И:-.;)брето111 е относится к технике для iioyiiiuK i фомышлеиности и может быть применено в оборудовании для одновременного об ьемного формования носочно-нучковой и пяточной частей заготовок верха обуви и термофикеации их, в частности заготовок, не имеющих затяжной кромки, так называемых заготовок с вертикальной кромкой.
Такие заготовки ирименяются для изготовления обуви е незатянутым верхом, низом из полиуретана, образованным и прикрепленным к верху методом жидкого формования на литьевом оборудовании. Заготовки могут применяться также и при из готовлении обуви методами горячей вулканизации, строчечно-клеевым и етрочечно- клеепр01нивным.
Цель изобретения - повыпдение качества формования.
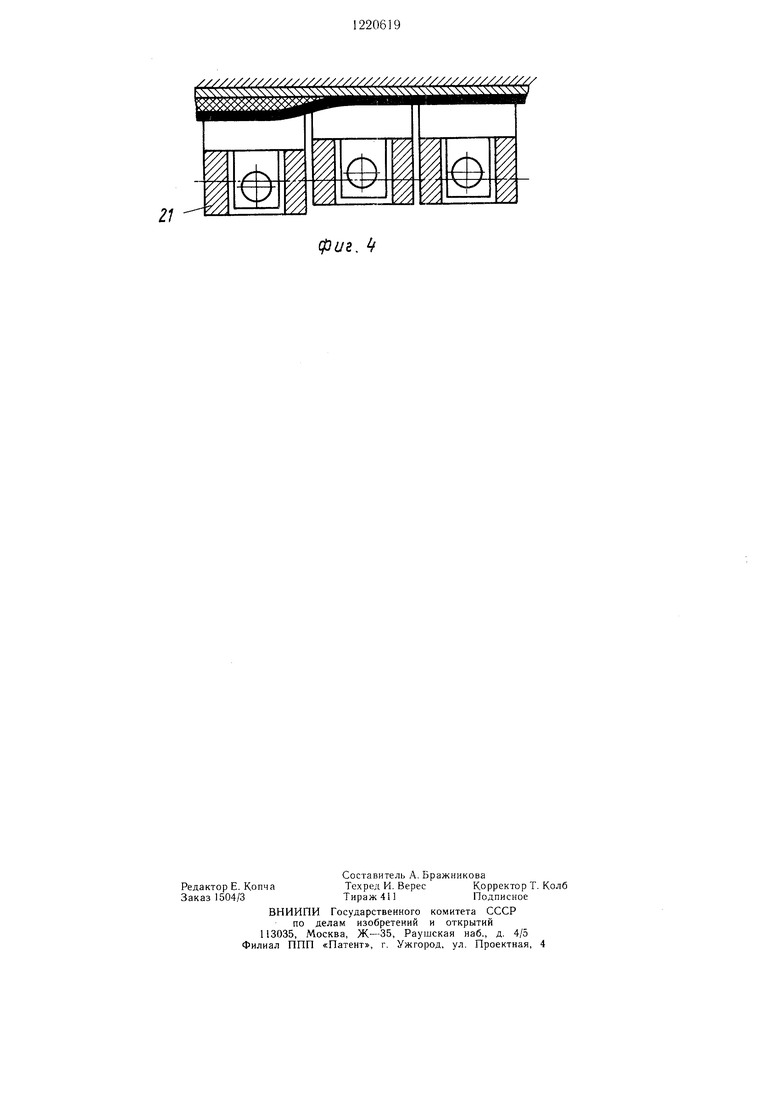
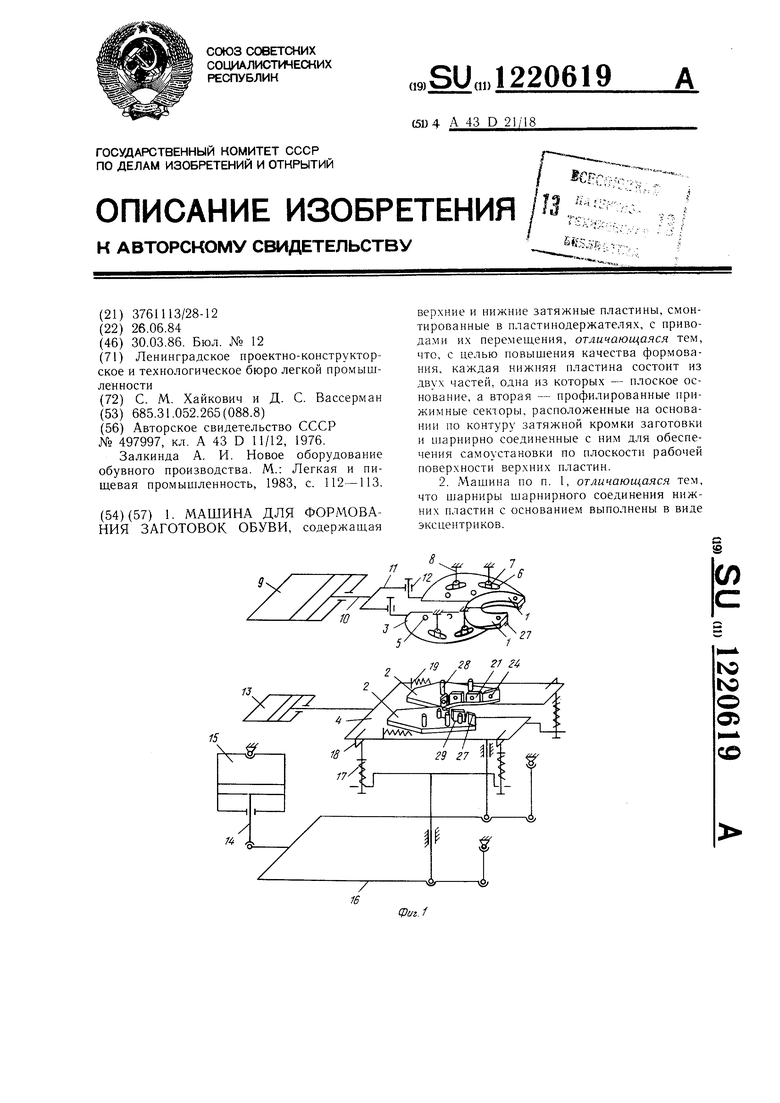
На фиг. 1 изображена кинематическая схема ман1ины; на фиг . 2 и 3 - схе.мы расположения секторов на нижней пластине; на фиг. 4 - -- схема установки секторов относительно верхних пластин в .момент зажима заготовки.
Машина для формования заготовок обуви содержит верхние 1 (фиг. 1) и нижние 2 затяжные пластины, установленные соответственно в пластинодержателях 3 и 4 и снабженные независимыми приводами их пере- .мешения.
В верхних пластинодержателях 3 выполнены отверстия 5, направляющие пазы 6, в которых установлены ролики 7 на неподвижных осях 8.
Привод верхних пластин выполнен в виде СИЛОВ01-0 цилиндра 9 со штоком 10. Движение пластинодержателю 3 от цилиндра 9 передается через коромыелообразные плос- кие тяги 11 и шарнирно соединенные с ними тяги 12.
Нижние пластины 2 смонтированы на пластинодержателе 4 при помощи роликов и направляющих пазов (не показаны), ана- логичных в рещении монтажа верхних пластин 1.
Для перемещения пластинодержателя 4 в направляющих пазах из рабочей зоны в зону обслуживания служит нневмоцилиндр 13. В рабочей зоне пластинодержатель 4 и.меет возможность сближения с верхними пластинами 1 благодаря подвижному его соединению со щтоком 14 пневмоцилиндра 15 Сближение осуществляется пневмоцилинд- ром 15 через систему рычагов 16 и пружин- ные вертикальные колонки 17. В верхней части колонок имеются зацепы 18, которые входят в пазы плаетинодержателя 4, находящегося в рабочей : oiie. В этом же пластино- держателе смонтированы пружины 19 растяжения, которые соединены с нижними пл к тинами 2.
Нижние пластины 2 выполнены сборными и состоят из плоского основания 20 и
0
0
j
j
5
0
5
0
5 Q 55
;.)ас/1о. 1оженных на нем по контуру формуемой заготовки прижи.мных профилированных сект(ров 21, прижимающих заготовку к верхним пластинам 1.
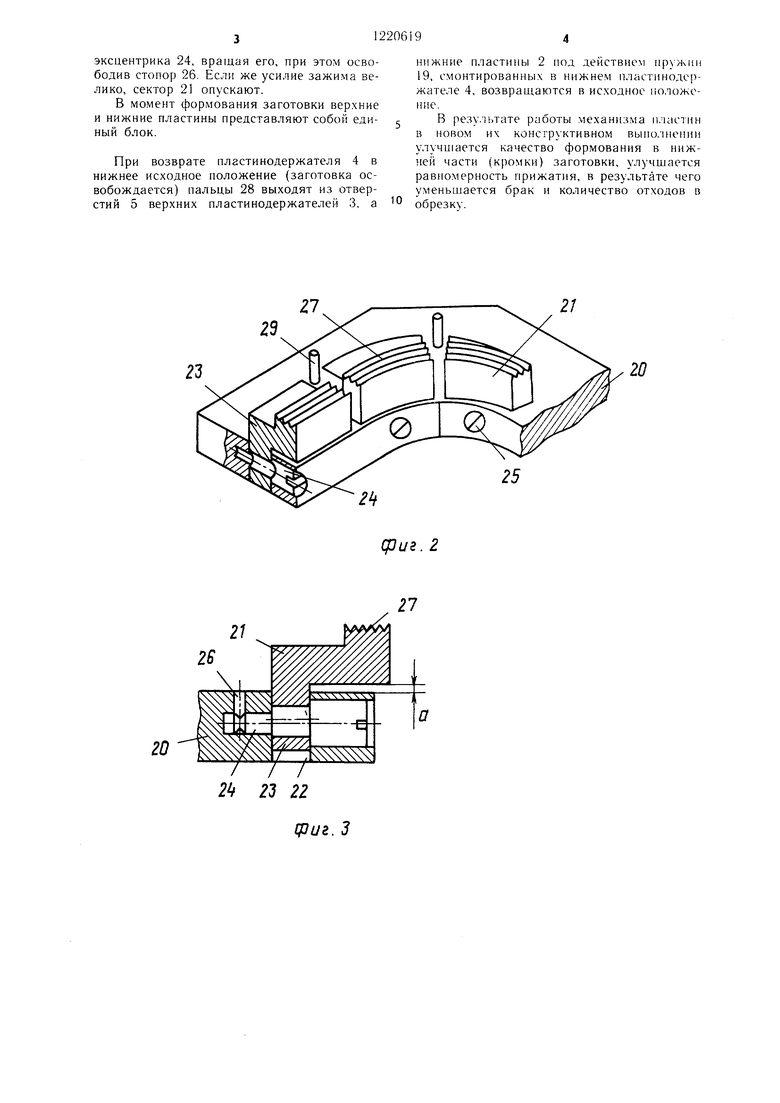
В основании 20 выполнены отверстия 22 (фиг. 3), соответствуюп1ие входящим в них выступам 23 секторов 21, которые щарнир- но соединены с основанием 20 при помощи эксцентрика 24 (фиг. 2 и 3) с регулировочным пазом 25 (фиг. 4) под отвертку. Положение эксцентрика фиксируется стопором 26. Рабочие поверхности 27 верхних пластин 1 и профилированных секторов 21 нижних пластин 2 выполнены с зубчатой нарезкой для обеспечения более надежного зажима заготовки.
Согласованности перемещения плаетин добиваются за счет сцепления их с помощью цилиндрических пальцев 28 (фиг. 1), установленных на нижних пластинах 2 напротив соответствующих отверстий 5 верхних пластинодержателей 3.
Для установки и базирования края детали обувной заготовки нижние пластины 2 снабжены щтырями 29 (фиг. 2). Формование заготовки производится пуансоном (не показан).
Мащина работает следующим образом.
Обувную заготовку укладывают на нижние пластины 2, базируя относительно щты- рей 29.
Нри подаче воздуха в щтоковую полость цилиндра 15 щток 14 поднимает систему рычагов 16 и пластинодержатель 4 с нижними пластинами 2 и прижимает заготовку к верхним пластинам 1. Пальцы 28 входят в соответствующие отверстия 5 верхних пластинодержателей 3.
Секторы 21 прижимают заготовку к верхним пластинам, разворачиваясь на оси 24, выполненной в виде эксцентрика, так, чтобы верхняя плоскость, образованная рабо- чи.ми поверхностями прижи.мных секторов, равномерно прижала заготовку к поверхности пластин 1 (фиг. 1).
Пластинодержатель 4 обеспечивает равномерное усилие прижатия секторов 21, самоустанавливающихся относительно пластин 1 на зацепах 18 и пружинных колонках 17.
Воздух подается в бесщтоковую полость цилиндра 9, и шток 10 перемещает плоские тяги 11. Тяги 12 передают движение пластинам 1, а вместе с ними и пластинам 2.
Пластины 1 и 2 совершают сложное движение в соответствии с фор.мой пазов 6 вокруг роликов 7.
Боковая поверхность пластин 1 плотно прижимает заготовку к пуансону, который, перемещаясь вверх, совершает операцию формования заготовки.
.Если какой-то участок заготовки окажется зажатым недостаточно, то соответствующий сектор 21 приподнимают с помощью
эксцентрика 24, вращая его, при этом освободив стопор 26. Если же усилие зажима ве- оггико, сектор 21 опускают.
В момент формования заготовки верхние и нижние пластины представляют собой единый блок.
При возврате пластинодержателя 4 в нижнее исходное положение (заготовка освобождается) пальцы 28 выходят из отверстий 5 верхних пластинодержателей 3, а
нижние пластины 2 под действием пружин 19, смонтированных в нижне.м п.частинодср- жателе 4, возвращаются в исходное положение.
В результате работы механизма п.частин
в новом их конструктивном выпо.чнении улучшается качество формования в нижней части (кромки) заготовки, улучшается равномерность прижатия, в результате чего уменьшается брак и количество отходов п
обрезку.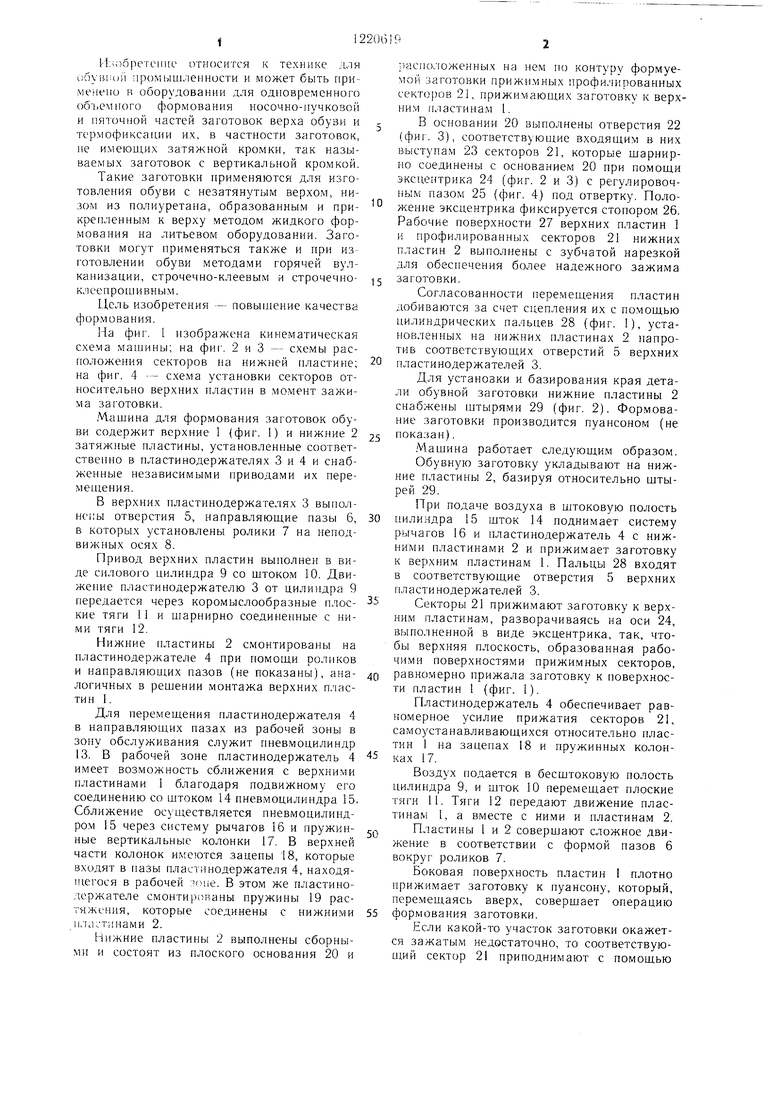
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Машина для предварительного формования носочно-пучковой и пяточной частей заготовки верха обуви | 1984 |
|
SU1253596A1 |
| Машина для формования и сушки заготовок обуви | 1988 |
|
SU1509024A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ПЯТОЧНОЙ ЧАСТИ ЗАГОТОВКИ ОБУВИ | 1967 |
|
SU201933A1 |
| Полуавтомат для формования пяточной части заготовки рантовой обуви | 1960 |
|
SU135362A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАДНИКА ЗАГОТОВКИ ВЕРХА ОБУВИ | 1989 |
|
RU2014791C1 |
25
(риг. 2
21
26
/ // 2k 2J 22
tpu. 3
///////////////////////////////////////////////
21
фиг.
| Устройство для формирования пяточной части обуви | 1974 |
|
SU497997A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Залкинда А | |||
| И | |||
| Новое оборудование обувного производства | |||
| М.: Легкая и пищевая промышленность, 1983, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
