Изобретение относится к механической обработке металлов и может быть использовано для обработки внутренних поверхностей вращения с переменным диаметром по длине отверстия.
Цель изобретения - повышение точности обработки путем увеличения износостойкости брусков.
На чертеже изображена предлагаемая хонинговальная головка.
Головка состоит из корпуса 1, в центральное осевое отверстие которого вставлен разжимной конус 2, имеющий два жестких разжимных кулачка 3 и 4. Кулачок 3 жестко связан с конусом 2, кулачок 4 установлен с возможностью перемещения в осевом направлении относительно кулачка 3 по направляющей 5 до упора в гайку 6. Между кулачками 3 и 4 установлена пружина 7. На конусные участки кулачков опираются вкладыши 8 с прикрепленными брусками 9, фиксирующиеся в корпусе 1 пружинами 10. В пазах корпуса 1 установлены перед брусками с возможностью качания на пальцах 11 поворотные двуплечие рычаги 12, одни концы которых предназначены для взаимодействия с обрабатываемой поверхностью и соединены между собой упругим элементом 13, а другие выполнены с возможностью взаимодействия с торцом подвижного в осевом направлении кулачка 4 посредством регулировочного болта 14 и гайки 15.
Перед началом работы с помощью регулировочных болта 14 и гайки 15 производится установка положения одного конца двуплечего рычага 12 относительно подвижного кулачка 4 для обеспечения контакта другого конца двуплечего рычага 12 с обрабатываемой поверхностью перед хонинго- вальными брусками. Для этого хонинго- вальную головку вводят в сквозное отверстие с диаметром, равным диаметру обрабатываемых деталей, включают систему разжима брусков (без вращения головки). Вращением болта 14, контактирующего с одним концом рычага 12, поворачивают рычаг до контакта другого конца с обрабатываемой поверхностью. Положение болта 14, обеспечивающее контакт рычага 12 с обрабатываемой поверхностью и подвижным кулачком 4, обеспечивающим в рассматриваемом положении контакт хонинговальных брусков с обрабатываемой поверхностью с требуемым усилием, фиксируется в резьбовом отверстии, выполненном в кулачке 4, гайкой 15.
Составитель А. Коз.пова
Редактор Н. КиштулинецТехред И. ВересКорректор А. Зимокосов
Заказ 1516/10Тираж 739Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Аналогично производится настройка остальных рычагов.
Предлагаемое устройство работает следующим образом.
Головка вводится в обрабатываемое отверстие и ей придается вращательное и возвратно-поступательное движение. Затем включается система разжима и конус 2, перемещаясь в корпусе 1 хонинговальной головки в осевом направлении, разжимает конической поверхностью кулачков 3 и 4 вкладыщи 8 с хонинговальными брусками 9, прижи.мая их к обрабатываемой поверхности и создавая усилия, требуемые для осуществления процесса хонингования, и торцом
подвижного кулачка - двуплечие рычаги 12, прижимая их к обрабатываемой поверхности перед хонинговальными брусками с небольшим, предварительно отрегулированным усилием.
При входе головки в сужающуюся часть
обрабатываемого отверстия возникают дополнительные усилия на концах рычагов 12, контактирующих с обрабатываемой поверхностью, под действием которых они поворачиваются в сторону уменьшения диаметра
обрабатываемой поверхности (сжимаются), воздействуя на торец и перемещая при этом своими другими концами подвижный в осевом направлении кулачок 4, дополнительно сжимая пружину 7. Перемещение подвижного кулачка 4 в осевом направлении к
кулачку 3 уменьшает диаметр головки со стороны подвижного кулачка и входа в сужающуюся часть обрабатываемого отверстия. При этом бруски 9 занимают наклонное по отношению к оси отверстия положение, устанавливаясь по обрабатываемой
поверхности без возникновения дополнительных усилий при обработке.
При выходе хонинговальной головки из сужающейся части отверстия дополнительные усилия на конце рычага 12, контактирующего с обрабатываемой поверхностью, уменьшаются и подвижный кулачок 4 под действием дополнительно-сжатой пружины 7 перемещается в осевом направлении до упора в гайку 6 при полном выходе из сужающейся части, разжимая при этом взаимодействующий с ним через вкладыщ 8 конец бруска 9 и двуплечий рычаг 12. При окончании обработки и снятии усилия разжима конус 2 перемещается с кулачками 3 и 4 вверх. При этом вкладыши 8 с хонинговальными брусками 9 сжимаются в корпусе пружиной 10, а рычаги 12 - упругими элементами 13 для свободного выхода хонинговальной головки из обработанного отверстия.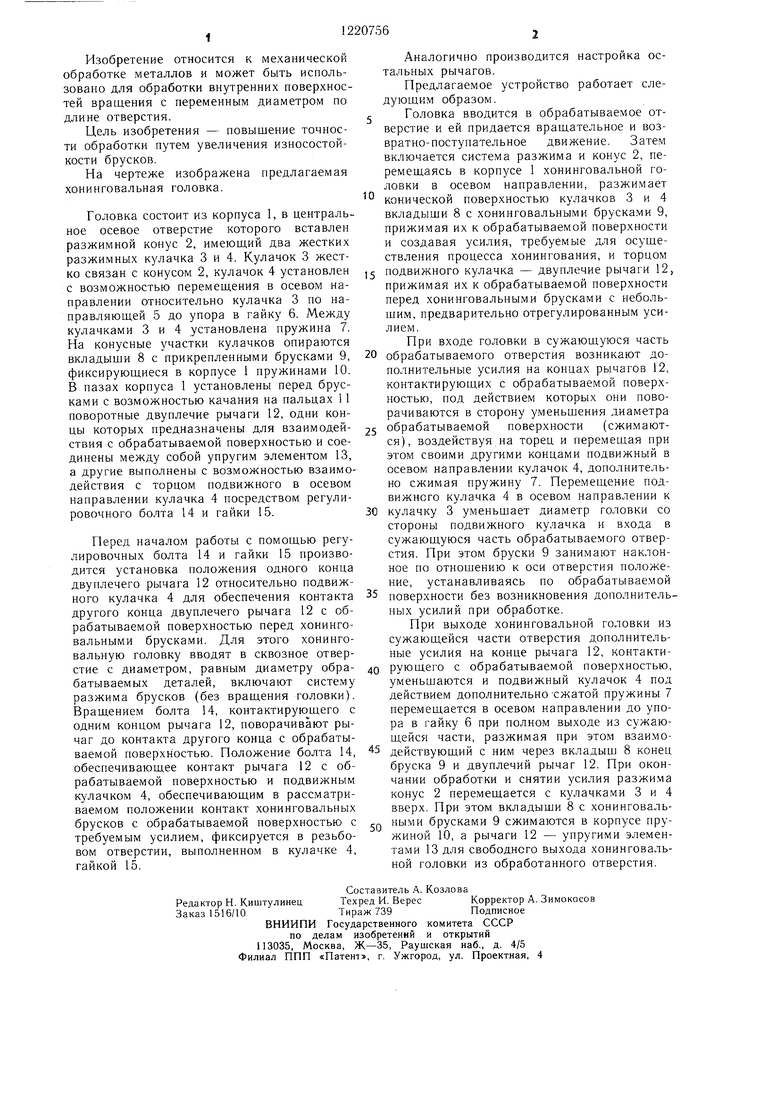
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1984 |
|
SU1335434A1 |
| Хонинговальная головка | 1986 |
|
SU1333549A1 |
| Хонинговальный станок | 1988 |
|
SU1682138A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1971 |
|
SU314629A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальный станок | 1976 |
|
SU603571A1 |
| Хонинговальная головка | 1990 |
|
SU1781014A1 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Хонинговальная головка | 1987 |
|
SU1442340A1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |

| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 0 |
|
SU314629A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
