(54) СИСТЕМА УПРАВЛЕНИЯ ПРИВОДОМ ЛЕТУЧИХ НОЖНИЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом летучих ножниц | 1980 |
|
SU893420A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Система управления приводом летучих ножниц | 1980 |
|
SU889416A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Устройство управления приводом многоклетевого профилегибочного стана с порезкой проката на ходу | 1984 |
|
SU1178553A2 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
Изобретение относится к автоматизации прокатного производства и может быть, использовано для управления летучими ножницами профилегибочных агрегатов и прокатных станов.
Известна система, реализующая известный способ управления следящим приводом летучих ножниц, содержащая 5лок управления приводом летучих нож ниц с регулятором скорости и положения ножей, импульсный датчик перемещения ножей летучих ножниц, датчик реза, датчик скорости полосы, импульсный датчик перемещения полосы и задатчик длин отрезаемых профилей 1.
Недостатком данной системы является то, что оно не обеспечивает возможность- регулируемого обгона полосы ножами летучих ножниц в зоне реза, что ухудшает качество реза профилей.
Наиболее близка к изобретению система управления приводом летучих ножниц, содержащая блок управления приводом летучих ножниц, заДатчик длин отрезаемых профилей, задатчик обгона, импульсный датчик перемещения полосы и датчик реза, соединенные с блоком управления летучими ножницами, импульсный датчик перемещения ножей, и управляемый делитель частоты, подключенный к импульсному датчику перемещения ножей и к задатчику обгона 2.
Недостатком этой системы является то, что возможные ошибки при вычислении и погрешность округлений могут дать суммарную погрешность, которая приводит к неправильному вводу величины рассогласования f в систему управления, что в свою очередь, вызы10вает систематическую ошибку в длинах отрезаемых профилей. Кроме того, выполнение арифметических операций затрудняет работу оператора при задании длин отрезаемых профилей. Это
15 особенно сказывается, когда коррекция длин производится без остановки агрегата.
Це.пь изобретения - повышение точности порезки и улучшение условий
20 эксплуатации.
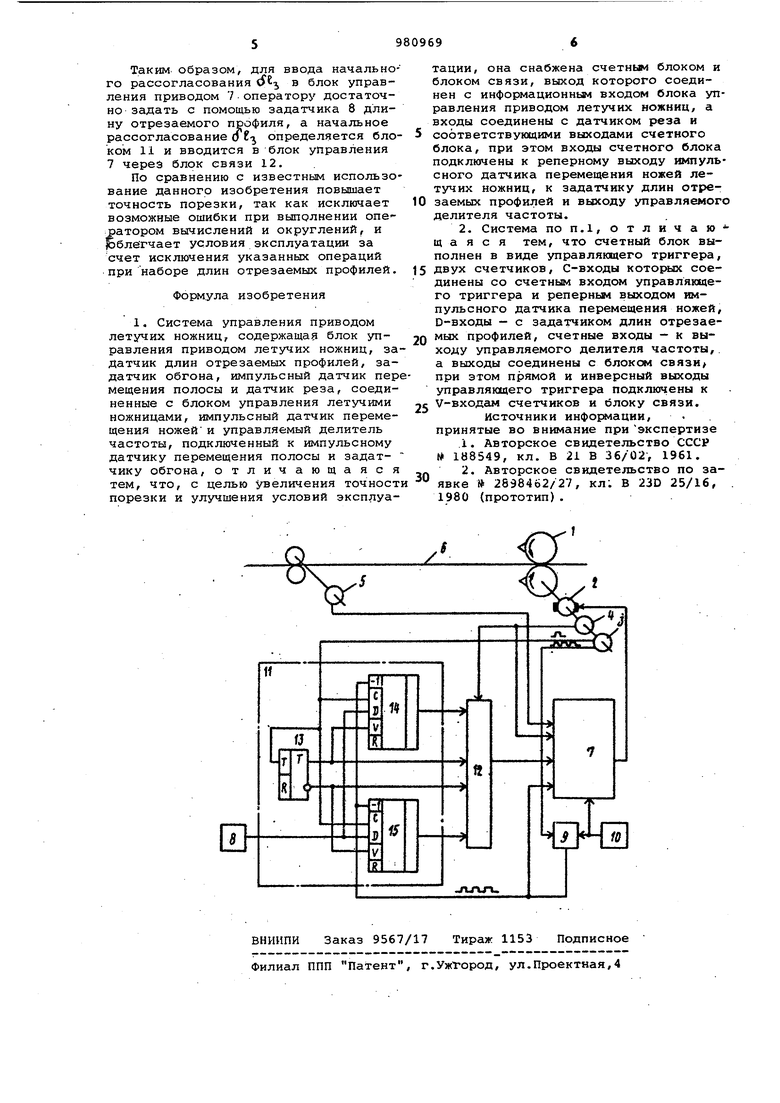
Поставленная цель достигается тем, что система управления приводом летучих ножниц, содержащая блок управления приводом летучих ножниц, задат25чик длин отрезаемых профилей, задатчик обгона, импу.пьсный датчик перемещения полосы и датчик реза, соединенные с блоком управления летучими ножницами, импу.льсный .датчик переме30щения ножей и- управляемый делитель частоты, подключенный к импульсному датчику перемещения полосы и к задат чику обгона, снабжена счетным- блоком и блоком связи, выход которого соеди нен с информационным входом блока уп равления приводом летучих ножниц, а входы соединены с датчиком реза и с .соответствующими выходами счетного , блока, при этом входы счетного блока подключены к реперному выходу импуль сного датчика перемещения ножей лету чих ножниц, к задатчику длин отрезае мых профилей и к выходу управляемого делителя частот. . При этом счетный блок может быть выполнен в виде управлякнцего триггера, двух счетчиков, С - входы которы соединены со счетным входом управляю щего триггера и с реперным выходом импульсного датчика перемещения ноже D входы - с задатчиком длин отрезаемых профилей, счетные входы - с выходом управляемого делителя частоты, а выходы соединены с блоком связи, при этом прямой и инверсный выходы управляющего триггера подключены к У-входам счетчиков и к блоку .связи. На чертеже изображена функциональ ная схема системы управления приводом летучих ножниц. Система содержит летучие ножницы 1 с приводом 2, импульсный датчик 3 перемещения ножей летучих ножниц, датчик 4 реза, импульсный датчик 5 перемещения полосы б, блок 7 управле ния приводом летучих ножниц, задатчи длин 8-отрезаемых профилей, управляе мый делитель частоты 9 с за атчиком обгона 10, счетный блок II и блок 12 связи. Выход блока 12 соединен с информационным входом блока 7, а входы соединены с датчиком 4 и соответствующими выходами счетного блока 11 при этом первый, второй и третий вхо ды счетного блока 11 соединены соответственно а реперным выходом датчика 3, задатчиком длины 8 и выходом управляемого делителя частоты 9, вхо ды которого соединены с импульсньвч выходом датчика 3 и выходом задатчика обгона 10. Счетный блок 11 содержит управляющий триггер 13 и два счетчика 14 и 1.5 С - входы которых соединены с первым входом счетного блока 11 и счетным ВХОДОМ триггера 13, D - входы соединены со вторым-, входом счетного блока 11, счетные входы - с третьим входом счетного блока 11, а выходы соединены с выходами счетного блока 11, при этом прямой и инверсный выходы управляющего триггера 13 подключены к Vвходам счетчиков 14 и 15 и к выходам счетного блока 11. Система работает следующим образом При каждом резе начальное рассогласование tf6-b вводится в блок 7, который после реза снижает скорость летучих ножниц . Перед следующим резом скорость летучих ножниц повышается блоком 7 до величины где V - скорость ножей; V - скорость полосы; К ..-коэффициент, который в известных делителях частоты определяется по формуле ш W-T. где п. - число, выбираемое операто ром; п --емкость счетчика управляемого делителя частоты. От реза к резу блок 7, фиксируя текущее рассогласование-между положением ножей летучих ножниц и метем реза на полосе, управляет изменением скорости ножей так, чтобы перед резом рассогласование .было отработано до нуля, а скорость ножей соответствовала бы V . н Задатчиком 8 оператор задает длину отрезаемого профиля 0h .В момент, когда датчик 3 вьщает очередной импульс с реперного выхода, триггер 13 изменяет свое состояние. Допустим, что на его прямом выходе устанавлива , В этом случае по ется сигнал сигналу с реперного выхода датчика 3 на С-вход счетчика. 14 длина Ри, вводится в этот счетчик. По мере движе ния ножей летучих ножниц 1 на вычитающий вход счетчика 14 поступают импульсы от управляемого делителя частоты 9. К моменту появления второго импульса с реперного выхода датчика 3, что означает, что ножи летучих ножниц сделали полный оборот, с выхода делителя частоты 9 на вычитающий вход счетчика 14 поступают импульсы, число которых соответствуют К Рц , где 19, длина окружности вращения ножей. Следовательно, в счетчике 14 фиксируется величина сГ согласно фО рмуле сГВ-г. . Второй импульс с реперного выхода датчика 3 также переводит управляющий триггер 13в противоположное состояние. При этом запрещается работа счетчика 14 и разрешается работа счетчика 15, в который вводится длина PVI-,, и импульсы начинают поступать от управляемого делителя частоты 9. При схождении ножей летучих ножниц поступает импульс от датчика реза 4 на вход блока ;вязи 12 и происходит ввод числа, записанного в счетчике 14в блок управления приводом 7 через его инфоЕ 1ационный вход. В следуняцем цикле работа системы аналогична, только запись cTf в блок управления 7 происходит из счетчика 15 Таким образом, для ввода начально го рассогласования tf в блок управления приводом 7 оператору достаточно задать с помощью задатчика 8 длину отрезаемого профиля, а начальное рассогласование о f определяется бло ком 11 и вводится в блок управления 7 через блок связи 12. По сравнению с известным использо вание данного изобретения повышает точность порезки, так как исключает возможные ошибки при выполнении оператором вычислений и округлений, и рблегчает условия эксплуатации за счет исключения указанных операций при наборе длин отрезаемых профилей. Формула изобретения 1, Система управления приводом летучих ножниц, содержащая блок управления приводом летучих ножниц, за да тчик длин отрезаемых профилей, задатчик обгона, импульсный датчик пер мещения полосы и датчик реза, соединенные с блоком управления летучими ножницами, импульсный датчик перемещения ножей и управляемый делитель частоты, подключенный к импульсному датчику перемещения полосы и задатчику обгона, отличающаяся тем, что, с целью увеличения точност порезки и улучшения условий эксплуатации, она снабжена счетньви блоком и блоком связи, выход которого соединен с информадионньм входом блока управления приводом летучих ножниц, а входы соединены с датчиком реза и соответствующими выxoдёцvIи счетного блока, при этом входы счетного блока подключены к реперному выходу импульсного датчика перемещения ножей летучих ножниц, к задатчику длин отрезаемых профилей и выходу управляемого делителя частоты. 2. Система поп.1, отличающ а я с я тем, что счетный блок выполнен в виде управляющего триггера, двух счетчиков, С-входы которых соединены со счетным входом управляющего триггера и реперным выходом импульсного датчика перемещения ножей, D-входы - с задатчиком длин отрезаемых профилей, счетные входы - к выходу управляемого делителя частоты, а выходы соединены с блоком связи/ при этом прямой и инверсный выходы управляющего триггера подключены к V-входам счетчиков и блоку связи. источники инфОЕИлации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 188549, кл. В 21 В 36/02, 1961. 2. Авторское свидетельство по заявке 2898462/27, кл; В 23D 25/16, . 1980 (прототип).
