Изобретение относится к области механической обработки и может быть использо- вано при хонинговании внутренних цилиндрических поверхностей различных деталей.
Целью изобретения является повышение качества обработки путем снижения уровня вибрации на колодках с брусками при работе хонинговальной головки.
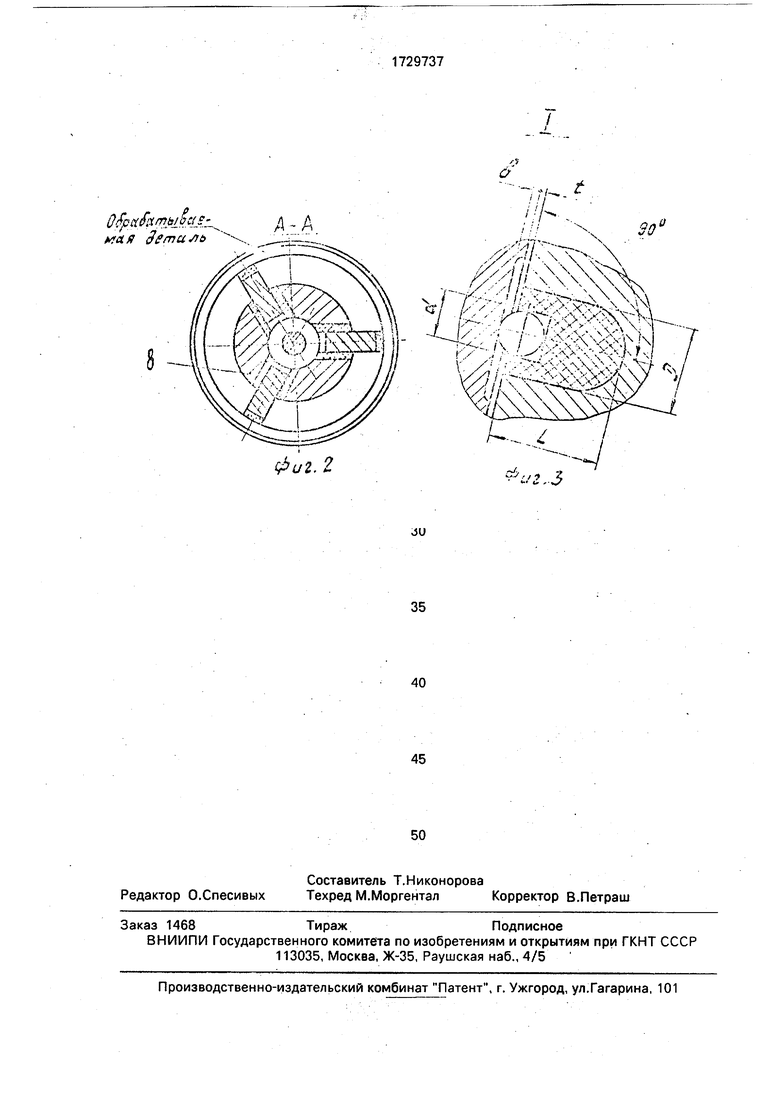
На фиг.1 показана хонинговальная головка, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел I на фиг,1.
Головка состоит из корпуса 1, в центральном отверстии которого ходит шток 2 с конусами, служащий для разжима бруско- держателей (колодок) 3 с хонинговальными брусками 4. Между конусами штока 2 и прилегающими к ним поверхностями колодок 3 имеется зазор. В колодках 3 выполнены пазы, в которых размещены вкладыши 5, изготовленные из вибропоглощающей износостойкой пластмассы, например фто- ропластов-4 или капрона.
Сопряжение торца вкладыша 5 с колодкой 3 выполнено по радиусу, а паз под вкла- дыш 5 расположен перпендикулярно рабочей поверхности конусов штока 2. Вкладыш 5 выполнен прямоугольным в сечении. Такая форма способствует удержанию его от проворота в пазу колодки при работе хонинговальной головки.
Каждый вкладыш 5 имеет на торце, прилегающем к рабочему конусу штока 2, цилиндрическое отверстие, в котором находится шарик 6, входящий в контакт с конусом штока 2 по направляющим канавкам, выполненным на конусе штока2. Центр шариков 6 всегда должен располагаться во вкладыше 5, т.е. сумма величины зазора t и глубины направляющей канавки b должна быть меньше половины диаметра шарика,
т.е. (t+b) . Колодки 3 с хонинговальными брусками 4 установлены в радиальных пазах корпуса 1 и изолированы от него виб- ропоглощающими прокладками 7 и 8. От выпадания они удерживаются цилиндрическими пружинами 9.
Хонинговальная головка работает следующим образом.
После ввода головки в обрабатываемое отверстие шток 2 под действием внешнего усилия раздвигает колодки 3 с расположенными на них хонинговальными брусками 4 до соприкосновения их с обрабатываемой поверхностью детали. Шпиндель хонинго- вального станка сообщает головке возвратно-поступательное и вращательное движение. Разжим колодок 3 осуществляется осе- вым перемещением штока 2 путем воздействия шариков 6, катящихся по направляющим канавкам конуса, на вкладыши 5, в цилиндрических отверстиях которых шарики 6 скользят, так как низок коэффициент трения выбранной пластмассы по металлу. При передаче усилия качения
металлического шарика 6 на скольжение по пластмассе и при двойном переходе вибрации по разнородным материалам (шарик- .вкладыш и вкладыш-колодка) через точечные и линейные контакты (шарик-вкладыш)ичерез полусферическую поверхность (вкладыш-колодка) вибрация рассеивается и снижается, доходя до поверхности хонин- говальных брусков 4.
Дополнительное снижение уровня вибрации достигается за счет наличия вибро- поглощающих прокладок 7 и 8 между корпусом 1 и колодками 3. После завершения обработки шток 2 возвращается в исходное положение и колодки 3 с
хонинговальными брусками 4 при помощи цилиндрических пружин 9 отходят от обрабатываемой поверхности.
Уменьшение уровня вибрации на колодках 3 повышает качество и класс шероховатости обрабатываемой поверхности, снижает износ хонинговальных брусков 4, повышает производительность.
Формула.изобретения
Хонинговальная головка, в пазах корпуса которой расположены брускодержатели с хонбрусками и разжимной шток с конусами, отличающаяся тем, что, с целью повышения качества обработки путем снижения уровня вибраций на брусках, на конусах разжимного штока выполнены осевые пазы, а на поверхностях брускодержателей, обращенных к конусам разжимного штока, выполнены радиусные выемки, оси симметрии которых перпендикулярны к конусам разжимного штока, а головка снабжена расположенными в упомянутых выемках виброустойчивыми износостойками вкладышами с установленными в них с возможностью вращения и контакта с дном указанных пазов шариками, причем брускодержатели установлены с зазором относительно конусов разжимного штока и с возможностью взаимодействия своими
торцовыми поверхностями с корпусом посредством дополнительно введенных в головку вибропоглощающих прокладок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146593C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2008 |
|
RU2374060C1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
Использование: обработка методом хонингования внутренних цилиндрических по- верхностей. Сущность изобретения: головка содержит шток 2, осевым перемещением которого осуществляется разжим брускодержателей (колодок) 3 путем воздействия шариков 6. Последние установлены в осевых пазах конуса с возможностью качения, и во вкладышах 5 - с возможностью скольжения. Вкладышиб выполнены из виброустойчивого износостойкого материала. Брускодержатели 3 изолированы от корпуса вибропоглощающими прокладками. 3 ил.
| Куликов С.И | |||
| и др | |||
| Прогрессивные методы хонингования | |||
| М.: Машиностроение, 1983, с.87 |
