Изобретение относится к обработке металлов давлением, в частности к автоматизации прокатного производства, и может быть использовано для управления летучими ножницами профиле гибочных агрегатов.
На чертеже представлена функциональная схема предлагаемого устройства.
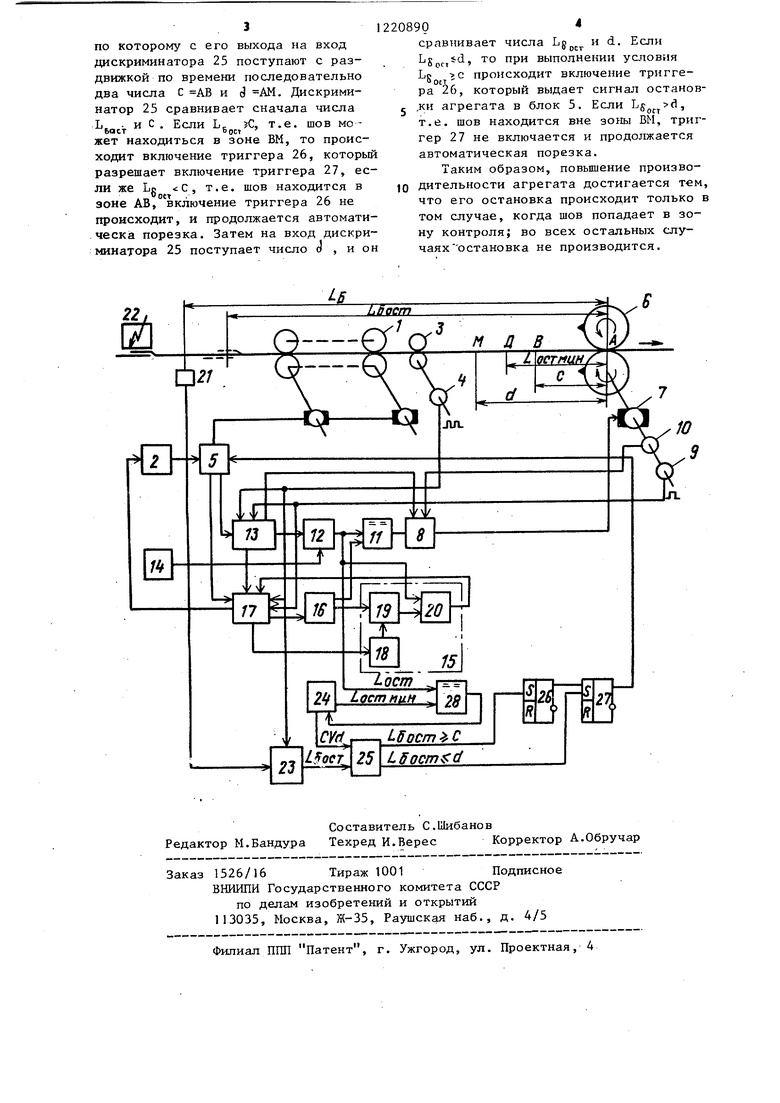
Система содержит профилегибочный стан 1, цифровой задатчик 2 скорости стана, следящий ролик 3 с импульсным датчиком 4 перемещения проката, блок 5 управления приводом клетей стана с цифровым регулятором скорости стана, летучие ножницы 6 с электроприводом 7, блок управления приводом летучих ножниц 8, датчик 9 реза, датчик 10 точной установки летучих ножниц в исходном состоянии, схему 11 совпадения, вычислитель 12 пути перемещения проката,, узел 13 задания величины обгона профиля, задатчик длины отрезаемых профилей 14, узел 15 связи, блок 16 промежуточных счетчиков, блок 17 программы разгона и торможения стана. Узел 15 связи содержит блок 18 задающих регистров, сумматор 19 и дискриминатор 20. Система также содержит датчик 21 наличия шва, установленный за сварочной машиной 22, вычислитель- 23 положения шва, задатчик 24 базовых чисел, дискриминатор 25 первый и второй триггеры соответственно 26 и 27, дополнительную схему совпадения 28.
Первый, второй, третий, четвертый и пятый входы блока 17 соединены соответственно с датчиком 9, импульсным датчиком 4, выходом узла .15, узлом 13; блоком 5, а первый, второй, третий выходы соединены сооветственно с задатчиком 2, первым входом узла 15 и входом блока 16. Первый и второй выходы блока 16 соединены соответственно с входом схемы 11 совпадения и вторым входом уз ла 15, третий вход которого соединен с вычислителем 12.
Выход дискриминатора 20 соединен с выходом узла 15, а первый и второй входы соединены соответственно с третьим входом узла 15 и с выходом сумматора 19. Первый и второй входы сумматора I9 соединены соответственно с вторым входом узла 15 и выходом блока 18, вход которого с
5
0
5
0
5
0
5
0
5
единен с первым входом узла 15 связи.
Первый вход схемы 28 соединен с выходом вычислителя 12, второй вход - с первым выходом задатчика 24, а выход - с входом задатчика 2А. Второй выход задатчика 24 соединен с первым входом дискриминатора 25, первый выход которого соединен с S-входом триггера 26,выход которого соединен с S-входом триггера 27.Выход триггера 27 соединен с вторьм входом блока 5, а второй S-вход - с . вторым вьцсодом дискриминатора 25, второй вход которого соединен с вы- ходом вычислителя 23, первьй вход которого соединен с датчиком 21, а второй вход - с датчиком 4.
Система работает следующим образом.
Перед летучими ножницами 6 выделена зона контроля сварного шва ВМ, центр Д которой находится на расстоянии оси летучих ножниц 6. Расстояние L „ принято равным пути, проходимому полосой от включения летучих ножниц 6 до реза при максимальной скорости полосы. Ширина контрольной зоны принята равной ширине сварного шва плюс запас на величину неточности замера пути сварного шва от датчика 21 до точки Д. Границы В и М контрольной зоны определяются расстояниями сии от точек В и М до оси летучих ножниц 6. Величины L( , с и d задаются задатчиком 24.
При появлении сигнала датчика 21 в вычитающий счётчик вычислителя 23 вводится расстояние Lj от датчика 21 до оси летучих ножниц 6 и вычислитель 23 начинает отсчет текущего расстояния Lgg от сварного шва до оси летучих ножниц 6. Одновременно с этим схема 28 сравнивает оставшийся до реза путь LOP с величиной L.
Когда числа L и Ь„,. дают, т.е. место реза на полосе достигает точки Д, производится проверка полоясения шва относительно контрольной зоны. Если шов находится внутри этой зоны, то дается команда на остановку агрегата; шов находится вне зоны, то продолжается автоматическая порезка полосы. Это осуществляется следующим образом.
Когда I oc-t. Чп. место реза находится в точке Д, схема 28 .выдает в задатчик 24 сигнал.
.мин
совпапо которому с его выхода на вход дискриминатора 25 поступают с раздвижкой по времени последовательно два числа С АВ и d АМ. Дискриминатор 25 сравнивает сначала числа
ъ ШО °
жет находиться в зоне ВМ, то происходит включение триггера 26, который разрешает включение триггера 27, если же LE :С, т.е. шов находится в
.оет .,
зоне АВ, включение триггера 26 не
происходит, и продолжается автомати- .ческа порезка. Затем на вход дискриминатора 25 поступает число J , и он
сравнивает числа Lg . и d. Если , то при выполнении условия Lg с происходит включение триггера
26,
который выдает сигнал останов
,ки агрегата в блок 5. Если Ь d, т.е. шов находится вне зоны ВМ, триггер 27 не включается и продолжается автоматическая порезка.
Таким образом, повышение производительности агрегата достигается тем, что его остановка происходит только в том случае, когда шов попадает в зону контроля; во всех остальных случаях остановка не производится.
LSoem
О--О сг а в
LSoem
сг а в
iT.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Устройство управления приводом многоклетевого профилегибочного стана с порезкой проката на ходу | 1984 |
|
SU1178553A2 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для отрезания полосы заданной длины в рулоне | 1980 |
|
SU894335A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для управления летучими ножницами при резе полосы в конце смотки рулона на стане бесконечной прокатки | 1981 |
|
SU1237330A1 |
| Система управления приводом летучих ножниц | 1981 |
|
SU980969A1 |
Составитель С.Иибанов Редактор М.Бандура Техред И.Верес Корректор А.Обручар
Заказ 1326/16 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
