6 - темп торможения, р - плотность бетонной смеси; F(S)- поперечное сечение формуемого слоя изделия в функ ции пути,
2. Способ поп,1, отличаю щ и и с я тем, что измеряют угловые скорости вращения формы и роторного механизма разгона и подачи бетонной смеси и изменяют скорость
Изобретение относится к строитель ству и может быть использовано для автоматического управления устройствами при формовании строительных изделий центрифугированием, укладки бетонной смеси и т.п.
Цель изобретения - повышение точности регулирования.
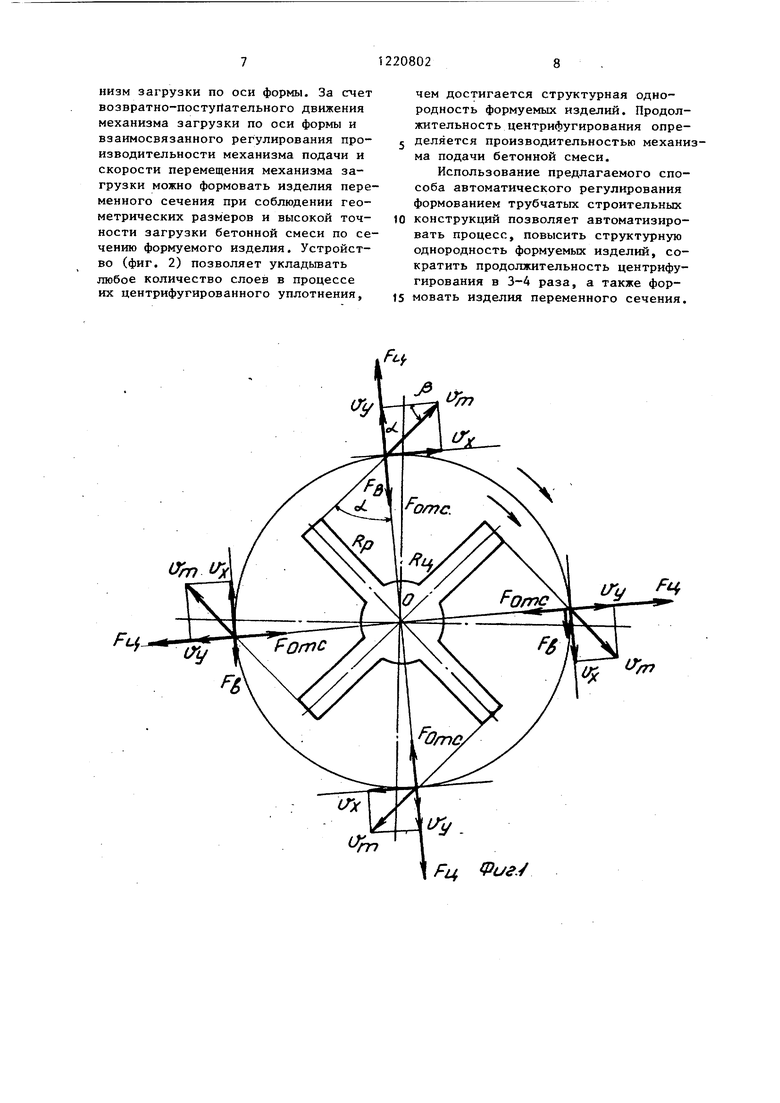
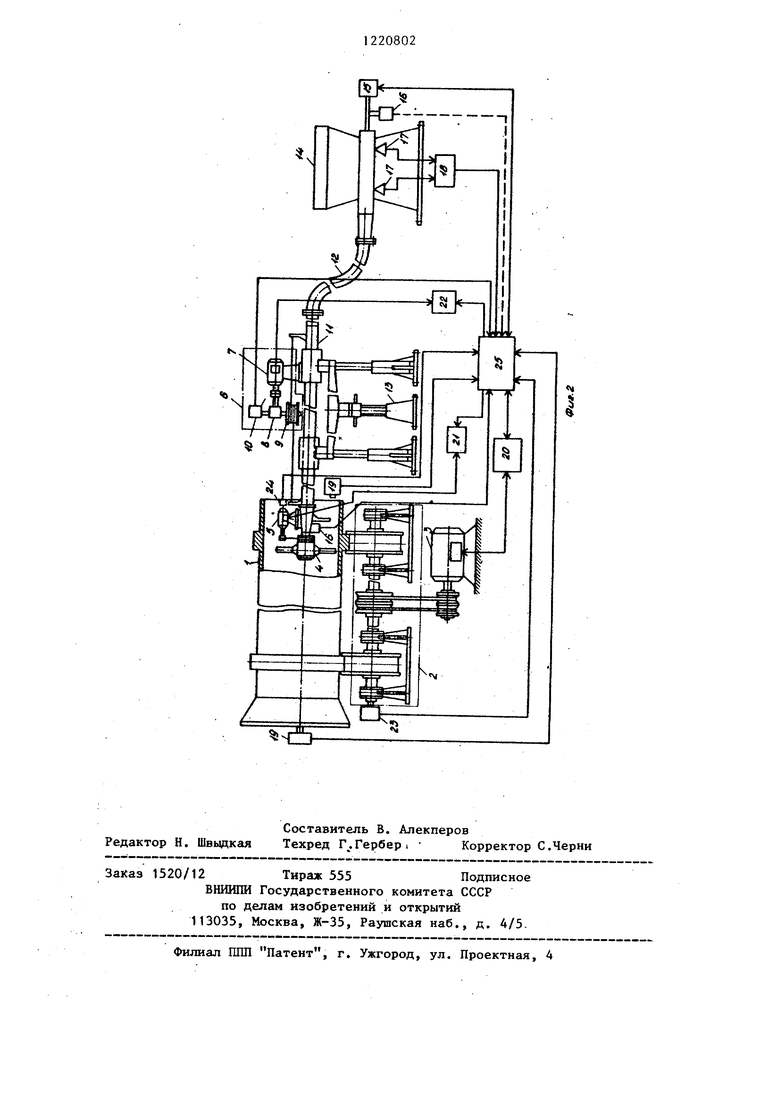
На фиг. 1 представлена диаграмма скоростей и сил, действующих на компоненты бетонной смеси, в момент их соприкосновения и взаимодействия с вращающейся поверхностью формуемого изделия; на фиг. 2 - устройство для осуществления способа и функциональная схема системы управления устройством.
Устройство (фиг. 2) для центрифугированного формования изделий кольцевого сечения содержит форму 1, центрифугу 2, приводной двигатель 3 центрифуги, ротор 4, двигатель 5 вращения ротора, привод 6 перемещения механизма загрузки, включающий электродвигатель 7, редуктор 8, барабан 9, импульсный датчик 10 перемещения, телескопический бе- тоновод 11, гибкий бетоновод 12, механизм 13 изменения положения оси ротора, бетононасос 14, привод 15 бетононасоса, датчик 16 производительности бетононасоса, весовые датчики 17, согдасующий блок 18, конечные выключатели 19, усилительно-преобразовательные блоки (ЗТТБ) 20, 21 и 22, датчик 23 скорости вращения центрифуги, датчик 24 скорости вращения ротора 4, вычислительное устройство (ВУ) 25.
Сущность способа заключается в следующем.
220802
вращения роторного механизма разгона и подачи бетонной-смеси до достижения отношением угловых скоростей формы и роторного механизма разгона и подачи бетонной смеси эталонного значения, причем эталонное значение рассчитывают по формуле ( R )г где (фс и RP - радиусы соответственно формуемого слоя и роторного механизма.
Совмещение процесса послойной укладки бетонной смеси с центрифугированным ее уплотнением требует точного распределения бетонной смеси по сечению формируемого слоя в функции пути перемещения принудительно вращаемого роторного механизма по оси формы, вовнутрь которого подается бетонная смесь, например,
с помощью бетононасоса. В этом случае не может происходить распределение бетонной смеси за счет ее пластических свойств, так как компоненты бетонной смеси после соприкосновения
с вращающейся поверхностью формируемого изделия вовлекаются в процессе центрифугированного уплотнения. Точное распределение бетонной смеси важно при формовании изделий переменного
сечения, а также традиционным способом при укладке ее на скорости распределения формы, так как сокращается продолжительность и повышается точность распределения бетонной смеси по сечению формы.
Расчетная масса бетонной смеси, требуемая для формования слоя (изделия) , может быть представлена в виде
30
Mpacul bp.|:K.e.(,,,)-5,((6bpSF d6, (1)
где F(S) - поперечное сечение формуемого слоя в функции 35пути.
Масса бетонной смеси, поступившая в форму за время t, может быть представлена в виде t
. (2)
где Q - производительность механизма загрузки бетонной смеси. Условием точного распределения бетонной смеси может быть
Q
Р РЫ,
(3)
где V - скорость относительного перемещения механизма загрузки и формы; р - плотность бетонной смеси.
Механизм подачи бетонной смеси (например, бетононасос) в начале процесса может быть представлен динамическим звеном с запаздьтанием (время задержки случайная величина, зависимая от начального заполнения бетоновода, его геометрических размеров, пpoизвoдитeл нocти бетононасоса и т.п.), кроме того, могут иметь место разрывы непрерьгоности подачи смеси, пробки и т.п., поэтом в качестве задающего канала следует использовать канал управления приводом механизма загрузки бетонной смеси и формировать управляющее воздействие на привод перемещения механизма подачи бетонной смеси по оси формы в зависимости от производительности механизма загрузки.
При изменении управляющих воздействий на привод перемещения органа подачи скачком, а также при других возмущающих воздействиях на приводы возникает нарущение отнощения (3) в переходных режимах, что приводит к накоплению рассогласования по массе
N 5 AAp,((Mp-uM.j p-F{5)-N-Qjjt
Ф
juQJi.(4)
Повьпиение точности укладки бетонной смеси можно обеспечить за счет введения в управляющее воздействие на привод перемещения составляклдей, пропорциональной рассогласованию по массе (А), т.е. интегральной составлякидей от лО , что ведет к повышению порядка астатизма системы управления. Требуемую скорость перемещения механизма загрузки из соотношений (3), (4) можно представить в виде
( (5)
с последующим охватом привода перемещения обратной связью по скорости
220802
Скорость перемещения механизма загрузки относительно формы изменяется в зависимости от Q и О F{s . При достаточно высоких скоростях перес мещания механизма загрузки при максимальной его производительности важное значение имеют вопросы точного позиционирования при переменных нагрузках на привод. Для точного
10 позиционирования механизма без перерегулирования в режиме торможения скорость перемещения должна изменяться с постоянным ускорением У ( - ускорение). Путь и скорость
J5 при соп51связаны зависимостью
45,..
(6)
0
5
0
5
0
5
0
5
Остаток массы смеси, требуемый для заполнения формы, в функции остатка пути имеет вид
.«.
где К„ 2ep-F(s)
Из выражения (7), следует, что для точного позиционирования механизма загрузки относительно формы при соблюдении условия (3) управля- кмцее воздействие на привод механизма подачи бетонной смеси должно изменяться в квадратичной зависимости от остатка массы бетонной смеси, требуемой для укладки в форму и пропорционально толщине укладьшаемого слоя и ускорению , f
При изменении задающего воздействия на привод перемещения механизма загрузки скачком (. ),а также при других B03MyutaiM4Hx воздействиях ввиду инерционности механизма скорость его перемещения скачком измениться не может, что приводит к нарушению условия (3), т.е. неравномерной укладке смеси.
Повысить точность укладки смеси по сечению изделия можно за счет взаимосвязного регулирования приводов механизма подачи бетонной смеси и перемещения механизма загрузки по оси формы за счет введения в контур регулирования привода механизма подачи составлякндей управлякндего воздействия, пропорциональной текущему рассогласованию по массе лМд.
При этом повышается точность и быстродействие регулирования, так как одновременно регулируются оба
привода в зависимости от рассогласования по массе л Mg,
Таким образом, для получения высокой точности укладки бетонной смеси по сечению формы при большой производительности механизма загрузки и достаточно высокой точности позиционирования управляющие воздействия на привод механизма подачи бетонной смеси следует формировать в виде
0-1,Км4ьЛл о 2 5, (8)
а на привод перемещения органа грузки - в виде
(
(
nsVp
где К, К, К,, К - коэффициенты
пропорциональности.
При вращении роторного механизма, вовнутрь которого принудительно подается бетонная смесь (например, с помощью бетононасоса), материальные тела, образующие бетонную смесь, вовлекаются во вращательное движение и под действием центробежных сил движутся к выходным отверстиям роторного механизма. После выхода из отверстий ротора компоненты бетонной смеси движутся к поверхности формируемого изделия по касательной к точке отрыва от ротора. В момент времени tg, когда граница движущегося тела имеет хотя бы одну общую точку с поверхностью формуемого изделия, начинается ее взаимодействие с частицами noBepXHqcTH, Вектор скорости движения тела
V в момент
в точке
А (фиг. 1) можно разложить на два составляющих его вектора: V - вектор скорости тела по касательной к точке А; Vyj - вектор скорости тела перпендикулярный касательной.
Процесс взаимодействия материальных тел, обусловленный скоростью V у„ в первой фазе сопровождается уменьшением скорости Уц до нуля, так как m : m.,. После этого возникает сила отталкивания тела от поверхности, обусловленная упругш взаимодействием материальных тел. Часть импульс движущегося тепа р расходуется на пластические деформации, разруше- ние и сдвиг материальных частиц.
Так как движущееся материальное тело взаимодействует с вращающейся
10
поверхностью формуемого изделия, то в момент t tjj на тело действует центробежная сила.
Допустим, что в момент t t скорость движения тела равна линейной скорости точки на враща1ощейся поверхности, т.е. V, Vq, , тогда центробежную силу, действукнцую на тело, можно представить в виде
(10)
15
0
5
0
5
0
S
0
F :
Ц
хт
С
I
При небольших расстояниях точки отрьюа тела от роторного механизма до поверхности в момент tg скорость .(р, гдеМр RP - .соответственно угловая скорость и радиус роторного механизма.
Из фиг. 1 следует, что V binoc Vj. Rp/Rtpp , а по условию
f г-Д р угловая скорость формы. Таким образом.
«р К р/Кср-С ИфР
Wn
/V
-w ФcгJЯU l-) (11) f I р /
Из соотношения (11) следует, что отношение угловых скоростей ротора и формы должно быть обратно пропорционально квадратам радиусов ротора и формуемого слоя.
Сущность способа автоматического регулирования формованием строительных конструкций поясним с помощью устройства (фиг. 2) для его осуществления.
Подготовленная форма 1 устанавли- вается на центрифугу 2 и разгоняется приводным двигателем 3 до скорости вращения со вьше скорости распределения. Вычислительным устройством 25 рассчитьтается согласно выражению (11) и задается на УПБ 21 уставка требуемой скорости вращения ротора 4, который перемещается приводом 6 по оси формы в начальное положение, контролируемое конечными выключателями 19. После разгона ротора 4 по команде ВУ 25 включается привод 15 бетононасоса 14, который заполняет бетоновод 11. При получении сигнала датчика 16 производительности ВУ 25 по данным датчиков 16, 10, 17 рассчитьшает управляющие воздействия согласно соотношениям (8), (9) и выдает на приводы 6 и 15. Привод 6 с заданной скоростью перемещает механизм загрузки по оси формы. За счет возвратно-постуйательного движения механизма загрузки по оси формы и взаимосвязанного регулирования производительности механизма подачи и скорости перемещения механизма загрузки можно формовать изделия переменного сечения при соблюдении геометрических размеров и высокой точности загрузки бетонной смеси по сечению формуемого изделия. Устройство (фиг. 2) позволяет укладьгоать любое количество слоев в процессе их центрифугированного уплотнения,
чем достигается структурная однородность формуемых изделий. Продолжительность центрифугирования определяется производительностью механизма подачи бетонной смеси.
Использование предлагаемого способа автоматического регулирования формованием трубчатых строительных
конструкций позволяет автоматизировать процесс, повысить структурную однородность формуемых изделий, сократить продолжительность центрифугирования в 3-4 раза, а также форовать изделия переменного сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубчатых изделий из бетонных смесей | 1990 |
|
SU1823816A3 |
| Способ автоматического управления укладкой бетонной смеси и сыпучих материалов | 1982 |
|
SU1096119A1 |
| Способ изготовления напорной трубы со стальным цилиндром | 1990 |
|
SU1728036A1 |
| Способ формования плит пустотного настила и формовочный пост для его осуществления | 1991 |
|
SU1825737A1 |
| Бетонная напорная труба с металлическим цилиндром и способ ее изготовления | 1990 |
|
SU1742567A1 |
| Способ изготовления пустотелых изделий из бетонных смесей | 1990 |
|
SU1719225A2 |
| СПОСОБ ФОРМОВАНИЯ НАПОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ | 1991 |
|
RU2026784C1 |
| Способ изготовления центрифугированных полых изделий | 1978 |
|
SU776928A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| Установка для формования трубчатых изделий | 1987 |
|
SU1451024A1 |
у
-сЬ
| Патент США № 4360331, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
