частот 17 - 22 кГц амплитудой 2 3 мкм подвергали токарные резцы с напаянными пластинками из твердого сплава марок ВК-6, ВК-8, Т5К 10 и неперетачиваемые пятигранные пластинки из твердого сплава марки Т15 К6 для токарных резцов.
Продолжительность обработки резцов составляла 80 мин, т.е. соответствовала оптимальной продолжительности, установленной на призматических образцах и необходимой для максимального повышения предела прочности при изгибе у твердого сплава марки ВК-6.
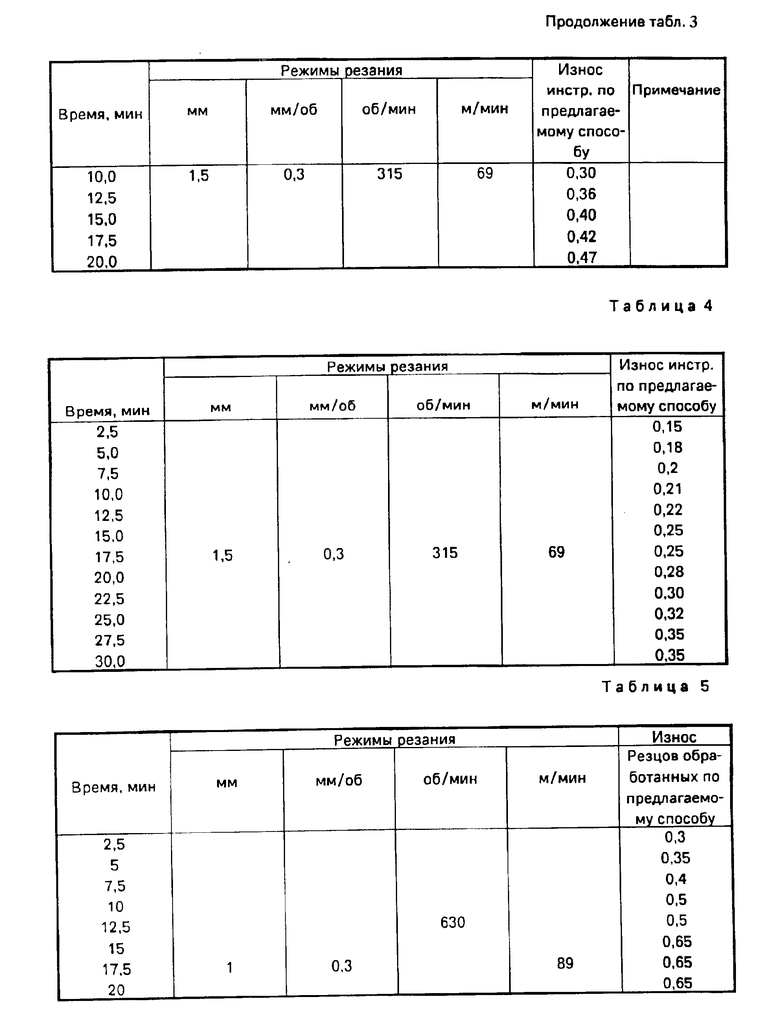
Результаты сравнительных испытаний резцов с напаянными пластинами из твердого сплава ВК-6, полученные при обработке стали 08Х18Н10Т, приведены в табл. 2, а полученные при обработке стали 40Х приведены в табл. 3. Результаты сравнительных испытаний резцов с напаянными пластинками из твердого сплава Т5К 10, полученные при обработке стали 40Х, приведены в табл. 4.
Результаты сравнительных испытаний резцов с механическим креплением неперетачиваемых пластин из твердого сплава Т15 К 6, полученные при обработке стали 08Х18Н10Т, приведены в табл. 5.
После 3 5 мин обработки по известному способу режущие кромки твердосплавных пластин разрушаются.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОГО ВОЗДЕЙСТВИЯ | 2011 |
|
RU2465968C2 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТОВ И ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2197541C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ ПРЕИМУЩЕСТВЕННО НА КОНТАКТНЫЕ ПОВЕРХНОСТИ РАЗМЕРНОГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ РЕЗЬБ | 1998 |
|
RU2129480C1 |
| Способ обработки аустенитных и аустенито-ферритных сталей | 2015 |
|
RU2610096C1 |
| СПОСОБ АЭРОДИНАМИЧЕСКОГО УПРОЧНЕНИЯ ИЗДЕЛИЙ | 2013 |
|
RU2557175C2 |
| Способ электроискрового нанесения покрытий | 1981 |
|
SU1002124A1 |
| Способ определения износостойкости режущего инструмента при обработке заготовки на станке | 1985 |
|
SU1441260A1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2012 |
|
RU2529327C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 2005 |
|
RU2299927C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 2003 |
|
RU2240356C1 |
Способ ультразвуковой обработки изделий из твердых сплавов, включающий воздействие акустических колебаний на изделие, отличающийся тем, что, с целью повышения износостойкости, изделия подвергают воздействию непериодических акустических колебаний.
Способ ультразвуковой обработки изделий из твердых сплавов, включающий воздействие акустических колебаний на изделия, отличающийся тем, что, с целью повышения износостойкости, изделия подвергают воздействию непериодических акустических колебаний.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ, СПЕЧЕННЫХ ИЗ ТВЕРДЬ[Х СПЛАВОВ | 0 |
|
SU241017A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Муха И.М | |||
| и др | |||
| Упрочнение твердых сплавов ультразвуковыми колебаниями | |||
| Порошковая металлургия, 1982, N 10, c | |||
| Шланговое соединение | 0 |
|
SU88A1 |
