Изобретение относится к обувному производству, в частности к машинам для формования и сушки заготовок обуви.
Цель изобретения - улучшение качества формования заготовок обуви.
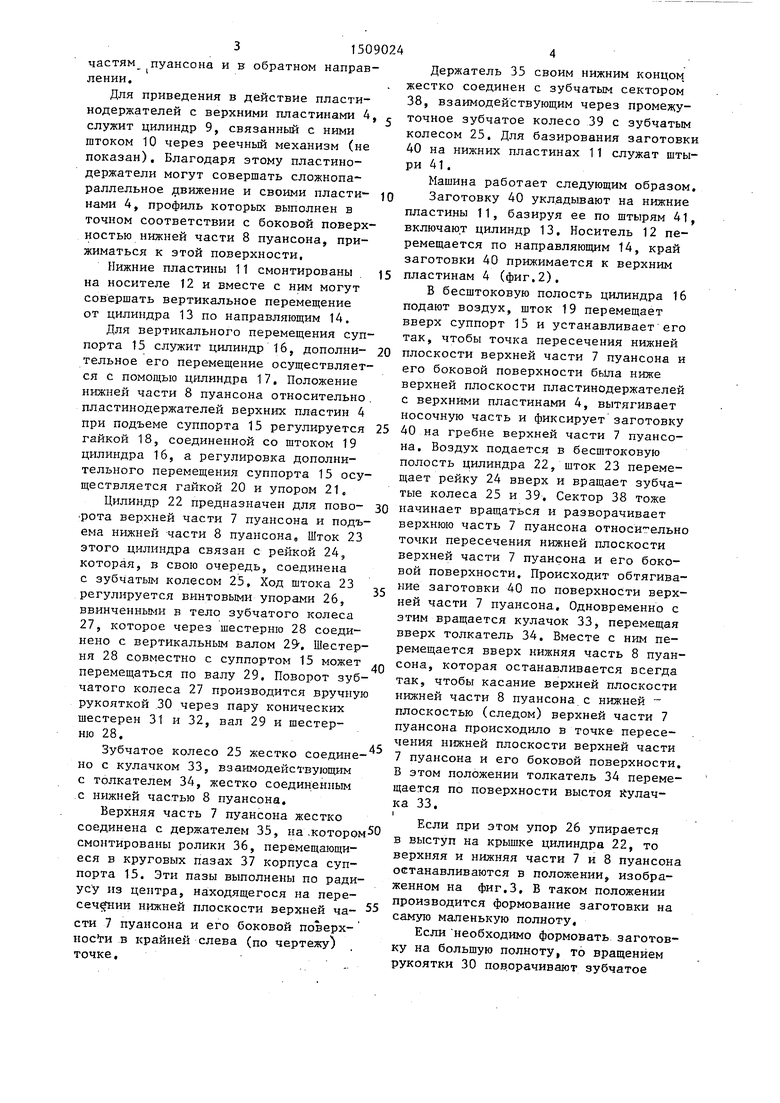
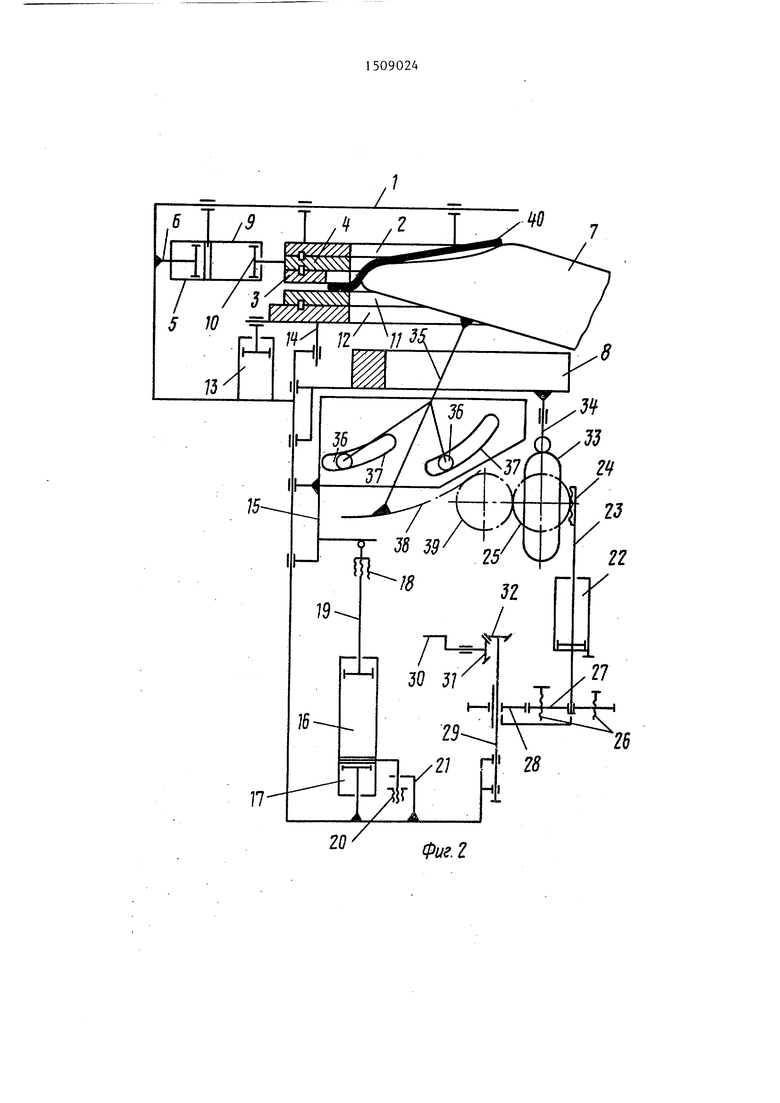
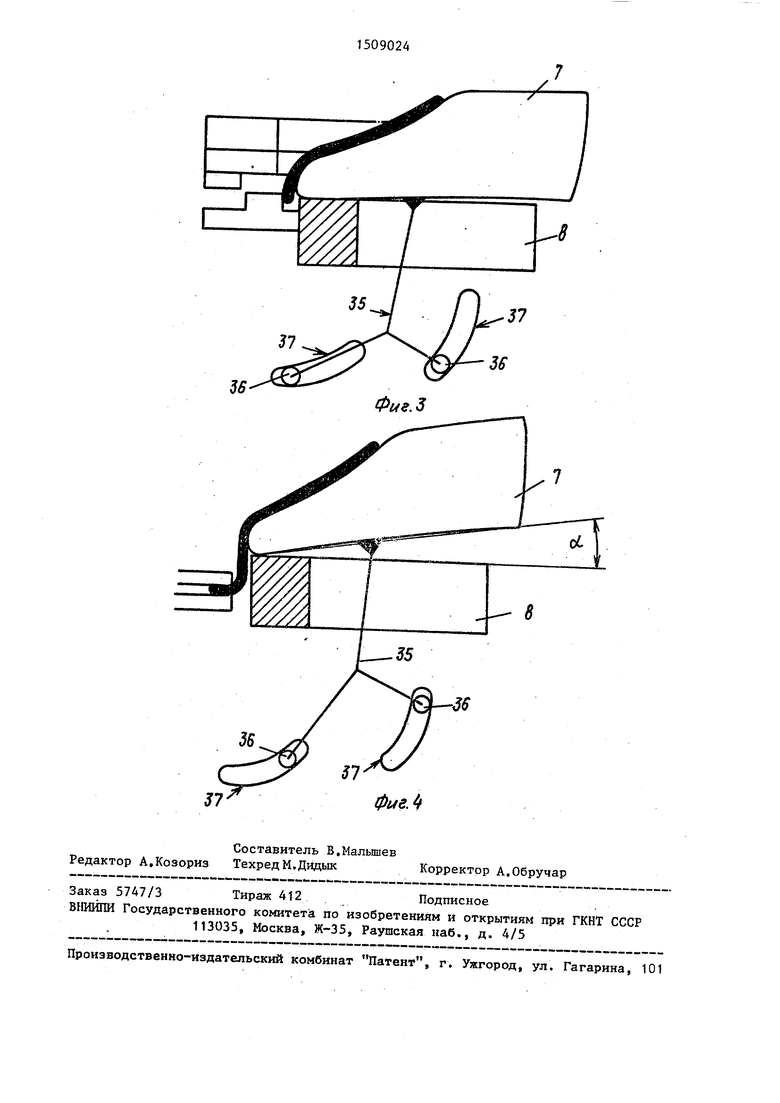
На фиг.1 показана кинематическая схема машины в исходном положении; на фиг.2 - кинематическая схема машины с поднятым суппортом; на фиг.З - верхняя и нижняя части пуансона в рабочем положении; на фиг.4 - то же, в положении, когда верхняя часть пуансона повернута относительно нижней
на угол uL, соответствующий полноте формуемой обуви.
Машина для формования и сушки носочной части заготовок обуви имеет направляющие 1 (фиг.1 и 2), на которых подвижно смонтированы верхняя 2 и нижняя 3 плиты, между которыми размещены пластинодержатели с верхними пластинами 4. Плиты 2 и 3 соединены одна с другой и могут совершать возвратно-поступательное перемещение от цилиндра 5, шток 6 которого неподвижно соединен со станиной (не показана), в направлении к верхней 7 и нижней 8
ел
со
о ю
41
31509
tiacTHM пуансона и в обратном направлении.
Для приведения в действие пласти- иодержателей с верхними пластинами 4, служит цилиндр 9, связанный с ними штоком 10 через реечный механизм (не показан). Благодаря этому пластино- держатели могут совершать сложнопа- раллельное движение и своими пласти- нами 4, профиль которых выполнен в точном соответствии с боковой поверхностью нижней части 8 пуансона, прижиматься к этой поверхности.
Нижние пластины 11 смонтированы на носителе 12 и вместе с ним могут совершать вертикальное перемещение от цилиндра 13 по направляющим 14.
Для вертикального перемещения суппорта 15 служит цилиндр 16, дополни- тельное его перемещение осуществляется с помощью цилиндра 17. Положение нижней части 8 пуансона относительно пластинодержателей верхних пластин 4 при подъеме суппорта 15 регулируется гайкой 18, соединенной со штоком 19 цилиндра 16, а регулировка дополнительного перемещения суппорта 15 осуществляется гайкой 20 и упором 21.
Цилиндр 22 предназначен для пово- рота верхней части 7 пуансона и подъема нижней части 8 пуансона. Шток 23 этого цилиндра связан с рейкой 24, которая, в свою очередь, соединена с зубчатым колесом 25, Ход штока 23 регулируется винтовыми упорами 26, ввинченными в тело зубчатого колеса 27, которое через шестерню 28 соединено с вертикальным валом 29. Шестерня 28 совместно с суппортом 15 может перемещаться по валу 29. Поворот зубчатого колеса 27 производится вручную рукояткой 30 через пару конических шестерен 31 и 32, вал 29 и шестерню 28.
Зубчатое колесо 25 жестко соединено с кулачком 33, взаимодействующим с толкателем 34, жестко соединенным с нижней частью 8 пуансона,
Верхняя часть 7 пуансона жестко соединена с держателем 35, на .которрм смонтированы ролики 36, перемещающиеся в круговых пазах 37 корпуса суппорта 15. Эти пазы выполнены по радиусу из центра, находящегося на пере- нижней плоскости верхней ча- сти 7 пуансона и его боковой поверх- нос ги в крайней слева (по чертежу) точке.
0 5
О ,.
О 5
5
5
Держатель 35 своим нижним концом, жестко соединен с зубчатым сектором 38, взаимодействующим через промежуточное зубчатое колесо 39 с зубчатым колесом 25. Для базирования заготовки 40 на нижних пластинах 11 служат штыри 41 .
Машина работает следующим образом.
Заготовку 40 укл.адьшают на нижние пластины 11, базируя ее по штырям 41, включают цилиндр 13. Носитель 12 перемещается по направляющим 14, край заготовки 40 прижимается к верхним пластинам 4 (фиг.2).
В бесштоковую полость цилиндра 16 подают воздух, шток 19 перемещает вверх суппорт 15 и устанавливает его так, чтобы точка пересечения нижней плоскости верхней части 7 пуансона и его боковой поверхности бьша ниже верхней плоскости пластинодержателей с верхними пластинами 4, вытягивает носочную часть и фиксирует заготовку 40 на гребне верхней части 7 пуансона. Воздух подается в бесштоковую полость цилиндра 22, шток 23 перемещает рейку 24 вверх и вращает зубчатые колеса 23 и 39. Сектор 38 тоже начинает вращаться и разворачивает верхнюю часть 7 пуансона относительно точки пересечения нижней плоскости верхней части 7 пуансона и его боковой поверхности. Происходит обтягивание заготовки 40 по поверхности верхней части 7 пуансона. Одновременно с этим вращается кулачок 33, перемещая вверх толкатель 34. Вместе с ним перемещается вверх нижняя часть 8 пуансона, которая останавливается всегда так, чтобы касание верхней плоскости нижней части 8 пуансона с нижней - плоскостью (следом) верхней части 7 пуансона происходило в точке пересечения нижней плоскости верхней части
7пуансона и его боковой поверхности.
8этом положении толкатель 34 перемещается по поверхности выстоя йулачка 33.
I
Если при этом упор 26 упирается в выступ на крьш1ке цилиндра 22, то верхняя и нижняя части 7 и 8 пуансона останавливаются в положении, изображенном на фиг.З. В таком положении производится формование заготовки на самую маленькую полноту.
Если необходимо формовать заготовку на большую полноту, то вращением рукоятки 30 поворачивают зубчатое
колесо 27 так, чтобы один из упоров 26, ввинченный на большую глубину, остановился напротив выступа крышки цилиндра 22, и тогда шток 23 продол- жит движение, рейка 24 повернет зубчатые колеса 25 и 39 и продолжится вращение сектора 38, Нижняя часть 8 пуансона при этом остается неподвижной, а верхняя часть 7 пуансона зани- мает положение, изображенное на фиг.4 Заготовка формуется на большую полноту, так как нижняя плоскость верхней части 7 пуансона отклоняется от верхней плоскости нижней части 8 пуансона на угол oi,
Воздух подается в штоковую полость цилиндра 9 и в -бесштоковую полость цилиндра 5, Происходит перемещение верхней 2 и нижней 3 плит вперед с одновременным вращением пластино- держателей верхних пластин 4,
Одновременно с верхними пластинами 4 аналогичное движение совершают нижние пластины 11 с носителем 12. При этом последний перемещается прямолинейно, так как он сцеплен специальными пальцами (не показано) с нижней плитой 3, а нижние пластины 11 аналогичным образом сцеплены с пластино- держателями верхних пластин 4, Таким образом, нижние пластины 11 повторяют в точности движение пластинодержате- лей с верхними пластинами 4, Заготовка 40 плотно прижимается к боковой поверхности нижней части 8 пуансона.
Воздух подается в штоковую полость цилиндра 13 и нижние пластины 11 с носителем 12 занимают исходное положение.
Воздух поступает в бесштоковую полость цилиндра 17 и суппорт 15 совершает дополнительное перемещение вверх. Происходят выглаживание ранее зажатой кромки заготовки 40 и прижим ее к боковой поверхности нижней части 8 пуансона.
g o 5
0
5 о
5
0
5
Верхняя 7 и нижняя 8 части пуансона имеют встроенные нагреватели (не показано). Предварительно увлажненную заготовку 40 выдерживают на нагретом пуансоне в течение времени, достаточного для ее высыхания.
Реверс схемы машины происходит автоматически по истечении заданного време ни сушки. Пластинодержатели верхних пластин 4 с плитами 2 и 3 возвращаются в исходное положение. Заготовка 40 освобождается -и снимается с верхней части 7 пуансона. Цилиндры 17 и 16 реверсируют, механизмы возвращаются в исходное положение.
Цикл формования и сушки может быть повторен.
В результате применения технического решения улучшается качество формо вания заготовок верха обуви.
Формула изобретения.
1.Машина для формования и сушки заготовок обуви, содержащая формующие пластины, установленные на независи-: ; мых пластинодержателях, подъемный суппорт со смонтированным на нем составным носочно-пучковым пуансоном, состоящим из нижней и верхней частей, при этом верхняя часть пуансона выполнена с возможностью поворота относительно его нижней части, отличающаяся тем, что, с целью улучшения качества формования, нижняя часть пуансона выполнена с возможностью прямолинейного перемещения в вертикальной плоскости относительно суппорта и снабжена приводом, обеспечивающим ее подъем в заданное положение до касания нижней плоскости верхней части пуансона.
2.Машина поп.1, отличающаяся тем, что привод нижней части пуансона выполнен в виде кулачкового механизма.
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для предварительного формования носочно-пучковой и пяточной частей заготовки верха обуви | 1984 |
|
SU1253596A1 |
| Машина для формования заготовок обуви | 1979 |
|
SU902717A1 |
| Машина для формования заготовок обуви | 1984 |
|
SU1220619A1 |
| ВПТБ | 1973 |
|
SU397197A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ЗАГОТОВОК ОБУВИ | 1972 |
|
SU345914A1 |
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВАНИЯ И СУШКИ | 1966 |
|
SU189329A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |

Изобретение относится к оборудованию обувного производства и предназначено для формования и сушки заготовок обуви. Машина имеет формующие пластины, установленные на независимых пластинодержателях. На подъемном суппорте смонтирован составной носочно-пучковый пуансон из нижней и верхней частей. Верхняя часть пуансона выполнена поворотной относительно нижней части пуансона. Нижняя часть пуансона может перемещаться прямолинейно в вертикальной плоскости в заданное положение с помощью дополнительного привода, включающего в себя кулачковый механизм. Заготовка укладывается на нижние пластины, которые совершают вертикальное перемещение, при этом края заготовки прижимаются к верхним пластинам. Включается привод подъема суппорта и происходит вытягивание носочной части. Включается привод поворота верхней части пуансона и одновременно происходит перемещение вверх нижней части пуансона до пересечения нижней плоскости пуансона и его боковой поверхности. В таком положении производится формование заготовки. 1 з.п. ф-лы, 4 ил.
r
J
y/t/y/.
//
S 10
П
,;;
/ /У.
. -
J 7
J J5Xl5 P
4 л
2
I/
/g 7i--TK
/y N77
30
I-I
11
i-Ht
ж
28
26
i/.7
Фие.г
фиг.
| ВПТБ | 0 |
|
SU397197A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
